
Fターム[2H050BA34]の内容
光ファイバの素線、心線 (3,268) | 心線の製造 (275) | 被覆する素線の種類 (102) | プラスチックファイバ (39)
Fターム[2H050BA34]に分類される特許
1 - 20 / 39
多芯プラスチック光ファイバケーブル、及びその製造方法、並びに、プラスチック光ファイバコード
【課題】視認性が高く、伝送特性に優れた多芯プラスチック光ファイバケーブル及び製造方法、並びにプラスチック光ファイバコードを提供する。
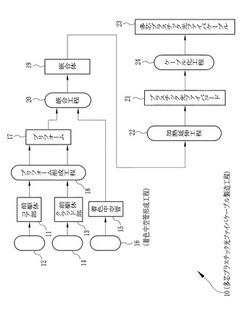
【解決手段】染料を含む重合性組成物を用いて、円筒状の着色中空管15を複数本形成する。この着色中空管15は、異なる色に着色されている。プリフォーム17を着色中空管15の嵌合孔に嵌め合わせ、嵌合体19を形成する。嵌合体19に加熱延伸処理及びケーブル化処理を施し、多芯プラスチック光ファイバケーブル23を形成する。多芯プラスチック光ファイバケーブル23を構成するプラスチック光ファイバコード21は、それぞれ異なる色に着色される。プラスチック光ファイバケーブル21は視認性が高い。上記のような嵌合体19を延伸することにより、着色層を設ける工程を必要としない。染料は不均一な側圧をクラッド部に発生しない。プラスチック光ファイバコード21の伝送性能の低下が抑制される。
(もっと読む)
複層光伝送体の製造方法

【課題】気泡がなく伝送特性に優れた光伝送体を生産性よく製造する。
【解決手段】第2部材16の第1層用原料21aを第1部材12の中空部に入れて、第1層用原料21a中の重合性化合物を重合させる。重合時には、第1部材12の長手方向に垂直に交差する断面中心を回転中心として第1部材12を回転させる。第1層用原料21aには、重合開始剤が含まれる。重合の反応温度をTE1(℃)、重合開始剤の10時間半減期温度をTE2(℃)とするときに、以下の条件を満足するような重合開始剤を選択するとともに反応温度を決定する。
TE2−20≦TE1≦TE2+25・・・(1)
(もっと読む)
プラスチック光ファイバ素線の製造方法及びプラスチック光ファイバ素線、並びに光伝送体。
【課題】低伝送損失を実現するプラスチック光ファイバ素線を製造する。
【解決手段】複数の重合体層が積層してなる第1部材17と、円筒状の第2部材19とを別々に形成する。第1部材17を第2部材19の中に挿入した後、更に円筒状の第3部材21と組合せてプリフォーム12とする。第1部材形成工程18では、第1部材17の最内層の配向度S1と最外層の配向度S2との差が0以上0.2未満となるように第1部材17を形成する。第1部材形成工程18では、少なくとも1種類以上の重合性組成物と、チオール基を有する連鎖移動剤とを含む層形成材料を中空管の中に注入し、重合させる工程を繰り返し行なって第1部材17とする。プリフォーム12を加熱延伸すると、加熱による熱収縮が抑制された低伝送損失のPOF11を得ることができる。
(もっと読む)
プラスチック光ケーブル及び光伝送部材の被覆方法
【課題】プラスチック光ケーブルの繰り返し曲げ耐性を向上させるとともに曲げたときの伝送損失の増大を抑制する。
【解決手段】延伸機52によりPOF11を第1被覆材30及び第2被覆材37で密着被覆してプラスチック光ケーブル20とする。POF11のコア35は、引張破断伸度が15%以下、曲げ強度が20〜65MPaである脆いポリマーを主成分とし、第1被覆材30とアウタークラッド35との単位面積当たりの密着力FU1及び第1被覆材30と第2被覆材37との単位面積当たりの密着力FU2とは4.4×10-2(単位;N/mm2 )<FU1≦FU2<3.3×10-1(単位;N/mm2 )を満たす。プラスチック光ケーブル17は、繰り返し曲げ耐性を有し、側圧がかけられたときあるいは曲げられたときにも伝送損失が増大しない。
(もっと読む)
プラスチック光学材料用プリフォームの製造方法及び製造機
【課題】光学性能の優れたプラスチック光ファイバ(POF)を製造する。
【解決手段】重合容器29に、次第に先細になる中空部(図示せず)を形成する。重合容器29の中空部に、その内側面とほほ同じ傾斜の外側面を有する中子32を挿入する。重合容器29と中子32との間に形成された隙間(図示せず)に第1混合溶液24(1)を注入する。注入された第1混合溶液24(1)を重合させて第1樹脂層22(1)を形成する。中子32を所定距離引き上げて、第1樹脂層22(1)との間に隙間50(2)を形成する。隙間50(2)に第2混合溶液24(2)を注入して重合させる。中子の引き上げと、混合溶液24(3〜N)の注入及び重合とを繰り返して複層構造のコアを形成する。コアにクラッドパイプを装着してプリフォームを形成する。このプリフォームを延伸することで、光学性能の優れたPOFが得られる。
(もっと読む)
プラスチック光ファイバテープ心線、プラスチック光ファイバ単心線、それを用いたコード、ケーブル及びシート
【課題】 コード化、ケーブル化又はシート化のための加熱被覆時の熱によるプラスチック光ファイバの損失増加を低減できるプラスチック光ファイバテープ心線、プラスチック光ファイバ単心線、それを用いたコード、ケーブル及びシートの提供。
【解決手段】 複数のプラスチック光ファイバを平行に並べそれらの外周に被覆層を設けて一括被覆してなるプラスチック光ファイバテープ心線であって、被覆層の最小厚さをd、プラスチック光ファイバの外径半径をrとしたとき、0.6≧d/r≧0.25の範囲となるように構成されたことを特徴とするプラスチック光ファイバテープ心線。
(もっと読む)
プラスチック光伝送部材の製造方法
【課題】溶融押出法を用いて、所望の横断面の形状を持つ光伝送部材の製造方法を提供する。
【解決手段】押出装置を用いて、コア部形成用材料26、クラッド部形成用材料27、保護層形成用材料28の溶融体を共押出ダイス14へ押し出す。共押出ダイス14へ押し出されたコア部形成用材料26は、コア部形成部43にてロッド状のコア部46に形成される。クラッド部形成部49では、コア部46の外周にクラッド部が形成され、保護層形成部53では、クラッド部の外周に保護層が形成される。共押しダイス14は、コア部46の外周にクラッド部及び保護層が順次形成された光伝送部材前駆体18を押し出す。この光伝送部材前駆体18の横断面を形成する、コア部、クラッド部及び保護層の横断面形状は、拡散部45、クラッド部形成部49及び保護層形成部53の横断面形状に略相似に形成される。
(もっと読む)
プラスチック光学材料の製造方法
【課題】 細径であり、かつ環境負荷が軽減された難燃性に優れるプラスチック光ファイバコードを製造する。
【解決手段】鉛化合物などの所定の化合物以外の難燃剤が添加され、粘度が10〜200Pa・Sの保護層形成樹脂55aが充填された樹脂ポット55の中にPOF12を送り込み、POF12の外周に保護層形成樹脂55aを被覆する。POF12を形成するポリマーのガラス転移温度Tgに対して、Tg℃以下になるように調整した温水61に被覆済みPOF60を浸漬させて、保護層形成樹脂55aを硬化させる。POF12が途中で切断したり、変形や劣化が生じたりすることなく、優れた難燃性を有する保護層が形成された細径のコード10を得ることができる。
(もっと読む)
プラスチック光学材料の製造方法
【課題】 作業途中での切断や変形または劣化を防止し、細径かつ所望の特性が付与されたプラスチック光ファイバコードを優れた生産性により製造する。
【解決手段】樹脂ポット42において、粘度が10〜200Pa・Sの熱硬化性である保護層形成用樹脂55aを、搬送されるPOF12の外周に塗布した後、温浴槽43へ送り込む。POF12を形成するポリマーのガラス転移温度をTgとするとき、(Tg−50)〜Tg(℃)に調整した温水61へPOF12を浸漬させることにより、保護層形成用樹脂55aを加熱硬化させて保護層を形成させる。POF12が切断したり、変形または劣化したりすることなく、難燃性などの保護層の特性が付与された細径のコード10を得ることができる。
(もっと読む)
プラスチック光ファイバケーブル
【課題】 耐薬品性に優れる上に、初期の伝送損失が小さく、100〜105℃程度の高温環境下での長期耐熱性に優れたプラスチック光ファイバケーブルを提供する。
【解決手段】 本発明のプラスチック光ファイバケーブルは、メタクリル酸メチル単位を含有する重合体からなるコアおよび該コアの外周面上に形成された1層または2層以上のクラッド層を備えたプラスチック光ファイバ素線と、該プラスチック光ファイバ素線の外周部を被覆した被覆層とを有するプラスチック光ファイバケーブルであって、前記クラッド層の少なくとも最外層が、特定の含フッ素オレフィン系樹脂からなり、前記被覆層が、特定のポリブチレンテレフタレートおよび遮光剤を含む被覆材からなる。
(もっと読む)
プラスチック光ファイバケーブルの製造方法
【課題】 耐薬品性に優れる上に、100〜105℃程度の高温環境下での長期耐熱性に優れたプラスチック光ファイバケーブルを製造する方法を提供する。
【解決手段】 本発明のプラスチック光ファイバケーブルの製造方法は、コア及び1層または2層以上のクラッド層を備えたプラスチック光ファイバ素線と、該プラスチック光ファイバ素線の外周部を被覆した被覆層とを有するプラスチック光ファイバケーブルを製造する際に、前記プラスチック光ファイバ素線におけるクラッド層の最外層を、特定のフッ化ビニリデン系共重合体から形成し、被覆層を、特定のエチレン−ビニルアルコール共重合体及び遮光剤を含む被覆材から形成し、かつ、クロスヘッドダイを備えた押出被覆装置を用いて、あらかじめ作製したプラスチック光ファイバ素線の外周部を被覆材で被覆して被覆層を設ける被覆工程を有し、該被覆工程では特定の温度条件を満たす方法である。
(もっと読む)
プラスチック光ファイバケーブル
【課題】高温環境下での伝送損失の増加量が小さく長期耐熱性に優れたPOFケーブルを提供する。
【解決手段】透明な重合体からなるコアと、少なくともテトラフルオロエチレン単位を含んだ示差走査熱量測定(DSC)で測定した結晶融解熱が59mJ/mg以下である含フッ素オレフィン系共重合体で形成された層を最外層とするクラッド層からなるプラスチック光ファイバを、ポリアミド系樹脂を主成分とする無彩色の被覆層で被覆したプラスチック光ファイバケーブルであって、前記プラスチック光ファイバと前記被覆層間に、金属または金属酸化物からなる遮断層が形成されていることを特徴とするプラスチック光ファイバケーブル。
(もっと読む)
プラスチック光学材料およびその製造方法
【課題】 大口径ながら生産性や取り扱い性に優れる光学材料を製造する。
【解決手段】中空管の中に重合性組成物を注入後、重合させて層を形成させる工程を繰り返し行い、径の外側から中心に向かって屈折率の高低分布を有する第1〜第n層30〜33を順に形成する。中空管を取り除いたn層構造を第1部材11とする。また、溶融押出成形により重合性組成物からなる円筒状の第2部材12と第3部材13とを作製する。第2部材12の中に第1部材11を挿入した部材を、さらに第3部材13の中に挿入して光学材料10の前駆体14とする。この前駆体14を加熱溶融しながら延伸して第3部材13の外径を調整することにより所望の径の光学材料10とする。強靭性に優れ、大口径でありながら生産性および取り扱い性に優れる光学材料10を得ることができる。
(もっと読む)
プラスチック光ファイバ素線の製造方法
【課題】 透明性および伸度,強度などに優れたPOFを製造する。
【解決手段】結晶構造を含む重合体から管状の第1部材11を作製する。第1部材11としても機能するパイプ17の内側に非結晶を含む重合体を形成する重合成化合物を注入し、重合させる工程を繰り返し行い、同心円状に層が順次重ねられ、径の外側から中心に向かうにしたがい屈折率が高くなる第2部材13を作製する。第1部材11の内径D1(mm)と第2部材13の外径D2(mm)とが、0.01<D1−D2<1.0の条件を満たすようにする。第1部材11と第2部材13とを組み合わせてプリフォーム24とする。プリフォーム24を加熱延伸させることにより透明性や破断伸度,結節強度に優れるPOFを得ることができる。
(もっと読む)
非晶質コポリマー、光学部材およびプラスチック光ファイバー
【課題】透明性と耐湿熱性とを有するコポリマーを提供する。
【解決手段】一般式(1)で表されるモノマー(A)由来の繰り返し単位、1,4−ジオキセン類(B)由来の繰り返し単位、及び末端にカルボキシル基、ヒドロキシル基およびエポキシ基からなる群から選択される少なくとも1つの基を有するビニルモノマー(C)由来の繰り返し単位を含む非晶質コポリマー。一般式(1)
(R1及びR2は各々独立に、水素原子(1H)または重水素原子(2H)を表す。R3は、水素原子(1H)、重水素原子(2H)、アリール基またはアルキル基である。)
(もっと読む)
プラスチック光ファイバプリフォーム及びその製造方法
【課題】プラスチック光ファイバの周期的な外径変化を抑制し、伝送特性を向上させる。
【解決手段】円柱状のプリフォーム11を延伸工程27により長手方向に延伸してプラスチック光ファイバ21を製造する。プリフォーム11は、アウタークラッド部用パイプ23の中空部でインナークラッド部を重合形成した後に、インナークラッド部の中空部でコアを重合形成することにより製造される。インナークラッド部の重合を終了させた後に、アウタークラッド部用パイプ23を減圧加熱する。これによりインナークラッド部用原料のアウタークラッド部への浸透を抑制し、インナークラッド部用原料とその重合体とのアウタークラッド部内における含有率を1.6重量%以内に抑制する。その結果、プリフォーム11を延伸したときに溶融粘度のばらつきがない。得られるプラスチック光ファイバは外径が均一で、優れた伝送特性をもつ。
(もっと読む)
プラスチック光ケーブル
【課題】機械特性と難燃性とに優れ、環境に悪影響を与えないプラスチック光ケーブル。
【解決手段】プラスチック光ケーブル11は、素線12、第1被覆材13、第2被覆材18、第1被覆材13と第2被覆材18との間の抗張力繊維17を備える。第2被覆材18の60〜90重量%は金属水酸化物である。第1被覆材13の外径L1(mm)、第2被覆材18の内径L2(mm)及び外径L3(mm)、抗張力繊維の各断面積の総和SA(mm2 )は、1.6≦(L3−L2)≦4.0、(L2−L1)/2≦3.0、L3≦5.0、0.15π{(L2)2 −(L1)2 }/4≦SA≦0.5π{(L2)2 −(L1)2 }/4の全条件を満たす。プラスチック光ケーブル11は、繰り返し曲げ、過酷条件の燃焼試験で良好性質を発現し、環境にやさしい。さらにプラスチック光ケーブル11は、第2被覆材18による側圧が過度に大きくなく、素線12の伝送損失を維持する。
(もっと読む)
曲げ表示光ファイバコード
【課題】本発明の課題は、許容曲げ半径に至っていないかを作業者が視覚的に確認することにより、専任者に限らず誰にでも容易に許容曲げ半径を確認でき、安心して取り扱える曲げ表示光ファイバコードを提供することにある。
【解決手段】本発明は、光ファイバコード21のシース33外側に設けられ、表面にスリット35が設けられた曲げ表示被覆部材24と、前記スリット35内に設けられ、光ファイバコード21の所定の曲げ半径で目視できるマーキング36とを具備することを特徴とするものである。
(もっと読む)
プラスチック光ケーブル
【課題】機械特性と難燃性とに優れ、環境に悪影響を与えないプラスチック光ケーブル。
【解決手段】プラスチック光ケーブル11は、素線12とこの素線を密着被覆する第1被覆材13と、第1被覆材の外周の第2被覆材18と、第1被覆材13と第2被覆材18との間に配される抗張力繊維17とを備える。第2被覆材18は、金属水酸化物とポリマーとを含み、この金属水酸化物のポリマーに対する配合率は50〜75重量%である。プラスチック光ケーブルは、繰り返し曲げにも耐え、過酷条件の燃焼試験でも良好な難燃性を示すとともに、環境にやさしい。
(もっと読む)
プラスチック光ファイバーの製造方法及び製造装置
【課題】一段階でクラッド径、コア径のばらつきの少ないコア、クラッド及び保護チューブが積層されてなるプラスチック光ファイバーの製造方法。
【解決手段】保護チューブ用樹脂、クラッド用樹脂及びコア用樹脂を同時押出する。金型は第1の円環状開口と第2の円環状開口と第3の開口を有する。保護チューブ用樹脂を第1の円環状開口から押出し、第1の円環状開口の内側に突設した第1のガイドパイプの外周に沿わせて成形用液中で押出し固化させて保護チューブ層を形成し、クラッド用樹脂を第2の円環状開口から押し出し第2の円環状開口の内側に突設した第2のガイドパイプの外周に沿わせて固化させてクラッド層を形成し、コア用樹脂を第3の開口から第2のガイドパイプを通り第2のガイドパイプの先端からクラッド層内に圧出し固化させる。コア用樹脂の圧出圧力と保護チューブ層及びクラッド層を介した成形用液の圧力とを均衡させた状態で成形する。
(もっと読む)
1 - 20 / 39
[ Back to top ]