
Fターム[2H171QC40]の内容
電子写真一般(全体構成、要素) (266,509) | 電子写真工程の全体構成(QBの続き) (18,814) | 定着 (3,636) | 定着器の材料,材質→UA (263)
Fターム[2H171QC40]に分類される特許
101 - 120 / 263
樹脂組成物、樹脂成形物、ベルト張架装置、プロセスカートリッジ、および画像形成装置
【課題】成形不良を抑えた樹脂組成物を提供すること。また、成形不良が少ない画像形成装置用樹脂成形物を提供すること。更に、該画像形成装置用樹脂成形物を備える画像形成装置用プロセスカートリッジ、ベルト張架装置および画像形成装置を提供すること。
【解決手段】本発明の樹脂組成物は、酸により導電性を発現する導電剤と、熱酸発生剤と、ゴム材料を形成するためのモノマー又はゴム材料と、を含有する。また、本発明の画像形成装置用樹脂成形物は、前記樹脂組成物を熱処理して形成されてなる。更に、本発明の画像形成装置用プロセスカートリッジ、ベルト張架装置および画像形成装置は、前記画像形成装置用樹脂成形物を備えてなる。
(もっと読む)
画像形成装置用ベルト、画像形成装置用固定摺動部材、定着装置および画像形成装置
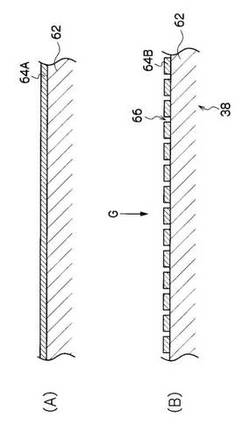
【課題】ダイヤモンドライクカーボン層の割れや剥離を効果的に防止することができる画像形成装置用ベルト、画像形成装置用固定摺動部材、並びに、優れた耐摩耗性と摺動特性とを長期間にわたって維持することができる定着装置の提供。
【解決手段】ベルト基材62の表面に、少なくとも複数に分割して形成されたダイヤモンドライクカーボン層64Bを備える画像形成装置用ベルト38、基材の摺動面に、少なくとも複数に分割して形成されたダイヤモンドライクカーボン層を備える画像形成装置用固定摺動部材、並びに、定着ベルトと、前記定着ベルトの外周面に接する加圧部材と、前記定着ベルトの内周面に接して摺動する1つ以上の固定摺動部材と、を備え、前記定着ベルトまたは固定摺動部材として、前記画像形成装置用ベルトまたは前記画像形成装置用固定摺動部材を用いる定着装置。
(もっと読む)
塗布方法、及び塗布装置

【課題】例えば、粘度の高い塗液を用いて、その膜厚が比較的厚い場合であっても膜厚を均一に塗布できる塗布方法及び塗布装置を提供すること。
【解決手段】 芯体1表面に塗液2を塗布する塗布方法であって、芯体1断面の外径よりも大きな孔6を設けた環状体5を、環状塗布槽7に満たされた塗液2に自由移動可能状態で設置した後、環状体5の孔6に芯体1を通して環状体5が塗液2液面から持ち上げられつつ、かつ環状体5の底面が塗液2液面から離脱しないような所望の高さになるように、環状体5の位置を検知し、芯体1の上昇速度を塗布開始時よりも減じる制御をして、芯体1を塗液2から相対的に上昇させることを特徴とする塗布方法塗布方法及び塗布装置である。
(もっと読む)
定着装置及び画像形成装置
【課題】定着部材と加圧回転体の周速差によるスリップの発生を抑えて、画像の伸びを抑えることができる定着装置及び画像形成装置を得る。
【解決手段】定着装置100において、駆動ギア184から定着ベルト駆動ギア214へ駆動力を伝達するギア列にクラッチ付ギア206が設けられている。定着を行うと、定着ベルト102の熱によって加圧ロール104が熱膨張して加圧ロール104の周速が定着ベルト102の周速より速くなる。ここで、駆動モータ180の駆動力によって回転する定着ベルト102の周速よりも加圧ロール104によって回転する定着ベルト102の周速が大きいとき、クラッチ付ギア206が空転して駆動ギア184から定着ベルト駆動ギア214に伝達される駆動力を遮断する。これにより、定着ベルト102と加圧ロール104が連れ回りとなり周速差によるスリップが生じにくくなるので、定着時のトナー画像の伸びを抑えることができる。
(もっと読む)
塗布方法、導電性ローラの製造方法
【課題】被塗布体の表面に少なくとも1層の塗膜層形成用の塗布液を塗布し、被塗布体の両端に非塗膜形成領域を形成する時、被塗布体の非塗膜形成領域に複雑な精度を必要とする加工を必要とせず、又、表面層が複数の層で構成される場合でも離脱の心配がなく、着脱が容易な塗布規制部材を用いて被塗布体の両端に非塗膜形成領域を形成する塗布方法の提供。
【解決手段】両端に保持部を有する被塗布体の表面に少なくとも1層の塗膜層形成用の塗布液を塗布し、前記被塗布体の両端に前記保持部である非塗膜形成領域を形成する塗布方法において、前記被塗布体の少なくとも一方の非塗膜形成領域を熱収縮チューブで覆った状態で、前記被塗布体の表面に前記塗布液を塗布した後、前記熱収縮チューブを除去することを特徴とする塗布方法。
(もっと読む)
導電性ローラ及びそれを用いた画像形成装置
【課題】紫外線硬化型樹脂からなる弾性層を有し、感光体等の隣接部材に対する汚染性を改良することが可能な導電性ローラを提供する。
【解決手段】シャフト部材2と、該シャフト部材2の半径方向外側に配設された紫外線硬化型樹脂からなる弾性層3とを備え、前記弾性層3は、厚さが0.5〜2mmで、アスカーC硬度が70度以下で且つアセトン抽出量が紫外線硬化型樹脂総質量の7質量%以下であることを特徴とする導電性ローラ1である。ここで、前記紫外線硬化型樹脂は、ウレタン(メタ)アクリレートオリゴマー(A)、(メタ)アクリレートモノマー(B)、光重合開始剤(C)及び導電剤(D)を含む弾性層用原料を紫外線照射で硬化されてなり、前記ウレタン(メタ)アクリレートオリゴマー(A)と前記(メタ)アクリレートモノマー(B)との合計中のウレタン(メタ)アクリレートオリゴマー(A)の含有率が50質量%以上であることが好ましい。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
ローラの製造方法
【課題】薄肉円筒体の外周に弾性材料層を被覆形成してローラを製造する際に、薄肉円筒体の真円度を確保して弾性材料層の肉厚を一定にする。
【解決手段】薄肉円筒体12を内面側から支持する中子として、薄肉円筒体よりも熱膨張率の大きい材料で形成されたローラ状の部材16を用いる。このローラ状の部材が薄肉円筒体よりも小径となった状態で該ローラ状の部材を薄肉円筒体に挿入し、その後の温度変化によって該ローラ状の部材を薄肉円筒体の内面に圧接させることにより、薄肉円筒体を内面側から支持するようにした。その状態で薄肉円筒体の外面に弾性材料層を被覆形成する。
(もっと読む)
耐熱性樹脂ベルト及びこれを具備する画像形成装置
【課題】画像形成装置を構成する耐熱性樹脂ベルトに導電性を付与し、静電気の低減化を図り、かつ膜の耐摩耗性を向上させ、膜の剥離を効果的に防止し、定着画像の画質の向上を図ることを目的とする。
【解決手段】耐熱性樹脂シート10の一端部分の表面側を断面において傾斜形状となるように切削加工された第1の切削加工部11と、他端部分の裏面側を断面において傾斜形状となるように切削加工された第2の切削加工部12とが、各々の傾斜形状部分を重合した状態で接着剤14により接合されており、内周面側に被覆層15が形成されており、前記被覆層15は、ビッカース硬度が3000Hv以上であり、表面抵抗値が105Ω・cm以下であることとした耐熱性樹脂ベルトを提供する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
ローラの製造方法
【課題】薄肉円筒体の外周に弾性材料層を被覆形成してローラを製造する際に、薄肉円筒体の真円度を確保して弾性材料層の肉厚を一定にする。
【解決手段】薄肉円筒体12を内面側から支持する中子16として、円筒状のばね体を用いる。このばね体を薄肉円筒体の内径よりも小径となるように絞った状態で薄肉円筒体12に挿入し、その後に該ばね体の絞りを解除して、該ばね体をその弾性復元力によって薄肉円筒体の内面に圧接させることにより、薄肉円筒体を内面側から支持するようにした。その状態で薄肉円筒体の外面に弾性材料層を被覆形成する。
(もっと読む)
OA機器用材料及びOA機器用定着部材
【課題】優れた柔軟性およびトナー離型性を示し、耐熱性と耐クラック性のバランスに優れ、溶融押出し成形性に優れたOA機器用材料を提供する。
【解決手段】テトラフルオロエチレン〔TFE〕系共重合体を構成成分とするOA機器用材料であって、TFE系共重合体は、テトラフルオロエチレン〔TFE〕に由来するTFE単位とパーフルオロ(アルキルビニルエーテル)〔PAVE〕に由来するPAVE単位とを有し、上記PAVE単位が全単量体単位の4.5〜6.6質量%であり、不安定末端基が炭素数1×106個あたり20個以下であるOA機器用材料。
(もっと読む)
耐熱性無端ベルト、その製造方法、及び、画像形成装置
【課題】接合部の接着剤層の層厚を均一化し、耐熱性無端ベルトの部分的な接着力不足や接合部での段差、皺の発生を防止するともに、耐熱性無端ベルトの製造方法においてはさらに、接着剤のはみ出し量を制御するとともに、空隙部の発生を防止して、延いては、定着ベルトや中間転写ベルトとして加工して画像形成装置で使用した場合であっても定着画像不良の発生を防止する。
【解決手段】耐熱性樹脂シートの一方の端部の一面に設けられた、端に向かって該耐熱性樹脂シートの厚さが徐々に薄くなる第1の傾斜状薄肉部と、他方の端の前記一面とは異なる面に設けられた、端に向かって該耐熱性樹脂シートの厚さが徐々に薄くなる第2の傾斜状薄肉部と、が接着剤層を介して接着されてなる耐熱性無端ベルトにおいて、接着剤層中に、接着剤層の厚さを一定に保持するためのスペーサ材料が配されている耐熱性無端ベルト。
(もっと読む)
OA機器用ベルトおよびその製造方法
【課題】材料費が安価でかつ熱硬化工程が不要で、タクトタイムが短く、表面粗さが小さいなどの特徴を有する中間層を備えたOA機器用ベルトおよびその製造方法を提供する。
【解決手段】環状基材上に、順に、中間層、表層を形成する、転写もしくは転写定着のためのOA機器用ベルトの製造方法であって、固体の熱可塑性樹脂を熱溶融して線状とし、該線状の熱可塑性樹脂を、前記環状基材にスパイラル状に巻き付ける工程と、巻き付けた熱可塑性樹脂を押圧すると同時に、熱溶融して前記環状基材に接着することにより前記中間層を形成する工程と、を有するOA機器用ベルトの製造方法。
(もっと読む)
画像形成装置
【課題】簡便で、堅牢かつ外力による負荷が掛かった場合であっても本体性能の劣化を抑制する。
【解決手段】金属で構成された筐体と、筐体を包含して筐体に締結された外装とを具備し、外装上に第1開口を設ける。外装の背面側における筐体の稜線に筐体に一体的にタブを形成する。タブには、第1開口に対応する位置に第2開口を設ける。タブと筐体との接続部に関して、第1開口と第2開口とにワイヤ錠を契合させると、タブが外力を受けた場合に筐体が変形することなくタブの接続部が屈曲する。
(もっと読む)
液体現像剤および画像形成装置
【課題】環境に優しく、低温定着性に優れ、形成したトナー画像の記録媒体への定着強度に優れた液体現像剤、また、このような液体現像剤を用いた画像形成装置を提供すること。
【解決手段】本発明の液体現像剤は、主として樹脂材料で構成されたトナー粒子と、不揮発性の絶縁性液体とを有し、前記トナー粒子は、前記樹脂材料を膨潤させる膨潤液を含むものであり、かつ、その表面に、複数の突起物を有するものであることを特徴とする。また、トナー粒子は、下記式(I)で表されるトナー粒子の形状係数Xが150以上であることが好ましい。
X={(CL)2/A}×(100/4π) ・・・ (I)
(ただし、A[μm2]は、トナー粒子を2次元平面状に投影してできる図形の面積であり、CL[μm]は、前記図形の周長である。)
(もっと読む)
画像処理装置
【課題】規制情報を含む特定画像と追跡情報を含む特定画像とが異なるように付加する画像処理装置を提供する。
【解決手段】画像処理装置は、キャビネットに、画像読取部210と、画像形成部220と、画像記憶部と、操作部と、制御部300とを備える。制御部300は、第1特定画像付加部311と、第2特定画像付加部308と、判定部312と、変更部313と、CPU301とを備える。判定部312は、生成された第1特定画像と第2特定画像を比較する。第2特定画像の一部が第1特定画像と判断したとき、変更部313は、第2特定画像を変更する。第2特定画像付加部308は、変更した第2特定画像を付加する。
(もっと読む)
弾性ローラの製造方法、並びに弾性ローラ及びそれを用いた画像形成装置
【課題】ポリウレタンフォームのセルサイズが略均一で、画像ムラの発生を抑えることが可能な弾性ローラの製造方法を提供する。
【解決手段】シャフト1が配置されたモールド2に、ポリオール、ポリイソシアネート、触媒及び水を含むウレタン原料3を、吐出ヘッド4を備えるウレタン発泡機を用いて注入し、発泡成形させたポリウレタンフォームからなる弾性層を備える弾性ローラの製造方法において、前記発泡成形におけるウレタン反応速度が、次式:0.26 ≦ ライズタイム/タックタイム ≦ 0.81の関係を満たす。また、発泡成形におけるウレタン反応速度は、タックタイムが13〜120秒の範囲で且つライズタイムが10〜80秒の範囲であることが好ましい。
(もっと読む)
電子写真用部材の現像剤除去方法、電子写真用部材、電子写真用プロセスカートリッジ及び電子写真用画像形成装置
【課題】電子写真用部材表面に形成された現像剤の固着層を効率良く除去し、容易に再利用に供することを可能とする電子写真用部材の現像剤除去方法を提供する。
【解決手段】円柱状或いは円筒状の軸芯体と軸芯体の周囲に少なくとも一層の被覆層を有し、さらに最表面に現像剤の固着層を有する電子写真用部材の現像剤除去方法において、現像剤をHeプラズマ処理により除去する電子写真用部材の現像剤除去方法。この方法により再生された電子写真用部材。この電子写真用部材を具備する電子写真用プロセスカートリッジおよび電子写真用画像形成装置。
(もっと読む)
ローラ
【課題】接着剤を塗付せずともゴム層と離型性樹脂スリーブとを十分に密着させることができるローラを提供する。
【解決手段】芯軸11と、その外周に設けられたゴム弾性体層12と、ゴム弾性体層12の外周に他の介在層を介することなく設けられた離型性樹脂スリーブ13Aからなる離型性樹脂層13とを備え、ゴム弾性体層12が、最大荷重が35gf以上で、時間積分量が2.0gf・s以上のタック性を有するゴム材料からなり(ここで、最大荷重および時間積分量は、硬化ゴムシートの表面にステンレス鋼製の直径5mmのプローブを侵入速度30mm/sで接触させ、押付け荷重50gfで5秒間押付けた後、引離し速度600mm/分で引離したときの、引離し開始から引離し完了までの前記プローブにかかる荷重の経時変化から算出される値である)、かつ、離型性樹脂スリーブ13Aの外径が、ローラ外径の92〜98%のローラである。
(もっと読む)
101 - 120 / 263
[ Back to top ]