
Fターム[3B153CC60]の内容
ロープ又はケーブル一般 (6,360) | 材料 (1,708) | 金属材料 (822) | 真鍮(Cu−Zn合金) (70)
Fターム[3B153CC60]に分類される特許
1 - 20 / 70
ブラスめっき鋼線の製造方法およびブラスめっき鋼線
【課題】ブラスめっき鋼線の品質を向上しつつ、製造プロセスにおける省エネルギー化を両立したブラスめっき素鋼線の製造方法およびそれにより得られたブラスめっき高炭素鋼線を提供する。
【解決手段】鋼線にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を50mg/m2未満にする酸化亜鉛除去工程を有する。
(もっと読む)
ブラスめっき鋼線の製造方法

【課題】ブラスめっき鋼線の品質の向上と製造プロセスにおける省エネルギー化とを両立したブラスめっき鋼線の製造方法を提供する。
【解決手段】鋼線材に銅めっきを施す銅めっき工程と、得られた銅めっき鋼線材に亜鉛めっきを施す亜鉛めっき工程と、鋼線材表面の銅と亜鉛とを熱拡散させブラスめっき鋼線材を得る熱拡散工程と、を含むブラスめっき鋼線の製造方法である。銅めっき工程後亜鉛めっき工程前および/または亜鉛めっき工程後熱拡散工程前に、ブラスめっき鋼線材に酸化防止処理を施す。または、前記熱拡散工程を気化性防錆剤雰囲気中で行う。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
ゴム物品補強用ワイヤ及びその製造方法
【課題】初期接着性能を更に向上させることのできるゴム物品補強用ワイヤ及びその製造方法を提供する。
【解決手段】ゴム物品補強用ワイヤ1は、一対の平面とこれらの平面の端部に接続する凸面とにより横断面がトラック形状になる扁平ワイヤ11の表面にブラスめっき層12を備え、このブラスめっき層12は最表層側に粒径20nm以下の微細結晶粒部12aを有する。この微細結晶粒部12aは、製造時の塑性加工により微細結晶粒部12aを形成することができる。
(もっと読む)
スチールコード・ゴム複合体
【課題】本発明は、被覆ゴムを構成するゴム組成物中にコバルト塩を含有しない場合であっても、スチールコードとの接着性に優れ、モジュラスの低下を抑えることができるスチールコード・ゴム複合体を提供する。
【解決手段】本発明のスチールコード・ゴム複合体は、遊離酸を10質量%以下含有する有機酸金属塩を配合したゴム組成物を、スチールコードに被覆してなることを特徴とする。
(もっと読む)
スチールコード・ゴム複合体
【課題】本発明は、被覆ゴムを構成するゴム組成物中にコバルト塩を含有しない場合であっても、スチールコードとの接着性に優れ、モジュラスの低下を抑えることができるスチールコード・ゴム複合体を提供する。
【解決手段】上記スチールコードは、スチールワイヤを、コバルト塩を含む水溶液によって洗浄した後、複数本撚り合せてなり、上記ゴム組成物は、有機酸金属塩を含むことを特徴とする。
(もっと読む)
ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ
【課題】ゴム浸透性と生産性を両立し、タイヤに適用した場合、強度を損ねることなくタイヤの軽量化を可能にすることができるゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤを提供する。
【解決手段】2本のコアフィラメント1を撚り合わせることなく並列して配置したコアと、コアの周囲に撚り合わされた6本のシースフィラメント2からなるゴム物品補強用スチールコードである。コアフィラメント1の径をdc(mm)、シースフィラメント2の径をds(mm)、シースフィラメント2の撚りピッチをp(mm)としたとき、下記式(I)、
D=[L―6ds{1+(L/p)2}1/2]/6 (I)
(ここで、L=(π+2)dc+πds)により表わされる平均的なシースフィラメント間隔Dが、25〜80μmである。
(もっと読む)
ゴム補強用スチールコード及び空気入りラジアルタイヤ
【課題】疲労性を損なうことなく、タイヤなどのゴム製品の軽量化を図る。
【解決手段】直径0.15〜0.30mmの金属フィラメントからなる主フィラメント12を、複数本撚り合わせることなく1列に引き揃えて配置した主フィラメント束13を、1本の真直の金属フィラメント14でラッピングしてなるn+1構造(但し、n=2〜6)の扁平なスチールコード10である。前記主フィラメントは、炭素含有量が0.95〜1.20質量%、クロム含有量が0.05〜0.5質量%のスチールフィラメントであって、銅含有率65〜70質量%の黄銅メッキにより4.5〜8g/kgのメッキ付着量にて被覆されてなり、結節強力保持率が50%以上である。該スチールコードは空気入りラジアルタイヤのベルト層に用いることができる。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができるとともに、環状径のばらつきを抑制することのできる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、複数本のコア用ストランド材12が撚り合わされたコア用原コード13が解撚され、1本のコア用ストランド材13が、環状にされつつ他のコア用ストランド材12の抜けた螺旋状の空隙部5aに嵌め入れられて環状コア11として形成され、少なくとも6本の側線用ストランド材1が撚り合わされた側線用原コード14を解撚した側線用ストランド材1が、環状コア11の周りに環状に複数周巻き付けられるとともに、他の側線用ストランド材1の抜けた螺旋状の空隙部5に螺旋状に巻き付けられている。
(もっと読む)
樹脂−金属複合材料及びその製造方法、並びにタイヤ
【課題】樹脂材料と金属鋼線との接着性に優れた樹脂−金属複合材料及びその製造方法、並びに前記樹脂−金属複合材料を備えたタイヤを提供する。
【解決手段】潤滑剤の付着量が1.5atom%以下であり、かつ、防錆剤の付着量が3.0atom%未満である表面を有する金属鋼線と、前記表面上にシランカップリング剤を介して形成された樹脂材料層と、を有する樹脂−金属複合材料である。前記樹脂−金属複合材料は、金属鋼線の表面に、少なくとも酸を含むpH7未満の処理液を付与する表面処理工程と、表面処理された前記金属鋼線の表面にシランカップリング剤を付与した後、樹脂材料を付与する樹脂材料層形成工程と、を有する樹脂−金属複合材料の製造方法により製造し得る。
(もっと読む)
樹脂−金属複合材料の製造方法、樹脂−金属複合材料、及びタイヤ
【課題】樹脂材料と金属鋼線との接着性に優れた樹脂−金属複合材料の製造方法、それにより得られた樹脂−金属複合材料、及び、該樹脂−金属複合材料を備えたタイヤを提供する。
【解決手段】金属鋼線の表面に、少なくともシランカップリング剤を含み且つ真鍮板に対する接触角が80°以下である処理液を付与した後、樹脂材料を付与する樹脂材料層形成工程を有する樹脂−金属複合材料の製造方法。
(もっと読む)
樹脂−金属複合材料及びその製造方法、並びにタイヤ
【課題】樹脂材料と金属鋼線との接着性に優れた樹脂−金属複合材料及びその製造方法、並びに前記樹脂−金属複合材料を備えたタイヤを提供する。
【解決手段】金属鋼線の表面に、少なくとも塩基を含みpH7を超える処理液を付与する表面処理工程と、表面処理された前記金属鋼線の表面にシランカップリング剤を付与した後、樹脂材料を付与する樹脂材料層形成工程と、を有する樹脂−金属複合材料の製造方法である。前記処理液は、アルカリ金属の水酸化物、アルカリ土類金属の水酸化物、及びアミンから選択される少なくとも1種の塩基を含む緩衝液であることが好ましい。
(もっと読む)
スチールワイヤ材
【課題】長期間にわたり伸線加工性の向上効果を維持することができ、かつ、湿式伸線時の消費電力を低減させることができるスチールワイヤ材を提供する。
【解決手段】スチールワイヤ製造工程における湿式伸線に供する、表面に合金めっき層を有するスチールワイヤ材である。合金めっき層上の金属酸化物が20mg/m2以下であり、かつ、スチールワイヤ材がトリアゾール化合物を含む水溶液により表面処理されている。スチールワイヤ材は0.2〜1.0mol/Lのリン酸水溶液で表面処理をされた後、トリアゾール化合物を含む水溶液で表面処理されたものであることが好ましい。また、リン酸水溶液による表面処理時間は0.5〜10秒であることが好ましい。さらに、合金めっき層はブラスめっき層であることが好ましい。さらにまた、トリアゾール化合物はベンゾトリアゾールまたはトリルトリアゾールであることが好ましい。
(もっと読む)
ゴム−スチールコード複合体
【課題】作業性に優れると共に、引張り特性、短時間加硫後接着性、耐熱接着性に格段に優れたゴム−スチールコード複合体を提供する。
【解決手段】ゴム成分と、硫黄と、特定構造のスルフェンアミド系加硫促進剤とを含有するゴム組成物に、周面にブラスめっき層を有し、該ブラスめっき層の表面からワイヤ半径方向内方に深さ5nmまでのワイヤ表層領域における酸化物として含まれるリンの含有量が1.5原子%以下であるスチールコードが隣接していることを特徴とするゴム−スチールコード複合体。
(もっと読む)
ゴム体補強用スチールコードおよびコンベヤベルト
【課題】ゴム体の補強を確実なものとしつつ、ゴム体との接着性を向上させること。
【解決手段】外周部を構成する複数の最外層フィラメント11a、およびこれらの最外層フィラメント11aの内側に位置する内側フィラメント11bを有するストランド12A、12Bが、複数撚り合わされてなり、複数のストランド12A、12Bのうち、当該ゴム体補強用スチールコード10の外周部を構成する最外層ストランド12Aの最外層フィラメント11aには、ブラスメッキ処理が施され、最外層ストランド12Aよりも内側に位置する少なくとも1つのフィラメント11a、11bには、亜鉛メッキ処理が施されているゴム体補強用スチールコード10を提供する。
(もっと読む)
基本的ストランドとして少なくとも1つのコンパクトな層状金属ケーブルを含むマルチストランドロープ
【課題】耐腐食性とタイヤベルトとしての耐圧縮疲労性を向上した層状ケーブル、および該層状ケーブルを基本的ストランドとしたマルチストランドロープの提供。
【解決手段】1+N構造の2つの層(C1,C2)は、直径d1の単一コアワイヤ10から成るコア又は内側層(C1)及び内側層(C1)にピッチP2で螺旋をなして巻き付けられた直径d2のN本のワイヤ12の飽和外側層(C2)を有するコンパクトな金属コードに関する。この層状コードは、次の特徴(d1、d2、P2の単位は、mm)、即ち、0.15<d1<0.50、0.15<d2<0.50、8<P2<25を満たしており、コアは、ジエン系ゴムの被覆材11で被覆され、ジエン系ゴム被覆材11は、コアワイヤ10と層C2のワイヤ12との間の隙間を少なくとも部分的に埋めている。該層状ケーブルC−1は、特に重荷重用のタイヤベルト用として有用である。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
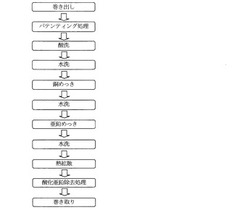
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体を酸性金属塩水溶液にて洗浄する。酸性金属塩水溶液のpHは5〜7、酸性金属塩の濃度が0.01〜0.10が好ましく、酸としては酢酸を好適に用いることができる。
(もっと読む)
ゴム−スチールコード複合体
【課題】ゴム組成物の加工性を維持しながら、レゾルシンやRF樹脂を配合する時に見られるブルームを極力抑制し、短時間加硫後接着性と湿熱接着性とがより高度に両立するゴム−スチールコード複合体を提供する。
【解決手段】ゴム組成物とスチールコードとからなる複合体であって、該ゴム組成物が(A)ゴム成分と(B)特定のチアゾール化合物とを含むものであり、スチールコードがスチールワイヤの単線又は該スチールワイヤを複数本撚り合わせてなる撚りコードであり、該スチールワイヤがその周面にブラスめっき層を有し、且つ該ブラスめっき層の表面から該スチールワイヤ半径方向内方に深さ5nmまでの該スチールワイヤ表面層領域における酸化物として含まれるリンの含有量が1.5原子%以下であることを特徴とするゴム−スチールコード複合体及びそのゴム−スチールコード複合体を具備するタイヤである。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体をコバルト塩溶液にて表面処理をする。コバルト塩溶液のpHは5.0〜7.0、コバルト塩濃度は0.01〜0.10mol/Lが好ましい。
(もっと読む)
ゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体
【課題】ゴムとの接着に要する時間が短縮されたゴム補強用線条体の製造方法、ゴム補強用線条体およびそれを用いたゴム補強用線条体−ゴム複合体を提供する。
【解決手段】ゴム補強用線条体に対して、シアン化合物を含まない銅−亜鉛合金めっき浴を用いてめっき処理を施した後、伸線加工を施すゴム補強用線条体の製造方法において、伸線加工を施した後に、ゴム補強用線条体を有機溶媒にて洗浄する。有機溶媒は水溶性有機溶媒であることが好ましく、また、ゴム補強用線条体はスチールワイヤであることが好ましい。
(もっと読む)
1 - 20 / 70
[ Back to top ]