
Fターム[3C030AA19]の内容
Fターム[3C030AA19]の下位に属するFターム
識別手段を有するもの (29)
Fターム[3C030AA19]に分類される特許
21 - 40 / 61
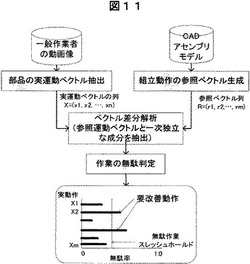
作業性解析装置
【課題】
作業者の動作を絶対的に評価するためには,評価の基準となる動作が必要である.本発明は,基準の動作をCADモデルから導くことにより,作業の絶対的な定量評価を可能とする。
【解決手段】
本発明は,基準の動作をCADのアセンブリモデルの部品間の幾何拘束から導くことにより,製品も出るから一意的な部品の運動を導く。これに対し,作業者の動作を対応比較することにより,絶対的な定量評価を可能とする。
(もっと読む)
部品運搬用ロボット、及び同ロボットを用いた部品の順立て供給システム

【課題】安価で対象物を正確に認識できる部品運搬ロボット、及び同ロボットを用いた部品の順立て供給システムを提供すること。
【解決手段】部品供給部54に組立物の組立順に部品a〜cを配列する部品運搬用ロボット1は、複数の収容器60a〜60cが並設された列に沿って敷設された軌道55上を自走可能な走行部2と、この走行部上に設けられた本体部3に可動自在に連接され、先端部に部品保持部を設けたアーム部4、5と、このアーム部に設けられ、軌道の方向に対する収容器の位置を検出する第1検知部と、同じくアーム部に設けられ、軌道に直交する方向に対する収容器の位置、及び当該収容器内に配列された部品の位置を検出する第2検知部と、走行部、アーム部の各動作を、第1検知部及び/又は第2検知部の検知結果に基いて制御する制御部と、を備える。
(もっと読む)
ヘッド部材付き軸状部品の供給装置
【課題】 供給管の出口開口から落下させたヘッド部材付き軸状部品を、ほぼ水平方向に進退する供給ロッドの先端部に設けた係止部材に対して、正確に係止することのできる供給装置を提供する。
【解決手段】 供給ロッド5でヘッド部材付き軸状部品1を目的箇所16へ供給する形式のものであって、部品1の供給管9を供給ロッド5に対して鋭角をなす向きで供給ロッド5の上側に配置し、供給管9の保持空間12に出口開口13が下向きに設けられ、出口開口13を開閉するゲート部材14が設けられ、このゲート部材14が開くことによって出口開口13から落下する状態で出てきた部品1を係止する係止部材7が供給ロッド5の先端部に設けられている。
(もっと読む)
異機種同時生産ラインにおける組立支援システム
【課題】 部品在庫カウンタを介して、前記部品棚を構成する各間口の部品在庫をリアルタイムに監視可能とする異機種同時生産ラインに適用される組立支援システムを提供すること。
【解決手段】 生産工程管理装置と、部品棚と、部品棚管理装置とを含む異機種同時生産ラインにおける組立支援システムであって、部品棚管理装置には、部品棚の各間口の取出用開口の間口検知器からの検知信号に基づいて、該当する間口の部品在庫カウンタのカウント値を予め決められた部品取出個数相当値だけ減算する取出時の部品在庫カウンタ更新手段と、部品棚の各間口の投入用開口の間口検知器からの検知信号とに基づいて、該当する間口の部品在庫カウンタのカウント値を予め決められた又は別途入力された部品投入個数相当値だけ加算する投入時の部品在庫カウンタ更新手段と、が含まれていることを特徴とする。
(もっと読む)
供給手段および部品供給装置
【課題】煩雑な制御を行うことなく、自動で部品を供給する供給手段およびこの供給手段を備える部品供給装置を提供する。
【解決手段】供給台車30に対し相対移動する部品棚130の被供給側係合バー161が供給側係合バー61に係合して押圧することにより、当該供給側係合バー61が、回動軸60とともに当該回動軸60を中心に係合前回動位置から係合時回動方向に回動する。この回動に伴い各付勢バー63a〜63cが回動軸60を中心として同一方向に回動することで、各付勢バー63a〜63cによる各回転アーム71a〜71cの付勢が解除される。この付勢解除により各回動軸および各ストッパ部材73a〜73cが各回動軸を中心に係止解除前回動位置から係止解除回動方向1に回動することで、当該各ストッパ部材73a〜73cによる部品Wa〜Wcの係止が解除されて部品Wa〜Wcが部品棚130へ自動で供給される。
(もっと読む)
部品搬送装置および方法ならびに作業ハンド
【課題】部品の搬送および空の部品箱の回収を行うシステム全体を簡素化して設備コストを抑える。
【解決手段】作業ハンド25を備えたロボット5は、上下ガイド部9および走行ガイド11によって部品棚1の各間口に対して移動可能であり、部品棚1に収容した部品箱3内の部品を作業ハンド25の先端に設けたバキュームカップで吸着把持してキット箱7に投入する。この際キット箱7は、ロボット5と一体となって移動するキット箱支持部15に移載された状態である。空になった部品箱3は、作業ハンド25を空の部品箱3の下部に侵入させた後、上昇させることで、上部に設けてある第1,第2各部品箱受け板上に載せ、外部の空箱回収部61に搬出する。
(もっと読む)
部品供給方法および部品搬送台車
【課題】部品供給および空箱回収のサイクルタイム短縮に好適な部品供給方法および部品搬送台車を提供する。
【解決手段】搬送台車1の部品箱搭載棚2Aは、ピッキング場の部品箱待機棚41の下側を通過可能であり且つ部品供給ステーションの部品箱受取り棚の上側を通過可能な高さに設定して構成し、ピッキング場では、部品箱搭載棚2Aを部品箱待機棚41の下方を通過させて部品箱待機棚41上の部品箱Bを掻き落しアーム65により押して待機棚41上を滑らせつつその前端から搬送台車1の部品箱搭載棚2Aに移載させ、部品供給ステーションでは、部品受取り棚の上方を通過させて部品供給ステーションの掻き落しアームにより搬送台車1の部品箱搭載棚上において部品箱Bを停止させて部品受取り棚へ移載させる。
(もっと読む)
組立方法
【課題】低コスト化を図りつつ、品質を維持を図ることができる組立方法を提供する。
【解決手段】始めにボルトを締め付ける締結箇所の開口部を示すランプを点灯し(SB1)、作業者は点灯したランプの開口部にナットランナーのヘッドを挿入する。このとき、シーケンサーは、受光部からの受光信号を検出して開口部へのヘッドの挿入を確認し(SB2)、ナットランナーを通電する(SB3)。ナットランナーからトルクアップ信号が出力された締め付け完了時には、次に締め付けるボルトの有無を判断し(SB5)、総てのボルトの締め付けが完了した際にメインルーチンへ戻る。
(もっと読む)
組立システム
【課題】多品種少量製品をセル生産方式で組み立てる場合であっても、時間とコストを増加させることなく自動組立てを行う。
【解決手段】生産情報が与えられた直後に既存のパレットが存在しない場合にはパレット1をフライス盤2で加工して準備し、自動組立装置6により自動組立てを実施することで、生産する製品に応じたパレット1を事前に全て準備することなくセル生産方式で自動組立てを行なう。
(もっと読む)
軸状部品の供給装置
【課題】 軸状部品の保持箇所を適正に選定して、所定の移動軌跡をたどりながら安定した部品移行が行える軸状部品の供給装置を提供する。
【解決手段】 供給管13における軸状部品1の供給軸線O−Oに合致した位置で待機する中継部材10を設け、軸状部品1の後部が中継部材10から突出した状態で送出位置14へ移行させる進退式の移行手段15を設け、送出位置14において軸状部品1を送出する送出ヘッド部材32を設け、送出ヘッド部材32に進退式の送出手段36を設け、送出手段36を送出ヘッド部材32と一体の状態で供給軸線O−Oとほぼ同方向に進退させる供給手段50を設けた。
(もっと読む)
部品組立装置
【課題】第1、第2部品を互いに平行に、かつ、一方向に向かってそれぞれ搬送可能とし、これらの搬送状態で、第1、第2部品を互いに組み付ける場合に、この組み付けの作業が容易にできるようにする。
【解決手段】部品組立装置1は、第1部品3を一方向Aに向かって第1搬送速度V1で搬送可能とする第1搬送ライン26と、第1搬送ライン26と平行に延び、各第2部品4を一方向Aに向かって第2搬送速度V2で搬送可能とする第2搬送ライン27とを備える。一方向Aに向かって順次設定された複数の組み付け域で、第1部品3と第2部品4のそれぞれとが順次組み付けられる。第1搬送ライン26により搬送される第1部品3と第2搬送ライン27により搬送される第2部品4のそれぞれとの一方向Aにおける互いの相対位置が、各組み付け域でそれぞれ変更可能となるよう第1、第2搬送速度V1,V2の互いの相対速度を可変にする。
(もっと読む)
嵌合方法および装置
【課題】変形や位置ずれが生じて嵌合することが困難な部品であっても、嵌合することができる嵌合方法と装置を提供する。
【解決手段】
上側部品を吸着ヘッドで吸着して上側部品トレーから取出し、吸着ヘッドを下降させて上側部品と下側トレーに載置している下側部品とを嵌合して嵌合品とする嵌合方法および装置であって、上側部品トレーは上側部品の内形の凹凸に対して逆凹凸の外形を有し、下側部品トレーは下側部品の外形の凹凸に対して逆凹凸の外形を有し、吸着ヘッドは上側部品の外形の凹凸に対して逆凹凸の外形を有する。これにより、凹凸と逆凹凸が対向接触して位置規制されるようにした。
(もっと読む)
供給部品の位置決め装置および位置決め方法
【課題】ハンガーで吊下げられたワークの抜き出し工程において自動取出しを可能とするに好適な供給部品の位置決め装置および位置決め方法を提供する。
【解決手段】フック22に係合孔W1を嵌合させて吊下げられたパネル状ワークWの左右の縁辺W2、W3に、上下一対のV字状ゲージ51A、52Aを左右方向外側から接近させて係合させることによりワーク面の傾斜およびワーク面に垂直な軸回りの回転を補正するワーク姿勢矯正手段としてのゲージ装置51、52と、前記ワーク姿勢矯正手段51、52の係合により姿勢が補正されたワークWを予め設定した量だけ上昇させて、ワークWの係合孔W1からフック22を離脱させる昇降手段としてのゲージ装置53と、を備える。
(もっと読む)
組立てラインシステム
【課題】作業者が、ふり返ることなく、同一の姿勢で、必要な部品を取り出して、基体に簡単かつ迅速に組み付けることができるとともに、作業者の負担を軽減することができ、しかも多品種少量生産に最適な組立てラインシステムを提供する。
【解決手段】2基の搬送ラインA、Bを、それらの少なくとも一部同士が、互いに上下に離間して、物品を、ほぼ等速で同一方向に搬送しうるように配設し、両搬送ラインA、Bのいずれか一方により、部品3を組み付けようとする複数の基体1を、搬送方向に並べて搬送し、かつ他方の搬送ラインにより、各基体1に組み付けるべき部品3を装着した複数の部品保持手段4を、対応する基体1と互いに上下に接近させて搬送するようにする。
(もっと読む)
組立てラインシステム
【課題】作業者が、ふり返ることなく、同一の姿勢で、必要な部品を取り出して、基体に簡単かつ迅速に組み付けることができるとともに、作業者の負担を軽減することができ、しかも多品種少量生産に最適な組立てラインシステムを提供する。
【解決手段】搬送ラインAにより、部品3を組み付けようとする複数の基体1を、搬送方向に並べて搬送し、かつ搬送ラインBにより、各基体1に組み付けるべき部品3を装着した複数の部品保持手段4を、対応する基体1と互いに上下に接近させて搬送するようにする。搬送ラインBの合流エリアB5には、搬送ラインAのスタート位置に其体1が送られてきたことを検知して、搬送ラインBにおいて待機中の部品保持手段4の搬送を開始させる同期スタート手段24が設けられている。
(もっと読む)
組立支援システムおよび組立方法
【課題】 代行装置が組立作業の一部を代行することによって、作業者の作業負担を低減させるとともに、設備面積および設備費を低減可能な組立支援システムを提供することである。
【解決手段】 それぞれ個別に組立構造体の組立作業を行う作業台101a〜101cと、前記作業台に到達可能であって、到達した作業台で行われる組立構造体の組立作業に必要な複数の作業のうち、一部の作業を代行する代行装置102とを含んで構成される組立支援システムとする。
(もっと読む)
複数種の部品の整列切り出し装置
【課題】各保持部の上下方向に積層された複数種の部品を所定の順番で取り出すことができる複数種の部品の整列切り出し装置を提供することを目的とする。
【解決手段】本発明の複数種の部品の整列切り出し装置11は、2種類以上の部品21、22をそれぞれの種類毎に積層して保持する2つ以上の保持部31、32と、各該保持部31、32に保持されて積層した前記部品の最下からそれぞれ所定枚数の該部品21、22を所定の順序で切り出す切り出し部4と、該切り出し部4を操作する操作部6と、該切り出し部4によって各該保持部から切り出された各該部品21、22を所定の順序で整列保持する受け部5と、を有することを特徴とする。
(もっと読む)
ねじ部材供給装置
【課題】省スペース化およびコスト低減が図られるねじ部材供給装置を提供する。
【解決手段】パーツフィーダ402A,410Aから送られてくるボルト404を受けて保持するボルト保持手段408,414を、可動台座407に自転可能に設けたプリセットユニット406,413に配列する。必要に応じて可動台座407を回転させてプリセットユニット406,413の左右の配置を切り替え、種類の異なるボルトを各ボルト保持手段408,414に保持できるように構成する。可動台座407はロボット423,424方向に搬送され、プリセットユニット406,413を取り出しユニット421の上方に位置合わせし、ボルト保持手段408,414のチャック機構520を開くことにより、下方のボルト位置決め手段425,427にボルト404を落下させてボルトを取り出しユニット421に供給する。
(もっと読む)
取り付け部材の位置合わせ装置
【課題】締結部材を締結手段に装着させる技術において、締結部材を正確に所定の位置に置く処理を速くしかも確実に行うことができ、さらに繰り返しの動作において、長時間に亘り安定して動作が行われる技術を提供する。
【解決手段】開口111にボルトを位置させた状態において、円板部106を回転させると、回転軸側ピン22がカム溝106a内を移動し、リンクカム21がボルト受け部材側ピン23を軸として回動する。この際、リンクカム21が開口111内のボルトに接触し、ボルトの軸合わせが行われる。
(もっと読む)
位置決め装置
【課題】積層体を搬送する際に該積層体の構成部品の位置ズレを防ぐことが可能な位置決め装置を提供する。
【解決手段】積層体は、外周壁に凸部を有するドリブンプレートと内周壁に凸部を有するリテーニングプレートとを含む。パレット201と一体的に構成された位置決め装置200は外方位置決め部204a〜204cと内方位置決め部206とスペーサ208a〜208fとが基板202上に立設されている。積層体はスペーサ208a〜208f上に載置され、その際、外方位置決め部204a〜204cの外方係合部210a〜210cが凸部対同士の間の凹部に係合するとともに、内方位置決め部206の内方係合部212a〜212cが凹部と係合する。
(もっと読む)
21 - 40 / 61
[ Back to top ]