
Fターム[3B153DD36]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | ロール、ローラ又はその配置 (30)
Fターム[3B153DD36]に分類される特許
1 - 20 / 30
ゴム物品補強材の波形の評価方法
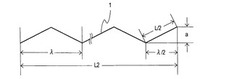
【課題】波形型付けされたゴム物品補強材について、波形状の評価方法を提供する。
【解決手段】型付け前の供給長さL1と、補強材に施された波形の数Nと、型付け後のゴム物品補強材の長さL2とし、三角波形状を有するゴム補物品補強材の場合、下記式(1)〜(3)、L=L1/N・・・(1)λ=L2/N・・・(2)a=((L/2)2−(λ/2)2)1/2・・・(3)、波形状を有するゴム補物品補強材の場合、下記式(1)、(2)、(4)および(5)、L=L1/N・・・(1)λ=L2/N・・・(2)b=(3L/2+λ/2)/8・・・(4)a=2×(b2−(λ/4)2)1/2・・・(5)で表わされる波長λおよび振幅aにより、ゴム物品補強材の波形を評価する。
(もっと読む)
ゴム物品補強用ワイヤ及びその製造方法

【課題】初期接着性能を更に向上させることのできるゴム物品補強用ワイヤ及びその製造方法を提供する。
【解決手段】ゴム物品補強用ワイヤ1は、一対の平面とこれらの平面の端部に接続する凸面とにより横断面がトラック形状になる扁平ワイヤ11の表面にブラスめっき層12を備え、このブラスめっき層12は最表層側に粒径20nm以下の微細結晶粒部12aを有する。この微細結晶粒部12aは、製造時の塑性加工により微細結晶粒部12aを形成することができる。
(もっと読む)
スチールコードの製造装置及び製造方法
【課題】バンチャー型撚線機を用いて製造されるスチールコードの最外層フィラメントのふくらみを有利に抑制することのできるスチールコードの製造装置及び製造方法を提供する。
【解決手段】複数本の素線又はコードを撚り合わせて撚線を製造するバンチャー型撚線機10と、このバンチャー型撚線機10により製造された撚線に捩じりを加えるオーバーツイスター13と、上記バンチャー型撚線機10により製造された撚線の移動経路における上記オーバーツイスター13より前に設けられ、当該撚線に塑性加工を加える塑性加工装置14とを備える装置1及びこの装置によりオーバーツイスター13による捩じり加工の前に、撚線cに塑性加工を施す方法。
(もっと読む)
スチールコードの製造方法および製造装置
【課題】スチールコードのトーションを、より安価かつ簡便に制御することのできる、トーションの制御性に優れたスチールコードの製造方法および製造装置を提供する。
【解決手段】複数本のスチールフィラメントを撚り合わせてスチールコード1とした後、スチールコード1を複数個の溝付きプーリ11に通過させるスチールコードの製造方法である。スチールコード1の通線時に、溝付きプーリ11の溝に平行な面と、スチールコード1とが、角度をなすものとする。溝付きプーリの溝に平行な面と、スチールコードとのなす角度θが、0.9°≦θ≦6.0°を満足することが好ましい。
(もっと読む)
空気入りラジアルタイヤ
【課題】良好な操縦安定性および耐久性と、さらなるタイヤの軽量化とを両立させた空気入りラジアルタイヤを提供する。
【解決手段】扁平形状金属線20の単線または束がベルト幅方向に間隔を空けて平行かつ平面的にベルト幅方向に配列されゴム中に埋設されて傾斜ベルト層を形成し、扁平形状金属線の単線または束の幅W(mm)と厚みT(mm)とが、
0.334×(W/T)−0.3449≦T≦0.342×(W/T)−0.2539
で表される関係を満足し、かつ、傾斜ベルト層に対する扁平形状金属線の単線または束の打込み本数P(本/50mm)が、
−9.258×Ln(W/T)+40.187≦P≦−10.487×Ln(W/T)+45.848
で表される関係を満足する。
(もっと読む)
チューブラー型撚線機
【課題】高強度の素線を用いてスチールコードを製造する際における断線の発生を抑制することで、生産性を向上するとともに製造コストを低減することが可能なチューブラー型撚線機を提供する。
【解決手段】抗張力が360kg/mm2以上の素線を50本以下にて撚り合わせてスチールコードを製造するチューブラー型撚線機である。素線または素線が2本以上にて撚り合わされてなるストランド1が撚線機内を通過する経路のうち、素線またはストランドの進行方向が変更される箇所であって、進行方向変更前後の経路同士がなす通線角度αが160度以下の箇所の少なくとも一部に、ガイドプーリー12が設置されている。
(もっと読む)
スチールコードの製造方法
【課題】スパイラルフィラメントを有するスチールコードを製造するにあたり、安価にトーション安定性に優れたスチールコードが得られるスチールコードの製造方法を提供する。
【解決手段】複数本のスチールフィラメントが撚り合わされてなる撚りコード1の周囲に、1本のスパイラルフィラメント2を撚り合わせてスチールコードを製造する方法である。撚りコード1の周囲にスパイラルフィラメント2を撚り合わせる撚り合わせ部12と、スパイラルフィラメントが撚り合わされた撚りコード3に繰り返し曲げ加工を施す矯正ロール13との間に、少なくとも1個のプーリ15を配置して、撚り合わせ後、繰り返し曲げ加工が施される前の撚りコード3を、プーリ15に通過させる。
(もっと読む)
螺旋状鋼線、ゴム物品用補強用スチールコード、タイヤ、螺旋状鋼線の製造方法及び螺旋型付け回転装置
【課題】ブラスめっき鋼線を螺旋状に型付けして形成された耐腐食疲労性に優れた螺旋状鋼線、螺旋状鋼線の製造方法及び螺旋型付け回転装置、螺旋状鋼線を用いたゴム物品用補強用スチールコード並びにタイヤを提供する。
【解決手段】一方から他方に牽引され、かつ、直線状に延長するブラスめっき鋼線10cを螺旋状鋼線10dに成型する螺旋型付け回転装置14aにおいて、回転中心軸Pがブラスめっき鋼線10cの牽引方向Qと平行に設定される回転体14bと、この回転体14bの外周面に、牽引方向並びに千鳥状に植設されて、ブラスめっき鋼線10cが蛇行するように掛けられる複数の成型ピン14cより成る成型部14dとを備えた螺旋型付け回転装置14aにおいて複数の成型ピン14cをそれぞれ牽引方向Qに回転自在にベアリング14eを介して植設して、螺旋状鋼線10dの表層部周方向の残留応力量Rsを圧縮応力にするようにした。
(もっと読む)
ワイヤロープの潤滑剤塗布装置
【課題】ワイヤロープの表面に薄く均一にコーティングされた状態に潤滑剤を塗布することができるワイヤロープの潤滑剤塗布装置を提供する。
【解決手段】ワイヤロープ2の上下方向に沿って外嵌装着され、上下両端にワイヤロープ2を通す挿通孔23a,bを有し、側面に開口部24を有する分割式装置本体22と、装置本体22の外部に設けられ、開口部24を介して、装置本体22内を通過するワイヤロープ2に向かって潤滑剤を噴射する潤滑剤噴射部25と、開口部24を有し、装置本体22の内部に区画形成された潤滑剤噴射室と、潤滑剤噴射室の上下両側であって、装置本体22の内部に区画形成されたローター室と、ローター室に収納され、ワイヤロープ2の相対的な上下方向の移動に伴ってワイヤロープ2の軸を中心軸として回転する、組み合わされて円柱状をなすローターとを備える。
(もっと読む)
ゴム物品補強用スチールコードおよびのその製造方法
【課題】6〜15本のスチールコード素線からなる1×N構造の偏平構造で撚り乱れが発生しないゴム物品補強用スチールコードおよびその製造方法を提供する。
【解決手段】6〜15本のスチールコード素線2からなる1×N構造のゴム物品補強用スチールコード1である。ゴム物品補強用スチールコード1内部に、スチールコード素線径をd(mm)としたとき、直径Dが下記式、
で表される関係を満足する有機繊維コード3を有し、かつ、有機繊維コード3とスチールコード素線2を撚り合わせた後に矯正ロールで偏平加工を施し、断面形状が短径Aおよび長径Bで表される偏平比A/Bが0.4〜0.8の楕円形である。
(もっと読む)
ゴム製品補強用スチールコードおよびその製造方法
【課題】ゴム侵入性が良好で、耐疲労性に優れ、かつ低荷重伸びが小さい単層構造のゴム製品補強用スチールコードを得る。
【解決手段】全ての素線11に螺旋状のくせを付けた後、押圧加工して断面形状が略楕円状で撚り合わせのためのくせよりピッチの小さいくせを設け、それら素線を撚り合わせて単層撚り構造とすることにより、コード中心の空洞部が素線11間の隙間12を介して外部へ連通し、かつ、コード長手方向のいずれかの箇所において少なくともいずれか一組の隣り合う素線11が相互に略接触しているコードとする。
(もっと読む)
スチールコード、その製造方法およびそれを補強材として用いた空気入りタイヤ
【課題】磁力レベルの低いスチールコード、その製造方法およびそれを補強材として用いた空気入りタイヤを提供する。
【解決手段】表面磁場が0.5mT以下であることを特徴とするスチールコードである。本発明のスチールコードの製造方法は、スチールコードの中間製品と相対速度0で接触し、離合する部品の表面磁場を5mT以下とするものであり、また、本発明の他のスチールコードの製造方法は、スチールコードの中間製品と相対速度0で接触し、離合する部品の材質を非磁性材とするものである。さらに、本発明の空気入りタイヤは、本発明のスチールコードを補強材として用いたものである。
(もっと読む)
空気入りラジアルタイヤ
【課題】 外径成長を抑制しながら、スチールコードの芯抜けによるセパレーション故障の発生を抑制することを可能にした空気入りラジアルタイヤを提供する。
【解決手段】 癖付けを施していない1本のスチールフィラメント11からなるコア10と、該コア10の周囲に同一ピッチで同一方向に最密状態で撚り合わされた複数本のスチールフィラメント21,31からなる複数層のシース20,30とを備えたスチールコードSを、タイヤ構成部材の補強材として用いた空気入りラジアルタイヤにおいて、スチールコードSのコア10及び最内側のシース20を構成するスチールフィラメント11,21のうち少なくとも1本のスチールフィラメントの表面に螺旋状に延長する少なくとも1本の筋部41を加工する。
(もっと読む)
空気入りラジアルタイヤ及びゴム補強用スチールコード
【課題】外径成長を抑制しながら、スチールコードの芯抜けによるセパレーション故障の発生を抑制することを可能にした空気入りラジアルタイヤ及びそれに使用可能なゴム補強用スチールコードを提供する。
【解決手段】互いに撚り合わされたN本のスチールフィラメント11からなるコア10と、該コア10の周囲に該コア10とは異なるピッチで同一方向に撚り合わされたM本のスチールフィラメント21からなるシース20とを備えたN+M構造のスチールコードSを、タイヤ構成部材の補強材として用いた空気入りラジアルタイヤにおいて、スチールコードSのコア10及びシース20を構成するスチールフィラメント11,21のうち少なくとも1本のスチールフィラメントの表面に螺旋状に延長する少なくとも1本の筋部31を加工する。
(もっと読む)
スチール・コード
【目的】心ワイヤの移動が生じにくく,かつ強度低下の少ないスチール・コードを提供する。
【構成】スチール・コード1は,表面にスパイラル状平面部2a,2bを備えた1本の心ワイヤ2と,その周囲に位置する複数本の側ワイヤ3とが撚り合わされて構成される。心ワイヤ2のスパイラル状平面部の回転方向とスチール・コード1の撚り方向とは同一であり,心ワイヤ2のスパイラル状平面部2a,2bのピッチHと,スチール・コード1の撚りピッチPとの比がH/P≦0.7である。
(もっと読む)
空気入りラジアルタイヤ
【課題】 外径成長を抑制しながら、スチールコードの芯抜けによるセパレーション故障の発生を抑制することを可能にした空気入りラジアルタイヤを提供する。
【解決手段】 癖付けを施していない1本の芯素線11と、該芯素線11の周囲に撚り合わされたN本の側素線12とからなる1+N構造のスチールコード10をタイヤ構成部材の補強材として用いた空気入りラジアルタイヤにおいて、芯素線11の表面に螺旋状に延長する少なくとも1本の筋部13を加工する。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、大きな設備投資をすること無く安価に真直性に優れたゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】数本のスチールフィラメントを撚り合わせてゴム物品補強用スチールコードを製造する製造方法において、数本のスチールフィラメント2を撚り合わせてスチールコードとする撚り線工程Aの後、他の工程を経ることなく、得られた撚りコードに対し、ロールを千鳥足状に配置した矯正ロール群により繰り返し曲げ加工を施す。
(もっと読む)
ゴム物品補強用スチールコードおよびその製造方法
【課題】無撚りの並列コア素線を有するゴム物品補強用スチールコードにおいて、3または4本の無撚りコア素線間にゴムを浸透させてゴム物品、特にはタイヤの耐久性を向上させることができるゴム物品補強用スチールコードおよびその製造方法を提供する。
【解決手段】3または4本のコア素線2を撚り合わせることなく並列して配置したコアと、該コアの周囲に撚り合わされた3本のシース素線1からなるゴム物品補強用スチールコードにおいて、
前記シース素線を撚り合わせ後、コードとの接触面が平坦である3個以上のフラットロールを通すことにより加工が施されている。
(もっと読む)
ゴム物品補強用ワイヤおよびそれを用いたゴム物品
【課題】特にタイヤに適用した際に、ワイヤ折れ等の不具合を生ずることなく、かつ、操縦安定性等のタイヤ諸性能を損なうことなく、タイヤをさらに軽量化することができるゴム物品補強用ワイヤ、および、それを用いたゴム物品を提供する。
【解決の手段】1対の平行な直線部11と、その外側に凸となって対向する1対の円弧部aと、さらに直線部11から円弧部aに推移する部位に円弧部bとを有するトラック形状の扁平断面を有するゴム物品補強用ワイヤ1において、
ワイヤの厚みT(mm)、円弧部の曲率半径Ra(mm)及びRb(mm)が、下記式(1)〜(3)
0.15≦T≦0.30 (1)
0.5×T≦Ra≦0.77×T+0.019 (2)
T≦Rb≦2.5×T (3)
で表される関係を満足する。
(もっと読む)
螺旋型付けが施されたブラスメッキ鋼線、ゴム物品補強用スチールコード、タイヤ、及び、螺旋型付けブラスメッキ鋼線の製造方法
【課題】螺旋型付けが施されたブラスメッキ鋼線の耐腐食疲労性を向上させる方法と、耐疲労性に優れたブラスメッキ鋼線、ゴム物品補強用スチールコード、及び、タイヤを提供する。
【解決手段】伸線工程の最終ダイス11から引き抜いたブラスメッキ鋼線10を駆動キャプスタン12に所定角度だけ巻き付けた後、補助プーリ13に渡し、この渡されたブラスメッキ鋼線10を上記補助プーリ13に所定角巻き付けた後に角度を変えて上記駆動キャプスタン12に戻すことにより、上記ブラスメッキ鋼線10を駆動キャプスタン12に一周よりも少ない所定角度θだけ巻き付けた後に矯正装置14に入線させるか、伸線工程の最終ダイス11から引き抜いたブラスメッキ鋼線10を直接矯正装置14に入線させるかして、螺旋状の型付けを施す前のブラスメッキ鋼線10の表層部の残留圧縮応力量を大きくするようにした。
(もっと読む)
1 - 20 / 30
[ Back to top ]