
Fターム[2F069JJ19]の内容
測定手段を特定しない測長装置 (16,435) | 走査 (1,064) | 検出器と物体の組合せによるもの (38)
Fターム[2F069JJ19]に分類される特許
1 - 20 / 38
校正用冶具、校正方法、及び該校正用冶具が搭載可能な形状測定装置
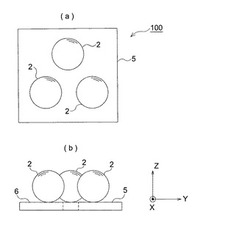
【課題】レンズの偏心を測定できる形状測定装置を簡易的に、かつ高精度に校正できる校正用冶具、校正方法、及び該校正用冶具が搭載可能な形状測定装置を提供する。
【解決手段】校正用冶具100は、中心が円周上を3等分し、計測用基準球を接するように設置できる3個の基準球2を備える。形状測定装置は、該校正用冶具を配置可能であり、被測定物の形状に関する情報を取得するための第1プローブと、校正用冶具に対して第1プローブと反対側に設けられ被測定物の形状に関する情報を取得するための第2プローブと、第1プローブ及び第2プローブにより、配置された計測用基準球を測定して第1測定結果及び第2測定結果を求める測定部と、第1測定結果及び第2測定結果を比較してシフトを算出するシフト量算出部と、を備える。校正方法は、上記形状測定装置を用いた測定ステップとシフト量等を算出するシフト量算出ステップとを備える。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法

【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
形状測定装置
【課題】被検物の形状測定において、測定プローブと被検物との位置合わせ作業を簡単に
行うことが可能な構成の形状測定装置を提供する。
【解決手段】被検物に対して光プローブ20を相対移動させて、光プローブ20により得
られた情報から被検物の三次元形状を非接触で測定するように構成された形状測定装置に
おいて、光プローブ20を被検物に対して所定の位置となるように移動させる門型構造体
10と、被検物を少なくとも2つの回転軸方向に回転させる支持装置30とを有して構成
される。
(もっと読む)
マルチ・ターン回転伝送器
【課題】マルチ・ターン・ユニットの状態を確実に特定する。
【解決手段】マルチ・ターン回転伝送器は、回転軸Wの1回転内の角度を計測するシングル・ターン・ユニット10と、回転数を測定する2つのマルチ・ターン・ユニット20、30を備える。シングル・ターン・ユニットは、コード支持体11と、シングル・ターン位置信号SPをシングル・ターン符号語SCへ処理するためのシングル・ターン評価ユニット14を含む。2つのマルチ・ターン・ユニットはそれぞれ、マルチ・ターン・コード支持体21、31.1(及び31.2)と、生成されたマルチ・ターン位置信号MP1、MP2を、入力軸Wの回転数を表すマルチ・ターン符号語MC1、MC2へ変換するためのマルチ・ターン評価ユニット24、34を含む。2つの独立生成のマルチ・ターン符号語により、マルチ・ターン・ユニットの機能を特定する。
(もっと読む)
三次元形状測定方法
【課題】被測定物の三次元形状の測定精度をより一層向上させることができる三次元測定方法を提供する。
【解決手段】被測定物の表面に沿ってプローブを走査して、XY座標データを取得するとともに、光干渉計によりXY座標データに対応するA相正弦波信号値とB相正弦波信号値とを取得し、それらの信号値の位相差と2乗和平方根とを算出し、位相差に基づいてZ座標データを取得するとともに、2乗和平方根によりプローブのZ軸方向に対する傾き角度を求め、当該傾き角度からプローブと被測定物との接点の位置ズレ量を算出し、XY座標データとZ座標データと位置ズレ量とを合成して、X軸、Y軸、及びZ軸における各座標データを取得し、被測定物の三次元形状を測定する。
(もっと読む)
凹凸検出位置呈示装置および凹凸検出位置呈示方法
【課題】 簡単な構成で凹凸が検出された位置を的確に呈示することができる凹凸検出位置呈示装置および凹凸検出位置呈示方法を提供することを目的とする。
【解決手段】 本発明の凹凸検出位置呈示装置は、物体の表面との相対移動により変形を生じることで該物体の表面の凹凸を検出する複数の検出部を有するシート状検出部材と、該シート状検出部材の片面側に位置し複数の発光体を有するシート状呈示部材と、からなる検出呈示本体と、前記シート状検出部材の検出結果に応じて前記発光体を発光させる演算部と、を有する。
(もっと読む)
形状評価装置、形状評価方法および形状評価プログラム
【課題】非球面形状の数式フィッティングとアライメント補正との両方の最適解を容易に得ること。
【解決手段】本発明は、軸対称非球面形状を設計形状とした被評価非球面形状の座標データを測定する測定部10と、測定部10によって測定して得た座標データから非球面式の各係数を求め、当該係数による非球面の形状について並進、回転の座標移動変換、c(曲率)、k(コーニック係数)の係数変更の少なくともひとつを実施し、設計形状との形状差を算出する座標変換計算部231と、座標変換計算部231によって算出される形状差が最小となる並進、回転、c、kの値を非線形最小二乗法によって求める非線形最小二乗計算部232と、非線形最小二乗計算部で並進、回転、c、kの値の少なくともひとつを変更するたびに、形状差が最小となるA(非球面係数)を線形最小二乗法によって算出する線形最小二乗計算部233とを有する形状評価装置である。
(もっと読む)
測定装置
【課題】長尺の断面直線形状や面形状の測定における水準器と多点法の利点だけを有効に使い、大面積の被測定面を迅速に高精度に測定できる測定装置を提供する。
【解決手段】被測定試料の置かれたステージと多点法プローブを保持するセンサホルダが互いに相対的に移動をして直線形状を走査測定する装置において、移動する側のセンサホルダまたはステージの走査方向の傾斜角を測定することの出来る水準器を備えていて、前記水準器によって走査移動の開始点と終了点での前記移動側物体の傾斜を測定することで、多点法プローブのゼロ点調整誤差をその場校正する。
(もっと読む)
球面形状測定装置および球面形状測定方法
【課題】 非接触で球面形状を高精度に測定できる球面形状測定装置および球面形状測定方法を提供する。
【解決手段】 軸部1bの一端に球面形状部1aを有する被測定物1を、被測定物支持手段10により軸部1bの中心軸回りに回転させる。球面形状部1aの表面位置を非接触で測定する非接触変位計31を、その中心軸上の所定位置を回動中心として軸部1bの中心軸を含む平面内で、変位計回動手段32により回動させる。被接触変位計31の軸方向位置は軸方向位置調整手段41で調整する。これにより、被測定物1を回転させながら、その軸部1bの中心軸を含む平面内で前記球面形状部1aの中心を回動中心として非接触変位計31を回動させて、球面形状部1aの球面形状測定を行う。
(もっと読む)
ロープ溝形状測定装置およびロープ溝形状測定方法
【課題】ロープ溝の摩耗量の測定では、ロープ溝の全周に渡る測定を実施せず、ロープ溝のある部分の代表値の測定のみであり、ロープ溝に偏摩耗などがある場合は正確に検出できない。
【解決手段】ロープ溝21の特定部位の位置を測定する位置センサ4と、この位置センサを溝車2の中心軸方向に沿って移動する軸方向移動手段6と、溝車の回転角度を検出する回転角検出手段9と、位置センサの検出値(位置データ)と軸方向移動手段の駆動量(駆動データ)と回転角検出手段の検出値(回転角度データ)とからロープ溝の断面形状を算出する溝形状演算手段10とを備え、溝車のロープ溝の全周に渡る摩耗状態を測定できるようにした。
(もっと読む)
被測定面の測定方法
【課題】ピッチング誤差やローリング誤差を抽出でき高精度な測定を行える被測定面の測定方法を提供する。
【解決手段】被測定面を回転させる場合における回転軸線の振れに相当するティルトモーション誤差は、被測定面を高精度に測定する上で除去すべきでものである。従来技術によれば、かかるティルトモーション誤差を簡易に除去する方法がなかった、これに対し本発明によれば、前記被測定面を備えた部材を回転させながら、前記第1の2次元角度センサにより前記第1の測定点の面法線角度を2次元で測定し、前記第2の2次元角度センサにより前記第2の測定点の面法線角度を2次元で測定し、前記第1の2次元角度センサの測定値に基づいて、前記第2の2次元角度センサの測定値からティルトモーション誤差を排除することができる。
(もっと読む)
位置検出手段およびその取り付け方法
【課題】 製作コストが廉価であって主材が鉄である構造を有する被読取部材を用いて線膨張係数が小さい位置検出手段およびその取り付け方法を提供する。
【解決手段】 相対移動装置の一方の部材にベースを介して取り付けられた被読取部材と、他方の部材に取り付けられた読取ヘッドとを備えた位置検出手段であり、ベースは線膨張係数が5μm/m/℃以下の低熱膨張材製であり、被読取部材は主材が鉄である構造を有し、ベースに固着され且つ温度変化によるベースの相対移動方向の伸縮に同調し、ベースは一方の部材に位置決めの基準となる基点で固定されるとともに少なくとも1箇所の可動点で相対移動方向に摺動可能に押圧されて取り付けられた位置検出手段。
(もっと読む)
直流電動機の整流子診断装置及び整流子診断方法
【課題】整流子の軸方向の異常に対して、定量的な診断を行うことが可能な直流電動機の整流子診断装置及び整流子診断方法を提供する。
【解決手段】変位量測定手段2から照射したY軸レーザ光L1により、変位量測定手段2から整流子12の表面までの距離を測定し、位置検出手段8から照射したX軸レーザ光L2により、変位量測定手段2の整流子12の軸方向への移動量を検出し、変位量測定手段2から整流子12の表面までの距離の測定結果を含む変位量測定信号S1と、変位量測定手段2の整流子12の軸方向への移動量の検出結果を含む移動量検出信号S2を、表面形状診断手段10へ出力し、変位量測定手段2から出力される変位量測定信号S1と、位置検出手段8から出力される移動量検出信号S2に基づいて、整流子12の表面形状を診断する。
(もっと読む)
測定装置、測定基準及び精密工作機械
【課題】本発明は平面形状の高精度測定を変位計の走査によって実現することを課題とする。
【解決手段】面上の半径rの円に沿う凹凸を変位計Dbの回転走査で測定するときに,回転中の軸方向の出入りを検出する変位計Daと,変位計Da,変位計Dbの測定点を結ぶ直径上の,半径Rの円に沿う走査測定をする変位計Dc,変位計Dd,合計4本を用意して,半径Rの円が描かれる面が回転走査軸と同心で,前記半径rの円に対して相対的に180度回転した位置にも反転設置できる基準円輪SC上にある形にし,基準円輪SCの反転操作の前後の回転走査における4本の変位計の出力から,合計6つを選んで用いることで,走査のための回転運動誤差と半径rの円と半径Rの円に沿う凹凸形状を分離同定する。この結果得られた円に沿う凹凸形状と,別の方法を用いて複数の直径上で得られた直線に沿う凹凸形状とを数学的に合成すると平面を正しく構成することが可能となる。
(もっと読む)
管状体の振れ測定方法及びその装置
【課題】回転する管状体の振れをより正確かつ迅速に測定できる測定方法とその装置を提供すること。
【解決手段】回転可能な管端チャックへ管状体の内側面を押圧する状態で当該管状体の一端部を保持させ、管端チャックにより前記管状体を回転させながら、管状体の他端部内の計測位置から管状体の内周までの距離を計測して回転角度毎の計測値を得るとともに、管状体の外周から離れた測定位置から管状体の外周までの距離を測定して回転角度毎の測定値を得、前記計測値に演算処理を施すことにより管状体の他端部の内径中心を算出して当該管状体の仮想中心軸を求め、前記測定位置において管端チャックの回転軸線と直交する面における前記回転軸線に対する前記仮想中心軸の偏倚量により前記測定値を補正する手段を含む。
(もっと読む)
走査型プローブ顕微鏡及びその動作方法
【課題】 本発明は走査型プローブ顕微鏡及びその動作方法に関し、探針と試料とが接触することを確実に回避することを目的としている。
【解決手段】 探針を試料表面に対して相対的に走査し、これにより試料表面の凹凸を測定する走査型プローブ顕微鏡において、それまでに走査した走査ラインにおける試料表面の高さ情報の最高値に対応して高さ方向の走査基準位置を更新するとともに、走査基準位置に対する高さ方向での探針の相対移動の制限値を設定し、当該更新後に次の走査ラインの走査を順次実行する。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
鋼板のエッジ検出方法
【課題】鋼板の表面欠陥や内部欠陥を検出する検査装置に適用し、安価にかつ正確に鋼鈑のエッジ検出ができる鋼板のエッジ検出方法を提供することを目的とする。
【解決手段】検出スキャン毎に得られる各チャンネルの信号の中から、エッジを検出したチャンネルの候補を抽出し、該候補から板幅推定値を算出し、該算出した値と板幅実測値を比較し、さらに前回のスキャンでのエッジチャンネル位置と今回のチャンネル位置を比較する。
(もっと読む)
製品搬送台車、ロボット位置計測システム及びその計測方法
【課題】 製造ラインにおけるロボットの作業点を高精度で計測するとともに、作業性及び安全性の向上を図る。
【解決手段】 作業対象製品を載置して搬送レール上を搬送する製品搬送手段10を所定位置に停止させる。作業対象製品の設計指定位置9を目標に製品製造用ロボット12の作業部15を移動させ、製品搬送手段10に固定設置された計測手段11により上記ロボット12の作業部15の位置を計測する。そして、ロボット12の作業部15の位置と設計指定位置(指定点9)との誤差を計算し、その誤差に基づいて、ロボット12の作業部15の位置が設計指定位置に一致するようロボット12に対し補正指示を出す。
(もっと読む)
3次元形状測定方法
【課題】安価かつ簡易な構成の装置により、簡便な手順で高精度に3次元形状測定を行うことができる3次元形状測定方法を提供すること。
【解決手段】被測定物200を所定の回転軸AXの周りに回転させる回転工程と、回転軸AXと略直交する方向について、第1の位置X=−Lから回転軸AXまで被測定物200の形状を測定する第1測定工程と、回転軸AXと略直交する方向について、回転軸AXから第2の位置X=Lまで被測定物200の形状を測定する第2測定工程と、第1測定工程で得られた第1の測定データと、第2測定工程で得られた第2の測定データとに基づいて回転軸AXの回転誤差を補正するための回転誤差パラメータを算出する補正値算出工程と、補正値算出工程で算出された回転誤差パラメータに基づいて被測定物200の形状を補正する補正工程とを有する。
(もっと読む)
1 - 20 / 38
[ Back to top ]