
Fターム[3C030AA19]の内容
Fターム[3C030AA19]の下位に属するFターム
識別手段を有するもの (29)
Fターム[3C030AA19]に分類される特許
41 - 60 / 61
多段棚運搬台車および生産ラインシステム
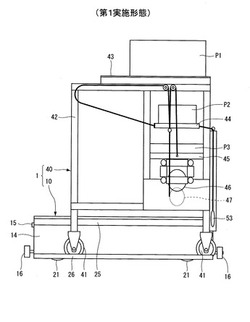
【課題】必要となる配置スペースの拡大抑制を図りつつ、作業者の疲労軽減および作業能率向上を図る多段棚運搬台車を提供する。
【解決手段】第1移動台43と、第1移動台43の下側に位置する第2移動台44と、第1移動台43および第2移動台44を移動可能に収容するフレームボデー42と、フレームボデー42を運搬する走行本体10とを備える。そして、第1移動台43および第2移動台44の初期位置においては、第1移動台43は上方視において第2移動台44と重なるように位置し、走行本体10が前進走行することにともなって、上方視において第2移動台44とずれた位置に第1移動台43を初期位置から移動させるとともに、第2移動台44を初期位置から上方に移動させる。
(もっと読む)
ステムシール及びスプリングシート供給・組付装置

【課題】シリンダヘッドにバルブステムシール及びバルブスプリングシートを同時に供給し組み付ける装置において、装置全体及び部品組付ヘッドを小型化すると共に各部品の組み付け精度を良好に保つ。
【解決手段】供給位置にある各バルブステムシールSI,SEを移載位置へ移動させると共にこれらの何れかを保持してバルブスプリングシートSと同軸配置し、このバルブスプリングシートSを軸方向で貫通するシート側移動ロッドで前記バルブステムシールSI又はSEを支持し、各部品の軸方向で昇降する部品組付ヘッドで前記バルブステムシールSI又はSE及びバルブスプリングシートSを併せて保持し、これらをシリンダヘッドHのバルブガイドと同軸配置して組み付ける。
(もっと読む)
棒状部品用吸着ヘッド
【課題】厳密な位置合せを行わなくても、棒状部品を曲げることなく組立台にセットすることができる吸着ヘッドを提供する。
【解決手段】吸着ヘッド97は、電極棒6の最大外径となるガラスビーズ9よりも大きな内径の吸着穴104aを有する吸着ノズル104と、この吸着穴104aに対し、給気穴103b、貫通穴103a、スリット104bによって接続されたヘッド用エアポンプ107とを備えている。吸着ヘッド97は、ヘッド用エアポンプ107の吸気動作により、電極棒6を吸着穴104a内に吸い込み、吸気動作を継続することで保持して組立台まで搬送する。次いで、ヘッド用エアポンプ107を排気動作に切り換えて、吸着穴104aから電極棒6を排出する。
(もっと読む)
締結自動化システムおよび組み付け方法
基板への締結部品の組み付けのための締結自動化システムは、基板に組み付けられる適切な締結部品の所定位置の像を基板上におよび適切な締結部品と基板に関連するデータを投影する投影システムと、適切な締結部品と適切な締結部品が組み付けられる基板上の所定位置に関連するデータを保存する投影システムに動作可能に関連付けられたコンピュータを備える。締結部品を所定位置において基板に組み付ける自動化された方法は、基板への適切な締結部品の組み付けのために所定位置を特定するための投影システムの使用と、所定位置における適切な締結部品の組み付けに関するデータの収集とコンピュータへのこのデータの保存と、このデータに基づいて所定位置において基板に適切な締結部品を組み付けることを含む。 (もっと読む)
部品の供給圧入装置
【課題】環状の部品を円周方向の位置決めをしたうえでワークに供給圧入するに当たり、供給過程での位置ずれが低減される部品の供給圧入装置を提供する。
【解決手段】ブッシュPを把持するチャック装置11と、ブッシュPを把持した状態のチャック装置11を回転させる駆動源12と、駆動源12により回転しているブッシュPの被検知部を検知する検知装置13と、前記被検知部が検知されたときにチャック装置11の回転を停止させる駆動源12と、停止したチャック装置11を所定位置まで移動させる駆動源と、前記所定位置まで下降してブッシュPを受け取り、コンロッドWの圧入孔Waに圧入する圧入ヘッド22と、を備える供給圧入装置とした。
(もっと読む)
ラインシステム
【課題】 迅速にラインを立ち上げることができ、しかも信頼性の高い組み立てラインの提供を目的とする。
【解決手段】 搬送方向に並べた複数のモジュール5の集合体で組み立てラインを構成する。各モジュール5は互いに連結・分離可能とし、かつ各モジュール5に、各作業工程S1…Snでの作業に使用する設備を据え付けるための枠体7を設ける。
(もっと読む)
手順書自動作成支援装置、手順書自動作成支援システム、および手順書自動作成支援方法
【課題】組立手順書および分解手順書のいずれか一方を作成すれば、他方を自動的に作成することができると共に、組立手順書と分解手順書とを容易にかつ迅速に参照することができる手順書自動作成支援装置を提供する。
【解決手段】本発明に係る手順書自動作成支援装置は、電子機器の組立手順の作業要素と分解手順の作業要素とが関連付けて記憶されたデータベースと、組立手順の作業要素又は分解手順の作業要素を参照して組立手順又は分解手順の作成を支援する作成支援手段と、組立手順が作成されている場合には、その組立手順を前記データベースに基づいて変換して分解手順を生成し、分解手順が作成されている場合には、その分解手順を前記データベースに基づいて変換して組立手順を生成する手順変換手段とを備えたことを特徴とする。
(もっと読む)
コネクタ供給装置
【課題】 電線の両端に1種類あるいは複数種類のコネクタを接続するハーネスを製造するに際し、設備費用が安価かつ生産効率の良好なコネクタ供給装置を提供する。
【解決手段】 コネクタ供給装置1は、チューブストッカ部10と、コネクタセレクタ部20と、コネクタ極数設定部30とを具備している。チューブストッカ部10は、所定方向に配列された複数列のチューブ2a〜2jを支持する。複数列のチューブ2a〜2jは、列毎に種類の異なるコネクタを複数収容可能となっていると共に、各列のチューブ2a〜2jが順向き又は逆向きのコネク+ タを選択的に複数収容可能となっている。コネクタセレクタ部20は、順向きコネクタ受容部24及び逆向きコネクタ受容部25を備え、レール22に沿って受取パレット23を移動させて後工程を行う設備に向けて順向き及び逆向きのコネクタを搬送する。
(もっと読む)
レンズユニットの成形組立装置およびその製造方法
【課題】 プラスチックレンズを含むレンズユニットを成形すると共に組み立てることができ、レンズユニットの製造時間の短縮、製造コストの低減、および組み立て精度を向上させることができるプラスチックレンズの成形組立装置およびその製造方法を提供する。
【解決手段】 本発明のレンズユニットの成形組立装置1は、プラスチックレンズ30,33を含む複数種の部品をそれぞれ成形する複数の成形部2と、成形毎に移動する複数の組立部3を備えた組立ステーション4と、成形部2にてそれぞれ成形された各種部品を組立ステーション4のそれぞれの所定部位に移送するための移送手段5と、移送手段5により組立ステーション4に移送された各種部品を組立部3に移動させるための移動手段6とを有した金型7を備えている。また、本発明のレンズユニットの製造方法は、レンズユニットの成形組立装置1を使用してレンズユニットを製造する方法である。
(もっと読む)
バルブ部品組み付け装置およびバルブ部品組み付け方法
【課題】バルブ部品の組み付けに要する時間を短縮することが可能であり、誤組み付けを防止することが可能であり、かつ、組み付け時のバルブ部品やバルブ本体の損傷を防止することが可能なバルブ部品組み付け装置およびバルブ部品組み付け方法を提供する。
【解決手段】バルブ部品組み付け装置1に、複数のバルブ部品を摺動可能に収容する摺動溝が合わせ面に形成された一対の組み付けプレート2・3と、該一対の組み付けプレートが分離した状態のときに組み付けプレート2の合わせ面に取り付けられ、該複数のバルブ部品に対応する形状のシルエット孔が形成されたバルブ部品形状プレート4と、該摺動溝と該バルブ本体に形成された収容孔とが一直線状に接続された状態を保持しつつ、該一対の組み付けプレートおよび該バルブ本体の姿勢を該一対の組み付けプレートの摺動溝の長手方向が略鉛直となる姿勢に変更する姿勢変更装置6と、を具備した。
(もっと読む)
多種類ブッシュ圧入装置
【課題】加工時間の短縮が図られ、多種類のブッシュ及び構造物に対応できる多種類ブッシュ圧入装置を提案する。
【解決手段】構造物2の複数箇所に設けた各ブッシュ圧入穴11a・11b・・・に、各ブッシュ圧入穴に対応する仕様のブッシュ21a・21b・・・を圧入するための多種類ブッシュ圧入装置1であって、構造物2を握持して移動させる握持移動ユニット3と、前記ブッシュ圧入穴にブッシュを圧入するためのブッシュ圧入ユニット5と、前記ブッシュ圧入ユニット5に前記ブッシュを供給するためのブッシュ供給ユニット6と、前記ブッシュ圧入ユニット5に設けられ、圧入されるブッシュの圧入方向先端部を受けるアタッチメント7a・7b・・・を、前記ブッシュの仕様に応じて交換するアタッチメント交換ユニット7と、を具備する構成とする。
(もっと読む)
二芯シールド線のためのゴム栓挿入装置
【課題】二芯シールド線Wに自動でゴム栓Gを挿入する。
【解決手段】ゴム栓Gを2つ一組にしてピックアップする一対のピン105、106を有する。一対のピン105、106は、ピックアップした2つのゴム栓Gを2本のコア線W1、W2に突き合わせる。コア線W1、W2に突き合わされたゴム栓Gをコア線W1、W2と一緒に囲繞する半割り状の囲繞体125、126を有する。また、囲繞体125、126で囲繞されたゴム栓Gを、コア線W1、W2側に変位させる挿入ユニット110を有する。
(もっと読む)
排気管クリップ装着装置
【課題】 PDPを構成する前面パネルと背面パネル等の2枚の板状部材を重ね合わせ、排気管を一方の板状部材に固定するためのクリップを効率よく装着し、PDP等の生産性を向上させる。
【解決手段】 2枚の板状部材2、3を接合し、2枚の板状部材が接合された際に形成される内部空間から排気するため、2枚の板状部材の一方に穿設された貫通孔4に排気管5を固定する際に用いられる排気管クリップ装着装置であって、クリップ8に当接してクリップの開口部を拡開し、クリップを移動させ、拡開されたクリップの開口部を、重ね合わせた2枚の板状部材と、貫通孔に位置決めされた排気管とに挿入し、クリップから離脱することにより、クリップの開口部が閉じられ、クリップによって2枚の板状部材を接合するとともに、排気管を貫通孔に固定する。排気管の端部に形成されたフランジ部を介して排気管を貫通孔に固定してもよい。
(もっと読む)
組立用ハンガー
【課題】 組立生産ラインにおいて、生産台数の変動や生産機種の変更に容易に対応することができる組立用ハンガーを提供する。
【解決手段】 主要部品5に複数の小物部品6を組み付けて製品を完成する組立生産ラインで用いる組立用ハンガーであって、始点と終点を近接させてループ状に構成したオーバヘッドコンベア2に吊り下げられ、主要部品5を載置する治具37と複数種類の小物部品6の部品棚38,39を備え、前記始点から前記終点に搬送されるまでの間に、作業者が追従して歩行しながら主要部品5に小物部品6を組み付けて製品を完成する。
(もっと読む)
組立生産システム及びその方法
【課題】 生産台数の変動に容易に対応できる組立生産システムを提供する。
【解決手段】 主要部品5に複数の小物部品6を組み付けて製品を完成する組立生産システムであって、複数のオーバヘッド搬送ユニット1をループ状に直列接続してオーバヘッドコンベア2を構成すると共に、このオーバヘッドコンベア2の始点2aと終点2bを近接させ、オーバヘッドコンベア2に主要部品5を載置する治具37と複数種類の小物部品6の部品棚38,39を設けたハンガー3を複数吊り下げ、ハンガー3が始点2aから終点2bに搬送されるまでの間に、作業者4がハンガー3に追従して歩行しながら主要部品5に小物部品6を組み付けて製品を完成する。
(もっと読む)
リベット部品の保管供給装置
本発明は、搬送流体で移動されるリベット等の部品の保管カートリッジ(200)を収納するエリア(100’)をフレーム(100)に設けた、リベット等の部品の保管供給装置(D)に関する。この装置は、カートリッジの前に配置されて、このカートリッジ(200)に保管されている部品を単位ごとに把持して排出する可動供給ヘッド(300)を含み、前記可動ヘッドは、直径が供給部品のタイプに対応する複数の供給管(310)に一致することを特徴とする。 (もっと読む)
定量供給装置
【課題】 部品のサイズに応じて、定量的に部品を供給できる定量供給装置を提供する。
【解決手段】 定量供給装置1では、容器6内の部品9が、円盤40に固定された外マグネット41に吸着し、円盤40の回転により上方に持ち上げられる。そして、セレクションユニット20では、セレクションプレート21の当接部22が部品9に当接し、吸着位置を規制することにより、外マグネット41における吸着個数を制限する。そして、セレクションユニット20では、部品9のサイズに応じて、ブラケット25の位置を移動できるので、当接部22と、外マグネット41との隙間を調整することができる。よって、部品9のサイズが異なっても、外マグネット41における部品9の吸着位置を規制して、外マグネット41における部品9の吸着個数を制限できるので、あらゆる大きさの部品9を定量的に外部に供給できる。
(もっと読む)
積層トレイからピッキングされた電気部品に関連するデータの収集
【課題】電気部品配置機械の段塔に積層されたトレイからピッキングされた電気部品に関連するデータを収集と、収集したデータを用いて、機械構成を検証し、部品の品質および在庫を追跡識別する方法を提供する。
【解決手段】電気部品配置機械の段塔に積層されたトレイからピッキングされた電気部品を識別する方法には、識別タグを各トレイに配置することが含まれる。タグには、構成部品およびロット番号に関連するデータが含まれる。トレイスタックが部品のピッキングのための位置へ移動すると、上部トレイのタグはタグリーダによって読み取られる。収集データは、部品の追跡、在庫管理およびセットアップの検証のために用いられる。
(もっと読む)
ワーク接合方法
【課題】 自動車を多くの生産拠点でそれぞれ少量生産する場合などにおいて、各生産拠点での設備コストを低く抑える。
【解決手段】 このワーク接合方法は、例えば、海外などの生産拠点で少量ずつ生産する場合に、1つの生産拠点で、ワーク同士A〜Gを所定のアッセンブリ状態に組付ける組付工程と、組付工程で所定のアッセンブリ状態に組付けたワーク同士をスポット溶接にて仮止めする仮止め工程と、仮止め工程で形成したスポット溶接部Sに組付け穴を開けつつ、スポット溶接による接合を解除し、ワークを分離するワーク分離工程を行ない、この状態で各ワークを各生産拠点に輸送し、各生産拠点で、組付け穴を利用してワークを所定のアッセンブリ状態に位置決めし、ワーク同士を本接合する本接合工程を行なう。これにより、各生産拠点では組付け治具を不要又は簡素なものにでき、設備コストを低く抑えることができる。
(もっと読む)
組立装置
【課題】 従来のように基台の剛性を高める必要がなく、組立作業台の水平出しが容易になり、さらにロボットの可動範囲内に多くの組立ツールを設置でき、多種類の組立体の組み立てに適した組立装置を提供すること。
【解決手段】 組立装置1は、支持部材21,22によって天吊り状に支持される組立ロボット11,12と、組立ロボット11,12の可動範囲内に対して部品供給を行う部品供給ユニット41,42,43,44と、組立ロボット11,12の可動範囲内に設けられる組立作業台31,32,33とを備える。組立ロボット11,12は、部品供給ユニット41,42,43,44から部品を取り出し、組立作業台31,32,33上のほぼ全面に配置された多くの治具9を用いつつ、組立動作を行う。
(もっと読む)
41 - 60 / 61
[ Back to top ]