
Fターム[3C030BC17]の内容
自動組立 (6,729) | 組立機構 (1,727) | 保持手段が移動 (391) | 任意の位置へ移動 (267) | 多関節型ロボットによるもの (211) | 水平型 (26)
Fターム[3C030BC17]に分類される特許
1 - 20 / 26
インサート挿入装置
【課題】金属のインサートを複数同時に加熱挿入冶具に送りこみセットし、加熱したインサートを熱可塑性プラスチックの成型品ケースに熱挿入することができるインサート挿入装置を提供する。
【解決手段】本発明のインサート挿入装置28−2は、インサートの仮置き手作業をいちどに複数個のインサートを供給できる自動化設備とし更に、挿入装置は、ビットを上向きとし、ビットの下部に熱源を設ける事により熱伝導率を改善し、安定したインサートの温度管理ができ、供給された複数のインサートを受け取り、そのままケースにいちどに挿入できる機構のものとしている。
(もっと読む)
自動組立装置および自動組立装置による部品組立方法

【課題】 位相合わせを必要とする部品同士の自動組立において、部品同士の位相が合ったタイミングから挿入が完了するまでの時間の長短に関わらず位相合わせ完了を的確に検知することを課題とする。
【解決手段】 第2の部品を第1の部品に接触させた状態で、第1の部品と第2の部品とを特定の回転軸に対して相対的に回転させつつ、前記回転軸周りのモーメントが予め定められた閾値を超えた場合に回転を終了させる。
(もっと読む)
自動組立システムおよび自動組立方法
【課題】要求される組立精度より繰り返し位置精度が大きい場合であっても、自動で部品組付けを行う。
【解決手段】第2部品画像に基づいて、組付け部位の位置を認識する第2部品認識手段と、組付け部位の位置に第1部品51を移動させる部品移動手段と、部品移動手段により移動された第1部品51を第2部品52に組付ける組付実施手段と、組付けが成功したかを判断する組付判断手段と、組付けが失敗した場合に、突き当て画像に基づいて、第1部品51の位置を認識する第1部品認識手段と、組付け部位の位置および第1部品51の位置に基づいて、第1部品51に対する位置補正量を算出する補正量算出手段と、位置補正量に基づいて、第1部品51を移動させる部品位置補正手段とを備え、組付実施手段は、部品位置補正手段により移動された第1部品51を第2部品52に組付ける。
(もっと読む)
直交型組付装置
【課題】大型化を招くことなく、ワークを移動させることのできる範囲を拡大可能な直交型組付装置を提供する。
【解決手段】レールとレールに沿って移動する移動部材からなるX軸、Y軸、Z軸ローダによって、ワークWを把持するワーク把持部16を移動させる。さらに、ワーク把持部16をワークWに接触して把持するマニュピレータ部16aと、このマニュピレータ部16aをX軸、Y軸、Z軸のうち少なくとも一つの軸方向へ移動させるマニュピレータ稼働部16bによって構成する。これにより、X軸、Y軸、Z軸ローダによってワークWを移動させることのできる範囲に加えて、マニュピレータ稼動部16bによる移動範囲を拡大できる。
(もっと読む)
自動組付け装置、自動組付け方法、およびプログラム
【課題】ワークが位置および/または寸法のばらつきを有する場合でも、ワークへの部品の組付けを高信頼かつ高速で行なえる自動組付け装置を提供する。
【解決手段】自動組付け装置1は、部品およびワークの少なくとも一方を、部品とワークとが接触した状態で移動させる移動部260と、ワークに対する部品の接触圧を検出する接触圧検出部240と、接触圧に基づいて部品の組付けの進捗度を評価する評価部210と、評価の結果に基づき、移動部260による移動の量を設定する設定部220とを備える。
(もっと読む)
生産システム用汎用セル及び該汎用セルを用いた生産システム
【課題】生産システムを構成する汎用セルとしての高い汎用性によってラインレイアウトの自由度を高く維持し、ひいてはライン構成の変更等に際しての時間的、コスト的なロスをより好適に削減する。
【解決手段】生産システムを構成する汎用セルとして、被加工物(ワーク)の加工に最低限必要とされる要素、すなわちロボット60が支持されたベースユニット10、ロボット60に対してワークの部品を供給する部品供給ユニット20、そしてベースユニット10の外側に延設される加工エリア30をセットとして1つの汎用セル100を構成する。ベースユニット10は、平面形状が正六角正からなって、少なくともワークの搬送に用いられるロボット60をこの正六角形からなる平面領域上を移動可能に支持する。そして、このロボット60の動作範囲を、加工エリア30の少なくとも一部を含むかたちで、ベースユニット10の内側から外側に至る範囲に設定する。
(もっと読む)
ロボットシステム
【課題】ワークを搬送しつつ、各工程でワークに対して作業を行うロボットシステムにおいて、設備の取り外しや追加の手間を減らす。
【解決手段】ロボットシステム20Aは、ワークWをシステム20Fから受け取るとともに、ワークWをシステム20Bへ引き渡す載置台22Aを備える。システム20Aは、システム20Aの載置台22Aからシステム20Bの載置台22BへワークWを受け渡すロボット30Aと、載置台22AにおいてワークWに対して作業を行う作業装置21Aとを備える。システム20Aは、ロボット30Aに設けられたRFIDタグ33Aと、ロボット30FがワークWを載置台22Aへ受け渡す際に、RFIDタグ33Fの情報を無線で読み込むリーダライタヘッド25Aと、ロボット30AがワークWを載置台22Aから引き渡す際に、RFIDタグ33Aに情報を無線で書き込むリーダライタヘッド25Aと、を備える。
(もっと読む)
力制御装置
【課題】動作中に力制限値とコンプライアンス制御パラメータを切替えることで作業を高速化しながら位置ずれ発生時に過大な力が作用するのを防止した力制御装置を提供する。
【解決手段】切替地点指定手段5からのロボットに行わせる作業動作に従ったロボット先端に作用する力の力制限値およびコンプライアンス制御の力制御パラメータの少なくとも一方を含むパラメータ条件、および上記パラメータ条件に切り替える切替地点を指示する命令に基づいて、パラメータ切替手段6が力制限値および力制御パラメータの少なくとも一方を切り替え、力制限超過判別手段4が力制限値を超える力が作用していると判別した場合に、ロボットに行わせる作業動作に従ってロボットの目標位置を示す位置指令を出力する指令生成手段1にロボットを減速停止させる位置指令を出力させる停止指令を入力する。
(もっと読む)
自動車ブレーキパッド用騒音防止板供給装置
【課題】自動車用ブレーキパッドの成形後の騷音を減少させるべく、バックプレートに樹脂類の騒音防止板を供給し、熱圧着・固定が行われるようにした装置において、騒音防止板30,40の供給のための作業労力と時間を節減するとともに、各種のアクセサリ組み付けのための装置の自動化を可能にするものを提供する。
【解決手段】積載機100に積載された騒音防止板30,40を昇降台170及び高さ感知センサ180によって引き出し可能な高さに上昇させ、続いて、移送機200の作動板240の吸着パッド250,260が騒音防止板を引き出して剥離機300に供給する。剥離機300の剥離ローラ330を通過する間に、騒音防止板30,40の剥離紙32,34が剥離されて排出板360上に排出される。姿勢感知器400による姿勢情報に基づいて作業用ロボット500のアーム520の吸着パッド580が騒音防止板30,40を吸着し、付近で待機しているブレーキパッド10,20のバックプレート上に供給する。
(もっと読む)
ロボットおよびその制御方法
【課題】部品組立の時間が短縮でき、生産性の高いロボットおよびその制御方法を提供すること。
【解決手段】ハンド部165の指部166で第1の部品210を把持する際に、摂動アクチュエーター164によって摂動トルクを与えながら把持作業を行うことができ、ハンド部165の指部166と第1の部品210とがよく馴染み、第1の部品210の把持精度を向上することができる。
(もっと読む)
搬送装置
【課題】機械による作業と作業者による作業を効率よく行う。
【解決手段】組立装置1は、内周部分に、組立装置1の上面を一周し、反時計方向に個別に駆動するベルト11〜17を備えている。チャック部23は、レール21やアーム22などによりXYZ方向に移動することができ、部品容器61や部品容器62に置かれた部品をチャッキングして、ピン31やピン33で位置決めされているワーク2に対して部品の組立作業を行う。ピン31で位置決めされ、チャック部23による機械作業で部品が組み立てられたワーク2は、ベルト13からベルト14に搬送され、ベルト14に蓄積される。組立装置1による機械的な作業と、作業者3による手作業は、サイクルが異なるが、これら工程が個別に動作するベルト13〜16によって分断されているため、同一のライン上で作業することができる。
(もっと読む)
自動組立装置
【課題】磁性体部品の平面部の穴に対して組付部品を正確に位置合わせすることができる自動組立装置を提供する。
【解決手段】自動組立装置は、鉄板7と隙間を有して対向するように配置され、平面部に対して略垂直なリング穴を有し、かつリング穴の中心軸方向に磁化されたリング型磁石10と、ネジ26をリング穴の中心軸とを合わせて保持して上記中心軸方向に移動する自動ドライバと、リング型磁石10および自動ドライバを鉄板7に対して平行に移動可能に支持するスカラロボットとを備えている。これによって、リング型磁石10は、鉄板7の穴24に対して、ネジ26を位置合わせすることができる。
(もっと読む)
ワーク搬送装置及びワーク処理装置
【課題】本発明は、構造がシンプルな位置決め手段によりワークを搬送ライン上の所定箇所に確実に位置決め可能なワーク搬送装置を提供することを課題としている。
【解決手段】本発明は、被処理物であるワークWが載置されたパレット9を搬送ラインLに沿って搬送する際に位置決め手段13によって搬送ラインLの所定箇所にパレット9を位置決め可能なワーク搬送装置において、前記パレット9を搬送ラインLに沿ってスライド案内するガイドレール8及びパレット9を搬送下流側に駆動させる駆動手段11を備え、位置決め手段13がガイドレール8方向に対して交差方向を向いてパレット9側に突出作動可能な係合片21を有する位置決め装置であり、前記係合片21が突出してパレット9側の係合部19と係合することによりパレット9がガイドレール8に対して位置決めされる。
(もっと読む)
生産装置及び生産システム
【課題】投入搬出口から作業室内に搬入された作業ユニットを装置内で容易に移動させること。
【解決手段】箱状の装置本体と、装置本体を、下側の作業準備室2と、上側の作業室とに仕切る平板状の隔壁部材と、作業準備室の内部から隔壁部材の位置まで昇降可能な可動床部8と、作業準備室内に設けられ、可動床部を昇降させる昇降機構と、可動床部に対して着脱可能に設けられ、作業を行う作業ユニットと、作業ユニットを作業準備室内に対して出し入れするために、作業準備室を外部と仕切る側壁部2a、2b、2c、2dに設けられた投入排出口22と、作業準備室内において、投入排出口と昇降機構により下降された可動床部との間の平面領域内で、作業ユニットの下面に駆動力を付勢して、作業ユニットを少なくとも2方向に搬送する搬送機構24と、を備える生産装置を提供する。
(もっと読む)
多関節ロボットアームの関節部構造、及びミニエンバイロメント装置
【課題】ケーブルの耐久性を向上し、発塵の量も軽減できる、多関節ロボットアームの関節部構造と、ミニエンバイロメント装置を提供することを課題とする。
【解決手段】多関節のロボットアーム20bの関節部構造を構成する第1関節軸21a、第2関節軸21b、及び第3関節軸21cを中空軸とする。中空部21a1、21b1、及び21c1には、樹脂からなる円筒状の部材である保護部材213を圧入して、中空部21a1、21b1、及び21c1の内周面を保護部材213で被覆し、ケーブル23の通路となる配線挿通孔を形成する。このような多関節のロボットアーム20bの関節部構造を具備する搬送ロボット20を、ミニエンバイロメント装置に備える。
(もっと読む)
生産システム用汎用セル及び該汎用セルを用いた生産システム
【課題】生産システムを構成する汎用セルとしての高い汎用性によってラインレイアウトの自由度を高く維持し、ひいてはライン構成の変更等に際しての時間的、コスト的なロスをより好適に削減する。
【解決手段】生産システムを構成する汎用セルとして、被加工物(ワーク)の加工に最低限必要とされる要素、すなわちロボット60が支持されたベースユニット10、ロボット60に対してワークの部品を供給する部品供給ユニット20、そしてベースユニット10の上に設けられる加工エリア30をセットとして1つの汎用セル100を構成する。ベースユニット10は、平面形状が正六角形からなって、少なくともワークの搬送に用いられるロボット60をこの正六角形からなる平面領域上を移動可能に支持する。そして、このロボット60の動作範囲を、加工エリア30を含むかたちで、ベースユニット10の内側から外側に至る範囲に設定する。
(もっと読む)
生産システム用汎用セル及び該汎用セルを用いた生産システム
【課題】生産システムを構成する汎用セルとしての高い汎用性によってラインレイアウトの自由度を高く維持し、ひいてはライン構成の変更等に際しての時間的、コスト的なロスをより好適に削減する。
【解決手段】生産システムを構成する汎用セルとして、被加工物(ワーク)の加工に最低限必要とされる要素、すなわちロボット60が支持されたベースユニット10、ロボット60に対してワークの部品を供給する部品供給ユニット20、そしてベースユニット10の外側に延設される加工エリア30をセットとして1つの汎用セル100を構成する。ベースユニット10は、平面形状が正六角正からなって、少なくともワークの搬送に用いられるロボット60をこの正六角形からなる平面領域上を移動可能に支持する。そして、このロボット60の動作範囲を、加工エリア30の少なくとも一部を含むかたちで、ベースユニット10の内側から外側に至る範囲に設定する。
(もっと読む)
組立装置
【課題】一つの組立機が故障停止した時に、隣接する組立機等の運転を停止することなく故障復旧作業を行うことが可能な、組立装置を提供する。
【解決手段】互いに隣接して設けた、第1〜第3組立機11a〜11c間に、被加工物Wを前記組立機11a〜11cに搬送する、第1〜第3回動型被加工物搬送手段12a〜12cを設ける。前記第1〜第3回動型被加工物搬送手段12a〜12cは、前記第1〜第3組立機11a〜11cの互いの側面における固定用安全カバーCfを開口して設ける。
また前記第1〜第3回動型被加工物搬送手段12a〜12cは、それぞれ180度、回動可能に支持すると共に、被加工物Wを載置して搬送する回動基体13a〜13cを備え、これら回動基体13a〜13cには、それぞれ中央に仕切板14a〜14cを設ける。
(もっと読む)
自動調芯装置及び方法
【課題】ティーチング時の調芯作業を短時間で精度良く行う。
【解決手段】調芯制御部110は、スカラーロボットを制御してカソード11を把持爪の先端部105cで把持し、第1電極棒認識カメラ43等の撮像範囲内にカソード11が収まるように移動させる。第1電極棒照明62等で電極棒9とカソード11とを照明し、第1電極棒認識カメラ43等で撮像して電極棒9とカソード11の中心軸ベクトルとその位置のカメラ座標を取得する。次いで、電極棒9とカソード11との間隔L3を算出し、この間隔L3が所定の範囲内にあるか否かを判定部113で判定する。間隔L3が所定の範囲内にないときには、演算部115で誤差量を算出し、この誤差量の分だけロボットヘッドを移動させる。以上を繰り返すことで、電極棒9とカソード11との間隔L3を所定の範囲内に収める。
(もっと読む)
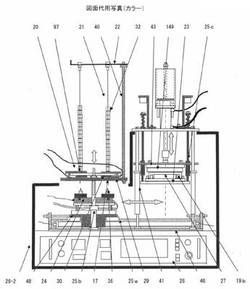
棒状部品用吸着ヘッド
【課題】厳密な位置合せを行わなくても、棒状部品を曲げることなく組立台にセットすることができる吸着ヘッドを提供する。
【解決手段】吸着ヘッド97は、電極棒6の最大外径となるガラスビーズ9よりも大きな内径の吸着穴104aを有する吸着ノズル104と、この吸着穴104aに対し、給気穴103b、貫通穴103a、スリット104bによって接続されたヘッド用エアポンプ107とを備えている。吸着ヘッド97は、ヘッド用エアポンプ107の吸気動作により、電極棒6を吸着穴104a内に吸い込み、吸気動作を継続することで保持して組立台まで搬送する。次いで、ヘッド用エアポンプ107を排気動作に切り換えて、吸着穴104aから電極棒6を排出する。
(もっと読む)
1 - 20 / 26
[ Back to top ]