
Fターム[3C001TA05]の内容
Fターム[3C001TA05]に分類される特許
1 - 20 / 54
工作機械
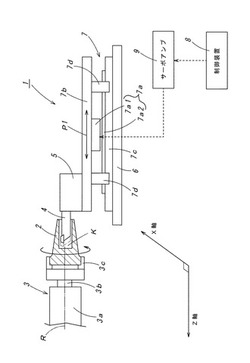
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
移動可能な機械構造体の振動補償付き加工機械

【課題】移動可能な機械構造体の振動も、能動的な振動減衰装置により簡単な方法で減衰させることを可能にする。
【解決手段】加工機械の制御装置(5)が、加工機械の軸駆動装置(4)を目標送り運動に応じて制御する。それによって、加工機械の機械構造体(3)が対応して移動させられる。制御装置(5)は、空間内における機械構造体(3)の絶対運動を求め、それから機械構造体(3)の目標送り運動を考慮して機械構造体(3)の振動を減衰させる補償質量(7)のための補償運動(K*)を求める。機械構造体(3)上には、補償質量(7)に作用する補償駆動装置(8)が配置されている。制御装置(5)は、補償駆動装置(8)を補償運動(K*)に応じて制御する。それによって補償質量(7)は機械構造体(3)に対して相対的に相応に移動され、従って機械構造体(3)の振動が減衰させられる。
(もっと読む)
穴明け加工装置及び穴明け加工方法
【課題】穴明け加工によって穴が形成されるときに生じるバリの高さを事前に予測することが可能な穴明け加工装置及び穴明け加工方法を提供することを目的とする。
【解決手段】穴明け加工装置1は、被加工対象を穴明け加工する切削工具の駆動状況に基づいて切削抵抗を測定する切削抵抗測定部4と、切削抵抗と被加工対象に形成される穴周りに生じるバリの高さとの相関関係を記憶する記憶部6と、切削工具による穴明け加工時に測定された切削抵抗と相関関係に基づいて、穴明け加工時に生じるバリの高さを予測するバリ高さ予測部7とを備える。
(もっと読む)
ワーク加工方法及び加工装置
【課題】移動テーブルの移動方向に狭い幅のワークを搬入位置から加工位置へ移動させてもワークの破損を防ぎ、加工品質の劣化を防止する。
【解決手段】ワークとドリルとを相対的に移動させてワークを加工するワーク加工方法であって、固定テーブルからX方向に外れた予め設定された搬入位置にワークを配置する工程と、ワークを第1の速度V1でX方向の加工位置側に移動させる工程(S201)と、搬入位置にあるワークの固定テーブル側のX方向の端部Wxが、固定テーブルから搬入位置側に予め定められたX方向の第1の位置Cxに到達したとき、速度を第1の速度V1から第2の速度Vxに減速する工程(S204,S205)と、ワークの固定テーブル側のX方向の端部Wxが、固定テーブルからX方向の機械原点に対応する第2の位置Oxへ到達したとき、速度を第2の速度V2から第1の速度V1に戻し、加工位置に移動させる工程(S207)と、を備えた。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
加速度の調節機能を有する揺動体の揺動制御装置
【課題】揺動体の揺動に際して揺動体の加速度を調節することができる揺動体の揺動制御装置を提供する。
【解決手段】制御部22は、回転軸線X1回りに規定される揺動体13の揺動にあたって、少なくとも1つの角度位置で、駆動モータ15に作用する重力による負荷トルクQを取得する。制御部22は、負荷トルクQが駆動モータ15の加減速を妨げる方向に作用する場合であるか、又は加減速を助ける方向に作用する場合であるかを考慮して、設定最大加速度を算出する。算出された設定最大加速度以下の加速度が加速時又は減速時の揺動体13の加速度として設定される。こうして制御部22は、揺動体13の加速時及び減速時の少なくともいずれかにおいて、負荷トルクQに応じて揺動体13の加速度を調節することができる。
(もっと読む)
主軸ユニット駆動装置、及び主軸ユニット駆動方法
【課題】主軸を保持する主軸ユニットの破損を防止可能な主軸ユニット駆動装置、及び主軸ユニット駆動方法を提供する。
【解決手段】工作機械100は、工具を装着可能な主軸、及び主軸を回転駆動させる主軸駆動モーター133を含む主軸ユニットと、主軸ユニットをワークに対して相対移動させる各軸モーター211を備えたユニット移動部と、各軸モーター211のトルクを検出する各トルクセンサー220と、検出トルクに基づいて、各軸モーター211の駆動速度を制御する数値制御装置300と、を具備し、数値制御装置300は、第一トルク制限値を記憶する記憶部310と、トルクを比較するトルク監視手段341と、トルク監視手段341により検出トルクが第一トルク制限値を超えると判断された場合に、対応する軸モーター211の駆動速度Vを低減させる速度制御手段342Aと、を備えた。
(もっと読む)
工作機械
【課題】象限突起を軽減する補正値を容易に算出することができ、被加工物の加工精度を向上させることができる工作機械を提供する。
【解決手段】サーボモータ60の目標位置指令S1に応じ、サーボモータの回転によって被加工物が載置された移動体71を移動させると共に、目標位置指令によってサーボモータの回転方向が反転する際に被加工物に生じる象限突起を軽減するように補正する工作機械1において、移動体の位置を検出する位置検出部80と、回転方向が反転した後に、サーボモータの回転速度を回転方向が反転する前の回転速度に同期するように漸減補正する回転速度漸減補正値を算出する回転速度漸減補正値算出部20と、を備え、回転速度漸減補正値算出部は、目標位置指令と位置検出部からフィードバックされる移動体の位置との位置偏差eに基づいて、回転速度漸減補正値を算出する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
工作機械の制御システム
【課題】事前に工作機械の最適な切削送り速度を算出して、工具経路と算出した最適な切削送り速度とを工作機械の駆動部に直接出力し、ワークと工具とを、工具経路に沿って工具経路の各部における最適な切削送り速度で相対的に移動させる。
【解決手段】形状データに基づいて、工具経路を含むCLデータを生成するCLデータ生成部32と、CLデータを記憶するCLデータ記憶部33と、工作機械4の駆動部6の駆動能力に関する駆動能力データを予め記憶している駆動能力データ記憶部34と、CLデータと駆動能力データとに基づいて、CLデータの工具経路の各部における切削送り速度データを生成する切削送り速度データ生成部35と、切削送り速度データを記憶する切削送り速度データ記憶部36と、CLデータと切削送り速度データとを駆動部6に出力する制御部42とを備える。
(もっと読む)
振動抑制装置
【課題】工具や加工条件が変わる度に各種条件を設定し直したりする必要がない上、加工中に工具を変更するような場合にも対応することができ、びびり振動を一層効果的に抑制することができる振動抑制装置を提供する。
【解決手段】工具毎に、びびり振動の抑制制御を実行するか否か、及び、抑制制御を実行する場合には、回転速度を安定回転速度へと変更する方法によりびびり振動を抑制するか、若しくは、回転速度を所定の振幅及び周期で変動させる方法によりびびり振動を抑制するかを記憶するとともに、安定回転速度や振幅及び周期を指令回転速度に対応づけて記憶した記憶装置13を備えた。そして、演算装置12は、加工が開始されたり、工具が交換されたりすると、記憶装置13を参照して工具及び加工条件(ここでは指令回転速度)に対応するびびり振動の抑制制御を実行するようにした。
(もっと読む)
数値制御装置、移動制御方法、移動制御プログラム及び記憶媒体
【課題】加工プログラム実行中に時定数を変更しても、コーナ点の前後で適切に加速度制御ができる数値制御装置、移動制御方法、移動制御プログラム及び記憶媒体を提供する。
【解決手段】CPUは、加工プログラムを1ブロック毎に解析する(S11)。1ブロック中に時定数変更指令があった場合(S12:YES)、フラッシュメモリに記憶した時定数tを変更する(S13)。CPUは、移動経路のコーナを通過する際のコーナ減速時間tcをフラッシュメモリに記憶した時定数tに基づき算出する(S14)。故に、CPUは、加工プログラム実行中に時定数を変更しても、フラッシュメモリに記憶した変更後の時定数tに応じてコーナ減速時間tcを算出できる。
(もっと読む)
工作機械における加工方法
【課題】回転軸の回転速度を連続的に変動させるような機能を有していなくても、回転速度を低下させたり取り代を小さくしたりすることなく、びびり振動を抑制することができる工作機械の加工方法を提供する。
【解決手段】NC装置5からの指令により回転速度を変化させるタイミングと、工具のワークへの切り込み及び退避のタイミングとを同期させており、工具がワークから退避した状態においてNC装置5からの指令により回転速度を一段階変化させるとともに、その指令により回転速度が変化するタイミングで工具をワークへ切り込ませ、工具のワークへの切り込みに伴う回転速度の変化が終了するタイミングで工具をワークから退避させるようにした。
(もっと読む)
工作機械
【課題】被加工物に対する加工条件の決定に要する時間を短縮できる工作機械を提供する。
【解決手段】回転駆動される主軸に切削刃を装着し、主軸の回転数び主軸の送り速度を調整しながら切削刃の刃先が描く円弧状軌跡に沿って切削刃が被切削物に所定の加工条件で切削加工を行う工作機械において、加工条件の加工目標値を含む複数の変数を設定可能な設定手段16と、少なくとも第1の加工目標値に対する主軸の回転数の関係を示す第1特性データ、第2の加工目標値に対する送り速度の関係を示す第2特性データがそれぞれ記憶された記憶手段11と、少なくとも第1特性データに、設定手段によって設定された第1の加工目標値を当てはめて回転数を、第2特性データに、設定手段によって設定された第2の加工目標値を当てはめて送り速度をそれぞれ算出可能な算出手段12と、を備える。
(もっと読む)
穴あけ加工制御方法および穴あけ加工装置
【課題】異なる材質の材料により形成されていることで区分される複数の形成領域を有するワークに穴を形成するために、穴が形成される2以上の加工対象層をドリルに作用する負荷トルクに基づいて自動的に判別可能とすると共に、加工対象層毎に設定された加工条件での穴あけ加工の容易化および加工効率の向上を図る。
【解決手段】異なる材質の材料で区分される形成層51〜56を有するワーク50に穴70を形成する穴あけ加工装置において、加工対象層判定手段は、穴あけ加工の開始とドリル4に作用する負荷トルクの変化とに基づいて加工対象層51a〜56aを穴あけ加工の順に判定し、加工条件決定手段は、各加工対象層51a〜56aの形成材料に対応した設定加工回転速度および設定加工前進速度を決定し、駆動制御手段は、ドリル4が設定加工回転速度および設定加工前進速度で穴70を形成するように、主軸モータおよび送りモータを制御する。
(もっと読む)
工作機械
【課題】制御対象物を省電力で駆動可能な工作機械を提供する。
【解決手段】工作機械1は、主軸80が目標回転速度に達するまでの時間と、主軸頭50が目標位置に達するまでの時間とを算出する時間算出部150と、目標回転速度に達するまでの時間と目標位置に達するまでの時間とを比較する比較部160と、主軸80の駆動と主軸頭50の駆動とを制御する駆動制御部110とを備え、駆動制御部110は、目標回転速度に達するまでの時間が目標位置に達するまでの時間よりも長いと判断された場合、主軸頭50が目標位置に達するまでの時間が、算出された目標位置に達する時間より長く、かつ算出された目標回転速度に達するまでの時間以下の時間となるように、主軸頭50の駆動を制御する。
(もっと読む)
工作機械の主軸装置
【課題】主軸を軸承する全ての軸受に作用する負荷を正確に把握して軸受の焼き付きを防止できる工作機械の主軸装置を提供する。
【解決手段】主軸12の状態変化により主軸を軸承する全ての軸受131,132,133に作用する負荷を導出し、さらに各軸受の軌道面接触面圧を解析しているので、各軸受の状態を正確に把握することができる。そして、軌道面接触面圧が閾値を超えたときは加工条件を変更して軌道面接触面圧が閾値を超えないように制御し、さらに加工条件を変更しても軌道面接触面圧が閾値を超えたときは主軸を停止させるように制御しているので、各軸受の焼き付きを防止することができる。よって、主軸を高精度に制御して加工精度を向上させることができる。
(もっと読む)
回転速度演算装置
【課題】算出した安定回転速度を表示するか否かを決定し、びびり振動を抑制できないような安定回転速度を作業者に知らせることのない回転速度演算装置を提供する。
【解決手段】安定回転速度の算出に用いたk値若しくは今回算出した安定回転速度と直前のk値を用いて算出した安定回転速度との差と、所定の設定値との比較にもとづいて安定回転速度を表示手段に表示するか否かを決定するようにした。したがって、たとえばk値が所定の設定値よりも大きく、びびり振動を効果的に抑制できないような安定回転速度については表示しない。つまり、表示手段には、びびり振動の抑制に比較的有効な安定回転速度のみが表示されるため、作業者にとって使い勝手が良い。
(もっと読む)
工作機械の制御装置
【課題】直進軸および回転軸を含む駆動軸を制御して加工を行う際に加工面精度に向上させることができる工作機械の制御装置を提供することを目的とする。
【解決手段】制御データに基づいた工作機械1による加工において回転軸が軸反転する加工位置を検出する検出手段102と、指令加工位置P1と実加工位置P2との許容位置誤差Δを設定する許容位置誤差設定手段103と、検出された軸反転する加工位置から回転軸の中心までの離間距離L1,L2と設定された許容位置誤差Δとに基づいて、回転軸の許容加速度を決定する許容加速度決定手段107と、許容加速度に基づいて駆動軸の速度制御を行う制御手段108とを備える。
(もっと読む)
工作機械制御システム
【課題】サイクルタイムの計測結果解析作業の作業性向上と、加工サイクルにおいて異常発生時の正常か異常かの判定を自動化し、異常発見までにかかる作業時間を短縮する工作機械制御システムを得ること。
【解決手段】工作機械制御システムでは、予め行なった複数回の加工のサンプリング信号からサイクルタイムの基準値と分散を求め、当該分散の値を用いてサンプリングデータのばらつきに応じた閾値を設定し、加工サイクルタイムを計測し、計測された加工サイクルタイムと基準値とを比較して、加工サイクルタイムと基準値との差分が閾値以上であるか判定する。
(もっと読む)
1 - 20 / 54
[ Back to top ]