
Fターム[3C001KA01]の内容
Fターム[3C001KA01]の下位に属するFターム
工具補正(工具オフセット等) (43)
Fターム[3C001KA01]に分類される特許
1 - 20 / 176
回転軸に取り付けた超高硬度材を用いた工具を加工するワイヤ放電加工方法およびワイヤ放電加工機
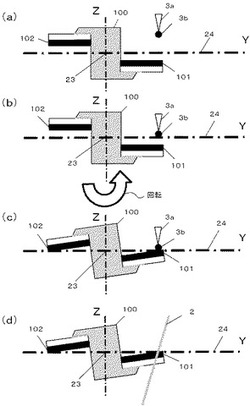
【課題】超高硬度材を固定した切削工具を高精度にかつ容易に加工することができるワイヤ放電加工方法およびワイヤ放電加工機を提供すること。
【解決手段】上ワイヤガイド14に取り付けたタッチセンサ3を、加工プログラムを基に作成された計測用プログラムに従って工具ボディ100にPCDチップ101を固定した被切削工具に対して相対的に水平方向に移動させるX軸およびY軸を駆動し、タッチセンサ3を測定位置に位置決めし(a)、検出子3aの先端3bを、垂直方向に移動するZ軸移動により回転軸の回転中心高さまで降ろして位置決し(b)、切削工具のすくい面が先端3bに接触する方向に回転軸22を回転させ(c)、接触を検出した時点の回転軸座標情報を制御装置50に読み込み、測定用プログラムに従って取得した回転軸座標のデータに基づいて加工プログラムを再生成し、すくい面位置を測定した位置で切削工具を放電加工する。
(もっと読む)
ボーリング加工方法及びボーリング加工装置

【課題】ボーリング加工後のワークの穴の内径のばらつきを低減でき、ボーリング加工後のワークの穴の真円度を向上させることが可能なボーリング加工方法及びボーリング加工装置を提供する。
【解決手段】ワーク1の穴2の軸を加工軸11の軸に対して傾けない状態で、ワーク1の穴2をボーリング加工する第一工程と、第一工程でボーリング加工されたワーク1の穴2の形状を測定する第二工程と、前記第二工程の測定結果に基づいて、加工軸11の軸に対するワーク1の穴2の軸の傾斜角度を算出する第三工程と、新たなワーク1aの穴2aをボーリング加工する第四工程と、を備え、前記第四工程のボーリング加工は、ワーク1aの穴2aの軸を加工軸11の軸に対して、前記傾斜角度だけ傾けた状態で行われる。
(もっと読む)
工作機械
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
研削盤の制御装置および制御方法
【課題】簡便にワークの膨張量を求めることができて、その膨張量に基づいて研削目標値を補正することにより、加工寸法のばらつきを低減できるようにした研削盤の制御装置を提供する。
【解決手段】循環使用する研削液を研削箇所に供給しながら研削目標値となるように順次ワークを研削する研削盤の制御装置であって、各ワークの研削工程ごとに循環使用する研削液の温度を定点測定する温度センサ1と、温度センサの測定した研削液温に変化があった場合にその変化量に基づいて研削目標値の補正値を演算し、その補正値に基づいて研削盤の研削目標値を補正する演算装置3と、を備える。
(もっと読む)
ギブ締め付け状態把握方法及び装置
【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法
【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyを算出する切削抵抗算出部32と、切削抵抗Fyに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて、被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。そして、切削抵抗算出部32は、工具中心変位量算出部42により算出された回転工具5の回転中心Cの変位量Yaをフィードバックして、過去の回転工具5の回転中心Cの変位量Yaに基づいて次の切削抵抗Fyを算出する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyと回転工具5の動特性とに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
工作機械
【課題】被加工物を、容易に、且つ、短時間で測定して、当該被加工物を高精度に加工することができる工作機械を提供する。
【解決手段】主軸14に装着された工具TとワークWとを水平方向及び上下方向に相対的に移動させて、ワークWを工具Tにより加工する工作機械において、主軸14を回転可能に支持すると共に、上下方向に移動可能に支持されるサドル12と、ワークWを非接触で測定するワーク測定器30と、サドル12の側面に設けられ、ワーク測定器30を測定位置P1と退避位置P2との間で搬送する搬送装置15と、ワーク測定器30の測定結果に基づいて、ワークWに取付不良及び形状不良があるか否かを判定した後、この判定結果に応じて、工具T及びワークWの移動を制御するNC装置20とを備える。
(もっと読む)
位置決め制御装置、これを備えた工作機械
【課題】送り装置の加速性能を損なうことなく、位置決め精度を高めることができ、従来に増して高精度な位置決めを行うことができる位置決め制御装置、工作機械を提供する。
【解決手段】移動体と、移動体を送り軸方向に案内する案内機構部及び移動体を移動させる駆動機構部を有する送り装置と、送り装置を支持する構造体2と、駆動機構部の作動を制御して、工作機械上の基準位置に対する移動体の移動位置を制御する制御装置20とを備え、更に、前記構造体の変位に起因した前記基準位置に対する前記送り装置の前記送り軸方向における変位を導出する導出部11,28と、導出部11,28により測定された変位データを受信して、この変位を打ち消すための修正データを、制御装置20における制御信号に加算する加算部27とを備える。
(もっと読む)
幾何誤差同定装置
【課題】従来ほど多様な条件における計測を行うことなく、多様な加工状況での幾何誤差を同定することができる幾何誤差同定装置を提供する。
【解決手段】たとえば、2つの回転軸を両方同時に回転させながら加工する際、そのような加工状況において計測値を取得しなくとも、一方の回転軸を固定し、他方の回転軸のみを回転させて取得した計測値を組み合わせることによって幾何誤差を同定するようにした。したがって、従来よりも少ない条件でしか計測を行わないものの、多様な加工状況における幾何誤差を同定することができ、作業の簡易化は勿論、計測に係る時間の短縮に伴う加工時間の短縮、ひいては加工効率の向上を図ることができる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱変形に対し信頼性の高い熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の基台が熱変形しても高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1および第2水準測定値取得工程(ステップS3〜S8)において、基台10に支持された回転体60に内蔵された水準器70から、第1角度および該第1角度から180度回転した第2角度における鉛直軸線に対する水準器70の測定角度として第1および第2水準測定値を取得するようにしている。これにより、傾斜角度演算工程(ステップS9)において、第1および第2水準測定値に基づいて、水準器70の熱変形をキャンセルした鉛直軸線に対する回転体60の傾斜角度を求めることができる。よって、基台10が熱変形しても高精度に熱変位補正が可能となる。
(もっと読む)
工作機械の数値制御装置
【課題】効率的な空間補正を可能にすることにより、従来と比較して高精度に位置決め誤差を補正する工作機械の数値制御装置を提供することを目的とする。
【解決手段】数値制御装置1は、可動領域Taを格子状に分割した複数の単位格子Sを記憶する単位格子記憶手段11と、格子点Pgにおける位置決め誤差の補正データを格子点Pgに関連付けて記憶する補正データ記憶手段12と、1または複数の単位格子Sにより形成される移動領域Tmを取得する移動領域取得手段13と、移動領域Tmに含まれる格子点Pgと補正データ記憶手段12に記憶される補正データとに基づいて、NCデータの指令位置に対する補正値を算出する補正値算出手段14と、NCデータと補正値とに基づいて駆動軸を制御する制御手段21と、を備える。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
1 - 20 / 176
[ Back to top ]