
Fターム[3B150NB18]の内容
Fターム[3B150NB18]に分類される特許
161 - 180 / 323
ミシン及びミシン制御プログラム
【課題】ピッチの揃った縫製結果を得る手助けをするミシンを提供する。
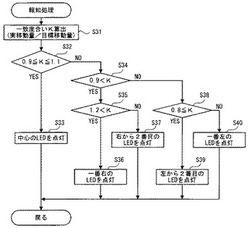
【解決手段】縫目形成開始から単位時間毎に移動量を検出して累積し、実移動量を算出する。目標ピッチとするための単位時間での目標移動量が算出され、縫目形成開始時点からの経過時間の目標移動量が累積される。実移動量/目標移動量で一致度合いKを算出し(S31)、0.9≦K≦1.1ならば(S32:YES)、中央のLEDを点灯する(S33)。1.2<Kならば(S32:NO,S34:YES,S35:YES)、一番右のLEDを点灯する(S36)。1.1<K≦1.2ならば(S32:NO,S34:YES,S35:NO)、右から2番目のLEDを点灯する(S37)。0.8≦K<0.9ならば(S34:NO,S38:YES)、左から2番目のLEDを点灯する(S39)。K<0.8ならば(S34:NO,S38:NO)、一番左のLEDを点灯する(S40)。
(もっと読む)
刺繍縫製システム

【課題】縫製装置のユーザが煩雑な模様の編集や刺繍条件の設定を行う必要がなく、容易に所望の模様を縫製対象である加工布に刺繍することができる刺繍縫製システムを提供する。
【解決手段】刺繍データ処理装置で作成された模様データ等を、タグリーダ/ライタにより衣服に装着された無線タグに書き込む。ミシンのタグリーダ/ライタで無線タグから模様データ等を読み込み(S14)、読み込んだ模様データ等に基づいて、刺繍縫製を行う(S17)。縫製中に縫製停止が指示されると(S15:YES→S16:YES)、中断処理(S18)において、すでに縫い終わった針数の針数データと、それまでに行われた編集作業の編集データが無線タグに書き込まれる。その後、縫製が再開される場合には、無線タグから針数データを読み込み(S14)、中断された時点から続けて縫製を行う(S17)。
(もっと読む)
ミシン
【課題】縫製データの複数の針落ち点から、所望する針落ち点を速やかに選択することができるミシンを実現する。
【解決手段】ミシンMが備える操作パネル20は、縫製データにおける複数の針落ち点Pからなる縫い目形状を表示する表示部22と、その表示部22の表示画面に対する接触位置を検出するタッチパネル21とを備えており、タッチパネル21により検出された接触位置に基づいて、表示部22(パターン表示エリア221)に表示された複数の針落ち点Pのうち、接触位置から所定の距離内にある幾つかの針落ち点Pを選出するとともに、その選出された針落ち点Pから、所望する針落ち点Pを絞り込んで選択することによって、より速やかに所望する針落ち点を選択して指定することを可能にした。
(もっと読む)
ミシン
【課題】作業者の労力をより低減し、つなぎ刺繍の縫製精度を向上させるミシンを実現する。
【解決手段】ミシンMにおいて、刺繍枠11に保持された布地Cに施されている基準線L上の任意の点と基準点Pの2点の位置情報を取得し、その取得した位置情報と、表示エリア22aに表示される刺繍模様に関連つけられている仮想基準線Lv及び仮想基準点Pvとを対応つけるように、その位置情報に応じて刺繍模様に関する縫製データを補正し、その刺繍枠11に保持される布地Cに施されている基準線L及び基準点Pと、表示エリア22aに表示された縫製領域Rに囲われてその領域に含まれた仮想基準線Lv及び仮想基準点Pvを対応つけるように、その刺繍領域Rに含まれる刺繍模様の各部の縫製を補正した縫製データに基づき実行し、分割された刺繍模様を合成するようにして刺繍模様の全体を布地Cに縫い付けることを可能にした。
(もっと読む)
ミシン、糸量処理プログラム及び糸量処理プログラムを記録したコンピュータ読取り可能な記録媒体
【課題】手元にある糸の糸色及び糸量で所望の模様の縫製が可能か否かを判断できるミシン及びプログラムを提供する。
【解決手段】リーダライタにより、交信範囲にある糸駒の無線タグから糸情報を読み取る(S1)。模様が選択されたら(S15:YES)、その縫製データから必要な糸色の糸量を計算する(S20)。そして、読み取った糸情報と必要糸量とを比較して、縫製が可能かどうかを判断する(S25)。縫製が可能であれば(S25:YES)、縫製しながら使用糸量を検出し、読み取ってあった糸量と使用糸量から残存糸量を計算して(S55)各糸駒の糸量を更新する(S60)。縫製が不可能な場合は、糸色の類似度を算出し(S40)、最も類似度の高い糸を使用候補とする(S42)。
(もっと読む)
電動式ミシン
【課題】 糸払い時に生じる生地と上糸との摩擦抵抗に応じた適切な駆動力で糸払い機構の駆動源を駆動させ、縫製終了時の糸払いを確実に実行することができる電動式ミシンを提供する。
【解決手段】 制御部100は、ワイパー61の揺動時にパルスモータ65にかかる回転負荷を監視し、適宜、パルスモータ65の駆動を、低トルクで高速駆動する高速糸払いモードから、高トルクで低速駆動する低速糸払いモードへ切換える機能を備える。
(もっと読む)
ミシン
【課題】所望する縫製領域に応じたサイズに調整した刺繍模様を好適に施すことができるミシンを実現する。
【解決手段】ミシンMは、保持枠11に保持される布の任意の位置を照射光で指し示す投光器30を備えており、その投光器30による照射光の光点で指し示した布の位置に応じて、所望する刺繍模様を施す縫製領域を設定することができ、また、ROM102に記憶される縫製データに基づき、その設定された縫製領域に応じたサイズの刺繍模様を形成するための刺繍模様データを作成することができる。そして、その作成された刺繍模様データに基づき、ミシンMの各部を動作制御して、その縫製領域に収まるサイズの刺繍模様を布に施す縫製を実行することを可能にした。
(もっと読む)
糸条の走行監視装置
【課題】本発明の目的は、合繊糸などの糸条であっても、非接触で正確にその走行が監視できる装置を提供することにある。
【解決手段】糸条の走行監視装置10は、糸条12に照射する光Lを発光する光源14と、光Lを糸条12に垂直に照射し、糸条12からの反射光を光源14とは異なる方向に導く導光手段16と、糸条12からの反射光を撮像素子18で受光し、撮像素子18の出力の単位時間ごとの相対変化から糸条12の動きを検出する手段20と、を含む。
(もっと読む)
ミシンの生産管理装置
【課題】縫製作業中に現在の作業状況を容易に把握することができるミシンの生産管理装置を実現する。
【解決手段】ミシンの生産管理装置である縫製システム装置100は、縫製予定数21bの縫製を目標時間21aで完了するために任意の経過時間において完成させるべき目標縫製数21cと、任意の経過時間において完成した実績縫製数21dとを対比させて表示部21に表示したり、縫製予定数21bの縫製が開始されてから完了するまでの任意の経過時間において、縫製予定数21bの縫製を目標時間21aで完了するための所定の縫製あたりの目標ピッチタイム21eと、所定の縫製に実際に要した実績ピッチタイム21fとを対比させて表示部21に表示したりすることによって、ミシンのオペレータに、現在の縫製作業状況を容易に把握させるようにした。
(もっと読む)
ミシンの生産管理装置
【課題】ユーザが指定した縫製時間帯における縫製に関する情報を容易に取得すること。
【解決手段】表示手段23と、所定の縫製を行う際のミシン10の主軸モータの回転速度情報を検出する回転速度検出手段15と、回転速度検出手段により検出された回転速度情報を経過時間に対応させて記憶する速度情報記憶手段24dと、速度情報記憶手段に記憶された速度情報を経過時間対回転速度の折れ線グラフとして表示手段に表示する速度表示制御手段24とを備えたミシンの生産管理装置1において、所定の縫製に関する縫製条件を記憶する縫製条件記憶手段24dを有し、表示手段は、折れ線グラフを表示する表示部21と該表示部に重ねて配置されるタッチスイッチ22とを有するタッチパネルで構成され、速度表示制御手段は、折れ線グラフが表示された際に、折れ線グラフ上がタッチされると、タッチされた折れ線グラフの箇所に対応する縫製条件をタッチパネルに表示する。
(もっと読む)
ミシン
【課題】糸道を表示することができるとともに、糸掛けの作業効率を向上させる。
【解決手段】ミシン100は、ルーパー15,16及び針17,18までの糸道1〜5に沿って設けられ、糸を係止する糸掛け部15A,15B・・・と、糸掛け部に糸が係止されているか否かを検出する糸検出部と、発光部10A,10B・・・と、それぞれの糸掛け部が糸掛け可能な主軸の位相を検出する位相検出部と、糸掛け部と発光部とを、主軸の位相に関連づけて糸を掛ける順序に対応して記憶する記憶部と、糸掛けが可能か否かを判断する糸掛け可能判断部と、糸掛け可能な順番の糸掛けよりも前の順番の糸掛けが全て終了しているか否かを判断する糸掛け終了判断部と、発光部を用い、糸掛け終了判断部によってユーザへの報知とともに、次に糸を係止させるべき糸掛けの近傍の発光部を発光させる制御部と、を備える。
(もっと読む)
刺繍データ処理装置、刺繍データ処理プログラム及び記録媒体
【課題】主模様に合わせて従模様を自動配置できる刺繍データ処理装置及び刺繍データ処理プログラムを提供する。
【解決手段】メインデータとして写真データ110を取り込み、既定の位置(縫製範囲の中央)及びサイズから調整を受け付けて決定する。メインデータの周囲に配置したいサブデータ用のテンプレート122を選択する。あらかじめ、メインデータ、サブデータのそれぞれに、データ間の重なりを許容する数(重なり数が1であれば重なりを許可しない)を設定しておく。選択されたテンプレート122が写真データ110と重なっている場合には、設定された重なり数(この例では「1」)に従って、あらかじめ定められたテンプレートの枠上の点を基点として、テンプレート122のサイズを縮小し、テンプレート123とする。テンプレートの位置とサイズが決定された後、テンプレート内にサブデータを読み込む。
(もっと読む)
刺繍ミシン
【課題】複数のヘッドにおける針棒と布押えを動作させての縫製中、少なくとも1つのヘッドについて縫製を失敗した場合、失敗したヘッドについての布押えを他のヘッドにおける布押えの方向出しの為の動作を続ける為に止めなくても、作業員に対する加害を排除することができる安全な刺繍ミシンを提供する。
【解決手段】内径が上記布押えを収納した状態で布押えの回動を許容する寸法に構成した筒状の安全筒を、退避位置に上昇させた布押えが取り囲み状態になる上方位置に配置させた。
(もっと読む)
ミシン
【課題】送りピッチのばらつきによる縫製の乱れを事前に防止すること。
【解決手段】ミシン10は、針上下動機構と、押さえ棒の下端に装着される押さえ体と、被縫製物の保持を行う押さえ枠と、押さえ体に対する押さえ枠の送り方向に沿った送り量を検出する送り量検出手段24と、送り歯と送りモータ48とを有する送り機構と、送り機構による一針毎又は所定の針数毎の必要最低限の基準送り量を記憶する基準送り量記憶手段32と、送り量検出手段により検出された送り量が基準送り量記憶手段に記憶された基準送り量以下であるか否かを判断する送り量判断手段3と、送り量判断手段により、送り量が基準送り量以下であると判断された場合に、ミシンモータ44及び送りモータの駆動を停止させる駆動停止手段3と、駆動停止手段によりミシンモータ及び送りモータの駆動が停止した際に送り量が不足している旨を報知する報知手段60と、を備える。
(もっと読む)
ミシン
【課題】縫い品質を向上する。
【解決手段】フラップ布Fを載置して搬送する布送り機構40と、フラップ布に投光する発光素子33と、フラップ布の載置により遮蔽される反射面41cからの反射光を受光する受光素子31とを有する布位置センサ30と、布位置センサに検出されるフラップ布の前端及び後端の位置に基づいて縫い制御を行う制御手段60とを備え、フラップ布を載置しない状態で受光センサによる反射光の光量の減少を生じる領域を反射面の劣化位置として前記布送り機構の搬送位置で表した劣化位置データを記憶手段63に記憶させる劣化位置データ取得手段61を備え、制御手段は、縫製時に、検出反射光の光量の減少とそれに続く増加とが検出されたときの搬送位置が、何れか一つの劣化領域の前端部と後端部とにそれぞれ一致する場合には縫製を行わず、いずれも一致しない場合には縫製を行い、いずれか一方のみが一致する場合にはエラーを報知する。
(もっと読む)
縫製データ作成装置、縫製データ作成プログラム及び縫製データ作成プログラムを記録した記録媒体
【課題】容易にミシンでスティップリングステッチを行うための縫製データを作成する縫製データ作成装置を提供する。
【解決手段】縫製領域に正六角形を配置し、その輪郭線を繋いで輪郭線網を作成する。輪郭線網上に縫目経路始点及び縫目経路終点が決定され、縫目経路始点を始点として、縫製領域の外周により近い辺線分を所定の方向に辿り、縫目経路終点まで初期縫目経路を作成する。初期縫目経路上の分岐点の属する六角形に注目し、経路がより長くなるように経路を移動させる。さらに、移動後の縫目経路の全ての分岐点に対してもより長くなるように経路を移動させ、移動させられなくなるまで処理を繰り返す。縫目経路上の分岐点を移動させることにより縫目経路を変形させ変形縫目経路を作成する。変形縫目経路をベジェ曲線化し、その曲線上に針落ち点を配置して縫製データを作成する。
(もっと読む)
縫製データ作成装置、縫製データ作成プログラム及び縫製データ作成プログラムを記録した記録媒体
【課題】飾り模様の付いたスティップリングステッチをミシンで容易に行うための縫製データを作成する縫製データ作成装置を提供する。
【解決手段】本来の縫製領域110を、単位領域のサイズ分縮小した縫製領域119を用いる。縮小後の縫製領域119にユーザの指定した正六角形のサイズより、単位領域の高さ分のオフセットを加えた正六角形を縫製領域119に配置し、その輪郭線を繋いで輪郭線網を作成する。輪郭線網上に縫目経路始点,終点が決定され、縫目経路始点を始点として縫目経路を作成する。さらに縫目経路をベジェ曲線化し、その曲線上に、ユーザの指定した間隔で単位模様を配置する。この際、配置する予定の点を中心とし、単位模様の高さ/2の半径の円内に配置点が存在すれば、予定の点をずらして配置点を決定する。そして、曲線、配置点、単位模様の形状に基づいて針落ち点を配置して縫製データを作成する。
(もっと読む)
ミシンの生産管理装置
【課題】生産履歴をより詳細に把握することが可能なミシンの生産管理装置を実現する。
【解決手段】縫製システム装置100は、タイミング信号としての糸切り信号を検出し、その糸切り信号の発生時刻によって示される、縫製が実行された時間の情報である縫製時間データに基づいて、所定の縫製が終了した縫製終了数を所定の単位時間毎に取得し、その縫製終了数を単位時間毎に集計した時間対縫製終了数の棒グラフとして操作パネル20の表示部21に表示するとともに、その棒グラフに関し任意に設定された時間範囲に対応する時間範囲内の縫製終了数の部分と、その時間範囲外の縫製終了数の部分とを識別可能に異なる表示形態で棒グラフに表示することを可能にした。
(もっと読む)
刺繍縫い可能なミシン
【課題】 回動可能なY方向移動機構を備えた刺繍可能装置を組み込んだ刺繍縫い可能なミシンにおいて、収納位置状態で安全に維持すると共に刺繍位置に回動されたことを検出することで、通常縫いモードから刺繍縫いモードに確実に準備ができた状態での刺繍縫いを行えるような刺繍可能なミシンを提供することを目的とする。
【解決手段】
刺繍可能装置1が装着され、Y方向移動アーム11が刺繍可能位置にあり、且つ回動軸21が押し下げられて固定用突起22と溝43とが係合している時にマイクロスイッチ6はオンとなる。該オン信号と刺繍可能装置の状態により、通常縫いが可能な通常縫いモードから刺繍縫いが可能な刺繍縫いモードへの切換が有効となり刺繍縫いモードの設定が行われて、X,Yモータ動作禁止/解除装置87はX,Yモータ46、15の駆動禁止を解除して、駆動可能とする。
(もっと読む)
玉縁縫製装置
【課題】フラップ布のセットの誤りを正確に検出して、誤縫製の防止を可能とする。
【解決手段】玉縁縫製装置は、身生地上に、玉縁口布を略逆T字状のバインダに沿って折曲保持するとともに、玉縁口布の一方の折曲部上にフラップ布Fを重ねて保持する保持部を有する大押え装置と、針落ち位置を挟む両側のうちの一方の側の第1位置P1から他方の側の第2位置P2へ保持部が移動するよう、大押え装置を移動する移動手段と、第1位置近傍に設けられるフラップ載置台6と、第1位置近傍において、フラップ布を保持し、玉縁口布の一方の折曲部上へ搬送するフラップ搬送手段7と、を備える。この玉縁縫製装置に、フラップ載置台上に載置されたフラップ布が、斜めフラップであるか否かを検出する斜めフラップ検出手段8と、この斜めフラップ検出手段によりフラップ布が斜めフラップであることを検出した場合に、その旨を報知する報知手段と、を備えた。
(もっと読む)
161 - 180 / 323
[ Back to top ]