
Fターム[3C034CA22]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 光学的検出 (387)
Fターム[3C034CA22]に分類される特許
121 - 140 / 387
切削装置
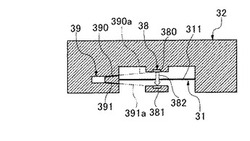
【課題】切削ブレードの状態検出を行う検出手段の発光面及び受光面が加工屑によって汚れるのを抑制する。
【解決手段】切削ブレード31を覆うブレードカバー32と、発光面380と受光面381とを結ぶ光軸382が切削ブレード31の刃先によって遮蔽される量に基づいて切削ブレード31の状態を検出する検出手段38と、切削により飛散する切削水を排出する排出手段とを備えた切削装置において、ブレードカバー32は発光面380、受光面381にそれぞれ流体を供給する第一、第二の噴出口390、391を有し、第一、第二の噴出口390、391は、切削ブレード31の半径方向外側かつ発光面380及び受光面381と排出手段との間に形成して発光面380、受光面381の汚れを抑制し、第一、第二の噴出口390、391から噴出される流体が発光面380、受光面381に到達するまでの経路が切削ブレード31を避けるようにして切削ブレード検出の正確性を確保する。
(もっと読む)
切削装置及び切削方法

【課題】ブレードの形状を非接触で高精度に測定可能な切削装置を提供する。
【解決手段】本発明の切削装置は、ワークを切削する切削装置10であって、回転してワークを切削するブレード40と、ブレード40が取り付けられ、ブレード40の回転方向と垂直な第1方向に移動可能なスピンドル30と、ブレード40を第1方向に移動させながらブレード40の先端の位置を検出するレーザ変位計50とを有する。
(もっと読む)
切削ブレードの消耗量管理方法
【課題】 切削ブレードが常に切削加工し続けることが可能な切削装置における切削ブレードの消耗量管理方法を提供することである。
【解決手段】 第1及び第2チャックテーブルを備えた切削装置における切削ブレードの消耗量管理方法であって、第1チャックテーブル上にウエーハを保持して切削する第1の切削工程と、第2チャックテーブル上にウエーハを保持して切削する第2の切削工程と、第2切削工程を実施している際の時間を利用して、第1チャックテーブルを深さ検出手段の直下に位置付け、深さ検出手段によってウエーハに形成された切削溝の深さを検出し、検出された溝深さから切削ブレードの消耗量を算出する消耗量算出工程と、切削ブレードの消耗量に基づいて切削ブレードの高さ方向の原点位置を補正する位置補正工程とを含んでいる。
(もっと読む)
加工装置
【課題】加工装置において、簡単な構造で、被加工物と一体となったフレームをカセットと仮置き手段との間で確実に搬出入可能とする。
【解決手段】保護テープTを介してフレームFと一体になった被加工物Wを複数収納するカセットと、カセットから搬出されたフレームFまたはカセットに搬入されるフレームFが一時的に所定位置に仮置きされる仮置き手段11と、フレームFをカセットから仮置き手段11の所定位置に搬出すると共に仮置き手段11からカセット内に搬入する搬出入手段とを少なくとも備えた加工装置において、仮置き手段11を構成する第一の側部支持部113及び第二の側部支持部115に、仮置き手段11に載置されたフレームFに向けて光電センサ116、117を対向して配設し、フレームFが適正に載置されているときは、双方の光電センサ116、117によってフレームが認識されていることを検出できるようにする。
(もっと読む)
テーパ状部材研磨装置
【課題】 研磨装置の部品点数を抑えつつ、テーパ状部材の周面を均一に研磨する。
【解決手段】 ハウジングと、駆動部と、位置固定部と、研磨部と、を備え、前記研磨部は、テーパ状部材の周面に掛け渡された第1の研磨ベルトと、前記第1の研磨ベルトの両端がそれぞれ接続され、一方が第1のトルクを受けて前記第1の研磨ベルトを巻き取るとともに、他方が前記第1の研磨ベルトを巻き取る方向の前記第1のトルクより小さい第2のトルクを受けて前記第1の研磨ベルトを繰り出す第1および第2のローラと、前記第1の研磨ベルトが掛け渡され、前記第1の研磨ベルトが前記テーパ状部材の周面の少なくとも半周以上に接触するように、前記テーパ状部材の径の変化に応じて当該径の変化の方向と平行に移動する第3のローラと、を有する。
(もっと読む)
切削装置における切削ブレードの消耗量管理方法
【課題】 溝底に照射するレーザビームを利用して切削ブレードの消耗量を正確に管理可能な切削ブレードの消耗量管理方法を提供することである。
【解決手段】 切削装置における切削ブレードの消耗量管理方法であって、レーザポインタの出射ビームが撮像手段の焦点を通過するように設定し、切削ブレードで被加工物を切削した切削溝中にレーザビームを照射してレーザビームのビームスポットが切削溝の溝底で撮像手段の焦点に一致するように撮像手段を高さ方向(Z軸方向)に移動させる基準位置合致工程を遂行する。被加工物を切削ブレードで適宜切削加工した後に、ビームスポット形成工程及び基準位置合致工程を遂行し、前回実施した基準位置合致工程後の撮像手段のZ軸方向の位置と、今回実施した基準位置合致工程後の撮像手段のZ軸方向の位置の差から、切削ブレードの消耗量を割り出す。
(もっと読む)
眼鏡レンズの周縁加工システム
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法
【課題】本発明は、携帯電話などの携帯端末の表示画面に用いられる薄板ガラスの端面研削を行う際に、カメラの撮影データを利用して研削加工を行うことで、精度よく加工しつつも、薄板ガラスの表面に目印等を設けずに、研削加工を行うことができる研削装置を提供することを目的とする。
【解決手段】S4で、基準ピンの位置から加工ステージの機械原点を算出する。S5で、実ワークのデータから、実ワークの外形の重心位置と、穴部の重心位置とを算出する。その後、S6で、実ワークの重心位置(外形の重心位置と穴部の重心位置)とモデルの重心位置(外形の重心位置と穴部の重心位置)とを一致させる。そして、S7で、加工ステージの機械原点と実ワークの重心位置とを比較して、機械原点とのズレ量(横方向のズレ量X、縦方向のズレ量Y、回転方向のズレ量θ)を演算する。また、実ワークWiとモデルWmとを比較して、外形差により削り込み量Δwも演算する。
(もっと読む)
接合ウェーハの製造方法
【課題】研磨作業が煩雑化することがなく、低コストで生産性に優れ、活性層の厚さを所望の規格内に容易に制御することができる接合ウェーハの製造方法を提供する。
【解決手段】支持用ウェーハと活性層用ウェーハとを接合し、接合体を形成する工程(S1)と、接合体の活性層用ウェーハ側を加工して、第1の厚さの活性層を形成する工程(S2)と、活性層を形成した接合体を研磨用プレートに複数枚貼り付け、活性層を第2の厚さまで研磨する工程(S3)と、研磨した接合体を研磨用プレートに貼り付けた状態で、第2の厚さを光学的に測定する工程(S4)と、測定した第2の厚さに基づいて、活性層を第3の厚さまで再研磨する工程(S5)と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 新たに専用の検知機構を設けることなく、穴加工具の較正の自動化を図る。
【解決手段】 レンズチャック軸に保持されたレンズに穴を加工する穴加工具を持つ穴加工ユニットと、レンズ面に接触させる測定子を保持する保持部材のレンズチャック軸方向の移動を検知するセンサを持ち、センサからの出力信号に基づいてレンズのコバ位置を検知するレンズコバ検知ユニットと、を備え、入力された穴位置データに基づいてレンズ面に穴を加工する眼鏡レンズ加工装置は、レンズコバ検知ユニットを穴加工具の先端位置を検知する検知ユニットとして共用し、穴加工具の先端に保持部材の所定の接触部を接触させたときにセンサからの出力信号に基づいて穴加工具の先端位置の較正データを自動的に得る較正制御手段を備える。
(もっと読む)
研削加工ワークの補正研削加工方法
【課題】被研削加工ワークの補正研削加工時間を短縮でき、かつ、寸法精度の優れる加工ワークを与える。
【解決手段】機上画像計測システムおよびエアブローを備えたNC研削装置を用いて、ワークの測定基準位置と公差を数値制御装置に入力した後に砥石によるワークの研削加工を開始し、ついで、研削加工を終了させて得られた研削加工ワークにエアブローしながら公差を測定し、補正研削加工プログラムを作成した後、補正研削加工を行う。
(もっと読む)
スペクトルの等高線図のピーク位置と時間の関係を使用する終点方法
一態様では、研磨方法は、基板を研磨するステップと、研磨中に監視すべき選択されたスペクトル特徴の識別情報および選択されたスペクトル特徴の特性を受け取るステップとを含む。この方法は、基板が研磨されている間に基板から反射された光の一連のスペクトルを測定するステップを含み、研磨中に材料が除去されるため、その一連のスペクトルの少なくとも一部は異なる。研磨方法は、一連のスペクトル内のそれぞれのスペクトルに対する選択されたスペクトル特徴の特性の値を判定して、その特性に対する一連の値を生成するステップと、一連の値に関数を適合させるステップと、関数に基づいて研磨終点または研磨速度に対する調整を判定するステップとを含む。  (もっと読む)
(もっと読む)
タイヤ研磨装置
【課題】浮出しマークの表面形状が極端に変化したときであっても、削り込み精度を格段に向上させ、手直しが不要で生産能率を向上させることができ、また、砥石の細かな動きを可能にして研削精度を向上させることができるタイヤ研磨装置を提供することを課題とする。
【解決手段】タイヤを保持する上リムおよび下リムと、浮出しマークの表面形状を測定する表面形状測定手段と、表面形状測定手段による測定結果に基づいてタイヤ形状を変化させて浮出しマークの表面形状を調整するマーク位置修正手段とを備え、マーク位置修正手段は、上リムおよび下リムの間隔を調整するリム間距離調整機構と、上リムおよび下リムにより保持されてタイヤの内圧を調整する内圧調整機構とを備えていることを特徴とする。
(もっと読む)
切削装置における切削ブレードの消耗量管理方法
【課題】切削ブレードの正確な最下点端部位置でセットアップを行うことが可能な切削装置における切削ブレードの消耗量管理方法を提供する。
【解決手段】光学センサー65をX方向(水平方向)及びZ方向に移動してX方向の少なくとも異なる3点で切削ブレード50の外周端部を検出する複数端部検出工程と、検出された複数の外周端部のX,Z座標から該切削ブレード50の回転中心座標(X0、Z0)55を算出する中心算出工程と、回転中心座標(X0、Z0)のX座標と合致する位置X0に該光学センサーを位置付け、該切削ブレードをZ方向に移動させて、該切削ブレード50の最下点となる端部の位置を検出する最下点端部検出工程と、該中心算出工程と該最下点端部検出工程とを遂行して、前回割り出された該切削ブレード50の最下点端部の位置と比較し、該切削ブレード50の消耗量を算出する消耗量算出工程と、を具備したことを特徴とする。
(もっと読む)
切削装置における切削ブレードの消耗量管理方法
【課題】切削ブレードの正確な最下点端部位置でセットアップを行うことが可能な切削装置における切削ブレードの消耗量管理方法を提供する。
【解決手段】光学センサー50をX方向(水平方向)及びZ方向に移動してX方向の少なくとも異なる3点で該切削ブレード50の外周端部を検出する複数端部検出工程と、検出された複数の外周端部のX,Z座標から該切削ブレード50の回転中心座標(X0、Z0)55を算出する中心算出工程と、該切削ブレード50の回転中心座標(X0、Z0)と該切削ブレード50の複数の外周端部のうち少なくとも一つの外周端部のX,Z座標に基づいて、該切削ブレード50の半径を算出する半径算出工程と、該中心算出工程と該半径算出工程とを遂行して、前回割り出された該切削ブレード50の半径と比較し、該切削ブレード50の消耗量を算出する消耗量算出工程と、を具備したことを特徴とする。
(もっと読む)
研削装置
【課題】照明機器で照らしたワークをカメラで撮影して、その撮影データを利用してワークの研削加工を行う研削装置において、照明機器の照射した光が外部に漏れるのを確実に防いで、ワークの位置が撮影データで明確に分かるようにすることで、研削加工の精度を高めることができ、また、照明機器が研削用冷却水の影響を確実に受けないようにすることで、照明機器の照明性能を維持できるようにした、研削装置を提供する。
【解決手段】照明枠52を、照明移動ユニットによって、ワークWの撮影時にはキャッチパン36の側壁36aの内方側に位置させて、ワークWの研削加工時にはキャッチパン36の側壁36aの外方側に位置させるようにしている。
(もっと読む)
ガラス板局所研磨装置、ガラス板局所研磨方法、ガラス製品の製造装置、及びガラス製品の製造方法
【課題】研磨品質を安定させ、生産効率を向上させるガラス板局所研磨装置、ガラス板局所研磨方法、ガラス製品の製造装置、及びガラス製品の製造方法を提供すること。
【解決手段】検出手段4によりガラス板G表面の欠陥を検出した後にガラス板Gをテーブル2へ吸着固定し、ガラス板Gの外形サイズよりも小さい外形サイズの研磨パッド34により検出手段4により検出された欠陥Dの位置とその周囲を研磨することにより、全面研磨せずとも欠陥Dを除去する。
(もっと読む)
2つのスピンドルセットを備えた研削盤
本発明は、工作物(20、22、48、60)を研削するための研削盤、特に、近接して配置された2つの工作物(48)を同時に研削するための研削盤に関する。研削盤は、少なくとも2つの第1研削スピンドル(26、26')と、少なくとも2つの第2研削スピンドル(28、28')とを備えており、少なくとも2つの第2研削スピンドルのそれぞれが砥石固定部(37)を持つと共に第1研削スピンドル(26,26')の一方のスピンドル部(30)上に支柱(40)によって旋回可能に取り付けられており、その結果、各第1研削スピンドル(26、26')の回転軸(46)を中心として旋回することができる。  (もっと読む)
(もっと読む)
ブレード交換装置
【課題】切削ブレードを複数収容可能なブレード収容手段に収容された切削ブレードのブレード種類を正しく識別すること。
【解決手段】本発明のある実施の形態において、ブレード交換装置は、ワークを切削する切削装置において第1,第2の切削手段で使用される第1,第2の切削ブレードを交換するためのものであり、第1,第2のブレードラック71a,71bを備える。この第1,第2のブレードラック71a,71bは、ブレード種類を記録したバーコードラベルが裏面に貼付された交換用の切削ブレードを複数収容する。また、第1,第2のブレードラック71a,71bは、バーコードラベルからブレード種類を読み取る読み取り機構713を備える。
(もっと読む)
121 - 140 / 387
[ Back to top ]