
Fターム[3C034CA12]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 位置 (507) | 砥石台 (66)
Fターム[3C034CA12]に分類される特許
1 - 20 / 66
ワークの溝加工方法
実切込み量測定方法および加工方法および工作機械
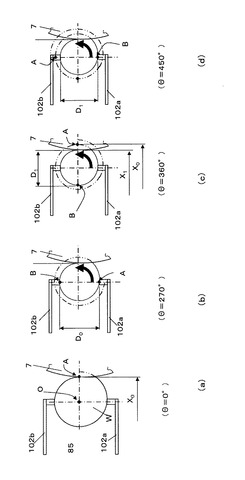
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
研磨装置及び研磨方法

【目的】、過研磨を防止することが可能な研磨装置を提供する。
【構成】実施形態の研磨装置(100)は、ステージ(101)と研磨部(102,104)と検出部(110)とロック機構(120)とを備えた。ステージ(101)は、半導体基板を載置する。研磨部(102,104)は前記半導体基板の上方から前記半導体基板の周縁部を研磨する。検出部(110)は前記半導体基板の基準高さ位置を検出する。ロック機構(120)は、前記研磨部(102,104)が前記基準高さ位置から所定の距離だけ前記半導体基板面側へ移動した場合に、研磨部(102,104)の半導体基板面側への更なる移動が停止されるように、前記研磨部(102,104)の移動を拘束する。
(もっと読む)
切削装置
【課題】 スピンドルが回転中であることを目視で容易に認識できる切削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切削手段とを備えた切削装置であって、該切削手段は、モータにより回転駆動されるスピンドルと、該スピンドルを回転自在に支持するスピンドルハウジングと、該チャックテーブルに保持された被加工物を切削する該スピンドルの先端部に装着された切削ブレードと、該切削ブレードを挟持して該スピンドルに固定するマウントと、を具備し、該マウントと該切削ブレードの少なくとも何れか一方に、該スピンドルの回転中と停止中とで模様が変わることで該スピンドルの回転を認識させる認識マークが形成されていることを特徴とする。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
移動体の接触検知方法
【課題】二つの物体を近づける場合に、両者間の隙間を維持したままできるだけ両者を近づけるとともに、両者が近づいたことを検出することを可能とするための、移動体の接触検知方法を提供する。
【解決手段】少なくとも一方が移動体として移動する二つの物体同士が、所定の距離まで近づいたかを検知するための移動体の接触検知方法であって、少なくとも二つの物体の間に設けたい所定の距離よりも厚い可撓性を有するベース部と、ベース部の少なくとも一部の表層部に形成される可撓性を有する光反射部と、を有する接触センサーを用いる。
(もっと読む)
半導体製造装置
【課題】半導体ウェハのダイシング中にチッピングを発生することなく良好な切断面を有する半導体素子を作製することができる半導体製造装置を提供することにある。
【解決手段】ダイシングブレード34がダイシングシート11に切り込むように半導体ウェハ12のダイシングを行うと共に、その切り込み量Dがダイシングブレード34の円弧状の刃先先端部の半径rに対して((r×1/5)≦D≦rの範囲となるようにした。
(もっと読む)
砥石旋回中心測定方法および砥石旋回中心測定装置
【課題】砥石車の砥石基準点の位置に対する実際の旋回中心点の位置を高精度に測定することができる砥石旋回中心測定方法および砥石旋回中心測定装置を提供する。
【解決手段】砥石車42を第1〜第4旋回角度位置に位置決めし、4つのプレート基準点P0と制御上の旋回中心点Ccとの位置関係を求める。そして、4つの位置関係およびマスタプレート24の既知の寸法等から、幾何学的に砥石車42の砥石基準点Pgと実際の旋回中心点Crとの位置関係を演算する。この方法によれば、砥石台40を旋回させて砥石車42のR形状を成形するツルーイングの砥石形状精度が向上する。
(もっと読む)
加工装置
【課題】比較的安価な機構により高精度な位置決めが可能な加工装置を提供する。
【解決手段】可動部と、該可動部を移動させるモータとボールねじとを含む移動手段と、該移動手段を制御する制御手段とを備えた加工装置であって、簡易スケールユニットを具備し、該制御手段は、所定のタイミングで該モータを回転させて該可動部を該基準距離の始点から終点まで移動させた際の該モータの回転角を記憶する回転角記憶部72と、記憶した回転角と該基準距離とから単位回転当たりの該可動部の移動距離を算出する単位回転角移動距離算出部74と、該単位回転角移動距離算出部74で算出した該単位回転当たりの移動距離に基づいて、該可動部を所定距離移動させるのに必要な該モータの回転角を算出する回転角算出部76を、該回転角算出部76で算出した該回転角だけ該モータを回転させて該可動部を該所定距離移動させるモータ制御部78と、を含む。
(もっと読む)
加工装置
【課題】ワークの種類によらずワークの厚さを確実に測定することができる加工装置を提供する。
【解決手段】保持手段20に保持したワーク1のリング補強部4の上面4aに砥石37の下面37aを押し当てて研削加工する加工装置10において、測定手段50によって砥石37の下面37aの高さを検出し、該下面37aの高さ位置をワーク1の上面4aの高さ位置としてワーク1の厚さを測定する。
(もっと読む)
鋼片の面取り研削方法および鋼片の面取り研削装置
【課題】均一な鋼片の面取りを能率良く自動的に行うことができる鋼片の面取り研削方法および装置を提供する。
【解決手段】スラブS(鋼片)の被研削面12に平行な面内においてそのスラブS(鋼片)の側縁SEの方向に対して所定角度傾斜させることにより、研削砥石GWの外周面のうちスラブSの側縁SEに押し当てられる部分の幅方向の一端がその側縁SEに接触したとき他端がその側縁SEから離隔する状態としつつ、その研削砥石GWをその他端側へ向かってスラブSの側縁SEに沿って移動させることから、研削砥石GWをスラブSの側縁SEに沿って速やかに移動させても研削砥石GWがスラブSに食い込みがなくなるので、均一なスラブSの面取りを能率良く行うことができる。
(もっと読む)
工具研削盤における熱変位補正方法、工具研削盤、NCプログラム
【課題】設備コストがかからない簡単な構成で熱変位補正を可能とする。
【解決手段】S1で暖機運転を行い(第1の暖機運転ステップ)、S3で各基準点の座標値を測定する(第2の基準点測定ステップ)。S5で、測定された座標値と前日の座標値とを比較して両者の差を算出し、S6で算出した差が許容値内にあるか否かを判別する(第1の判別ステップ)。ここで差が許容値内になければ、N回に達するまで暖機運転を繰り返し(第2の暖機運転ステップ)。暖機運転がN回に達すると、S3で再び各基準点の座標値を測定して(第3の基準点測定ステップ)、S5,6で前日の座標値との差が許容値内にあるか否かを判別する(第2の判別ステップ)。ここで許容値内になければ、暖機運転をN回繰り返しても座標値の差が許容値内にならなかったとして、S11で、差に基づいてワーク座標原点を補正し(補正ステップ)、補正したNCプログラムで加工を行う。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
研磨装置
【課題】研磨体の研磨面が消耗しても、研磨面が設定したワーク研磨位置に移動するように制御されて安定した研磨作業が行われる研磨装置を提供すること。
【解決手段】昇降機構4を介して研磨体2を支持部1に対し上昇移動若しくは下降移動した際にこの研磨体2下端の研磨面3が予め設定した基準位置P1に位置したことを検出する基準位置検出手段5と、基準位置検出手段5が前記基準位置P1に位置した研磨体2の研磨面3を検出した際に、この基準位置P1から研磨体2を予め設定した移動量Lだけ上昇移動若しくは下降移動させてこの研磨体2の研磨面3がワーク研磨位置P2に位置するように昇降機構4を駆動制御する制御部を備えた研磨装置。
(もっと読む)
切削装置
【課題】切削ブレードを支持するフランジの端面を適切かつ自動的に研削して端面修正作業を行う。
【解決手段】被加工物を保持する保持テーブルに研削砥石73を有する端面修正治具7を位置決めして配設し、切削手段のフランジ341の端面341aと研削砥石73との少なくともX方向及びZ方向の相対位置を記憶部11が記憶し、制御部10による制御の下で、端面341aと研削砥石73との少なくともX方向及びZ方向の位置関係を調整した後に、端面341aと研削砥石73とをY方向に接近させて端面341aと研削砥石73との接触を該検出部が検出することによってY方向の端面修正開始位置を決定することにより、自動で適切な端面修正作業を遂行することができる。
(もっと読む)
ワーク磨き装置
【課題】円筒形状または円柱形状のワークの磨き作業が行え、1台の装置でボルトとナットの両方の磨き作業が行えるワーク磨き装置を提供することにある。
【解決手段】本発明に係るワーク磨き装置10は、略円筒形状または略円柱形状のワークを保持し回転駆動されるチャック161と、ワークの内周面または外周面に接触してその表面を磨くブラシ本体132と、ブラシ本体132をワークの内周面または外周面に押圧させるブラシ押圧用シリンダー208と、ブラシ本体132をワークの高さ方向に移動させるブラシ昇降用シリンダー206と、を備えるものである。
(もっと読む)
切削装置
【課題】 ワークの全加工領域において均質な研削面を得ることのできる簡易な構成の研削装置を提供すること。
【解決手段】 回転駆動機構(モータ)により回転駆動される砥石(ホーニングヘッド)を、その回転軸に沿って往復移動させる往復移動機構(モータ)を備え、往復移動される砥石の転向点近傍における当該砥石の移動速度Vhの変化に応じて砥石の回転速度Vθを減速制御する回転速度制御手段(制御ユニット)を備える。そして砥石の移動速度に見合う回転速度(周速度)まで減速制御し、移動速度がゼロになると回転速度もゼロすることで、砥石の往復移動速度と回転速度(周速度)との関係を完全同期させ、これによってクロスハッチ線の交差角をワークの全加工領域において一定化する。
(もっと読む)
ワイヤソーのガイドプーリ磨耗検出装置及び磨耗検出方法
【課題】ワイヤソーにおけるガイドプーリの磨耗を早期に検出する。
【解決手段】ガイドプーリ7の案内溝27を経由してワイヤ2を複数の溝ローラ11間に巻き掛け、ワイヤ2を走行させて溝ローラ11間のワイヤ2にワーク15を押し付けることによってワーク15を切断するワイヤソーにおいて、前記ワイヤ2の所定走行速度及び前記ガイドプーリ7の案内溝27の初期外径d1を設定することで、予め前記所定走行速度におけるガイドプーリ7の所定範囲の回転数を設定する制御部と、ガイドプーリ7の回転数を検出するセンサ32とを備えるガイドプーリの磨耗検出装置19。前記ワイヤソーを駆動してワイヤ2が前記所定走行速度に達した時点でのガイドプーリ7の回転数をセンサ32で検出し、この回転数と予め制御部に設定された所定範囲の回転数とを比較し、ガイドプーリ7の回転数が所定範囲外となったことを前記制御部で判断する。
(もっと読む)
1 - 20 / 66
[ Back to top ]