
Fターム[3C034CA22]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 光学的検出 (387)
Fターム[3C034CA22]に分類される特許
41 - 60 / 387
基板の研磨装置及び研磨方法
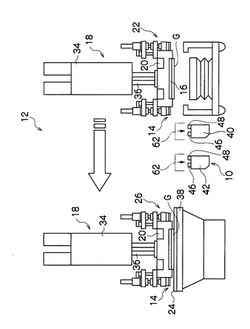
【課題】本発明は、基板を吸着保持する吸着シートの破れを自動で確認できる基板の研磨装置及び研磨方法を提供する。
【解決手段】本発明の研磨装置12は、3台の光電センサ40〜44を備えた検査装置10を有する。光電センサ40〜44は、貼着ステージ22から研磨ステージ26に向けて搬送中の膜体16の破れを検出する。光電センサ40〜44は、光を投光する投光部46と光を受光する受光部48とを備えている。投光部46及び受光部48は、膜体16の吸着シート32に対向配置され、投光部46から光を吸着シート32に投光し、吸着シート32から反射した前記光を受光部48によって受光する。前記受光量の変化に基づいて膜体16に破れが発生したと検知部50が判定する。
(もっと読む)
ワーク切削ラインの表示方法

【課題】半導体ウェハのようなワークでの切削ラインの位置を直観的に認識し易くし、切削ラインの位置の確認を混乱せずに確実に行えるようにする。
【解決手段】第1カメラ22で撮影したワーク全体を映し出す広範囲画像および第2カメラ24で撮影した前記ワークの一部を拡大して映し出す高倍率画像であって工作機械の制御軸座標との対応関係が既知の画像を画像処理装置28により生成し、工作機械の制御装置に記憶しているワークの切削位置データに基づいて画像処理装置により切削ラインの描画データを生成し、ワークの広範囲画像および高倍率画像に切削ラインを重ね合わせてディスプレイ装置30に表示する。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
透明板状物のエッジ検出装置及び研削装置
【課題】 透明板状物の外周エッジを的確に検出できるエッジ検出装置を提供することである。
【解決手段】 第1面及び該第1面と反対側の第2面を有する透明板状物のエッジを検出するエッジ検出装置であって、透明板状物より小さい支持面を有し該支持面で透明板状物の該第1面側を支持する支持台と、該支持面より下方に配設されて該支持台で支持された透明板状物の該第1面に向かって光を照射する光源と、該光源と該支持面との間に配設されて該光源から透明板状物の外周エッジに照射される光を遮光するとともに、該支持台を囲繞する透明板状物のサイズより小さい開口を備え、該開口を通して該光源から照射された光の一部を透明板状物に照射するマスク部と、該支持面に対面して配設されて該光源からの光が照射された透明板状物の第2面側を撮像する撮像手段と、該撮像手段で撮像された撮像画像に基づいて透明板状物の外周エッジを検出するエッジ検出部を有する制御手段と、を具備したことを特徴とする。
(もっと読む)
ダイシング装置
【課題】ブレードの位置検出を精度良く行いブレードの摩耗状態を正しく把握するとともに、装置の小型化を図る。
【解決手段】ワークに対して相対的にY方向にインデックス送りとZ方向に切り込み送りとがされる回転ブレードと、前記ワークを載置して前記回転ブレードに対し相対的にX方向の切削送りがされるワーク加工テーブルを有し、前記回転ブレードにより前記ワークの切削加工を行うダイシング装置において、前記ワーク加工テーブルに関して前記回転ブレードとは反対側で、前記ワーク加工テーブルが駆動しても干渉しない位置にその検出部が位置するように、前記回転ブレードを保持するスピンドルと同じ支持部材に取り付けられた、前記回転ブレードの先端位置を検出するブレード位置検出器を備えたことを特徴とするダイシング装置を提供する。
(もっと読む)
研削装置
【課題】中心から外周に向けて徐々に厚くなるように保護膜を被覆する保護膜被覆機構を備えるとともに、被加工物を均一な厚みに研削することができる研削装置を提供する。
【解決手段】被加工物10を保持する円錐状の保持面を備えたチャックテーブル532と、研削手段と、研削送り手段と、支持面に液状樹脂を滴下し被加工物を回転させて支持面に保護膜210を被覆する保護膜形成手段とを具備する研削装置であって、保護膜210の厚みを計測する厚み計測手段と、対面態を調整する対面状態調整手段と、保護膜210の厚み情報を記憶するメモリを備え、厚み情報に基づいて対面状態調整手段を制御する制御手段とを具備し、制御手段は、保護膜210の厚み情報に基づいて保護膜210の外周から中心に至る勾配を求め、外周から中心に至る勾配とチャックテーブル532の円錐状の保持面における外周から中心に至る勾配に基づいて対面状態調整手段を制御する。
(もっと読む)
切削装置
【課題】チャックテーブル上からのガイド枠の取り外し忘れにより、ガイド枠、切削ブレード、又は装置を破損させる恐れのない切削装置を提供する。
【解決手段】パッケージ基板11を保持するチャックテーブル機構38と、パッケージ基板11を切削する切削ブレードを有する切削手段とを備えた切削装置であって、該チャックテーブル機構38は、パッケージ基板11を保持する保持面18aに分割予定ラインに対応した切削ブレードの逃げ溝34が形成されたチャックテーブル18と、パッケージ基板11の該分割予定ラインを該チャックテーブル11の該逃げ溝34に対応させてパッケージ基板11を該チャックテーブル18上に載置するためのパッケージ基板11に対応した開口36aを中央に有し、該チャックテーブル18上に着脱可能に装着されるガイド枠36とを含み、該チャックテーブル18上の該ガイド枠36の有無を検出するガイド枠検出手段を具備する。
(もっと読む)
研削装置
【課題】ワークのチャックテーブルからズレを検出する。
【解決手段】ワークを保持する保持面が形成された保持手段と、該保持手段に保持された前記ワークを研削加工する加工手段とを有する研削装置であって、該保持面の所定位置に搬入されたワークが、研削加工中に該所定位置からズレた際に、該ズレ量を検出するズレ検出手段を有し、該ズレ検出手段は、ワークのエッジ近傍に検出光を照射する照射部と、ワークで反射した該検出光を受光する受光部と、該受光部での受光に基づいてワークのズレを算出する演算部と、該演算部で算出したズレが予め設定した閾値を下回っていた場合には研削加工を続行し、予め設定した閾値を上回っていた場合には研削加工を停止する制御部と、を有する研削装置とする。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
研削装置
【課題】他の部材に埋め込まれた所定の部材の頭出しを行なうように高精度に研削する。
【解決手段】ワークを保持する保持面が形成された保持手段と、該保持手段に保持されたワークを研削加工する加工手段と、該加工手段の動きを制御する制御手段とを有する研削装置であって、前記ワークは、反射率が第一の反射率である第一部材と、該第一の部材を被覆した反射率が第二の反射率である第二部材で構成され、該制御手段は、研削中の前記ワークの被研削面に検出光を照射して被研削面からの反射光を受光する検出部を有し、該検出部で検出された受光量に基づいて該第二の部材に覆われた該第一の部材が露出したと判断した際に、前記ワークの研削を停止する。
(もっと読む)
加工装置
【課題】砥石がワークに接触してワークの研削が行われる研削装置において、研削加工中においても砥石の磨耗量を測定できるようにする。
【解決手段】ワークWを保持する保持手段2と、砥石321を備えた工具32がスピンドル30に装着されスピンドル30がスピンドルカバー31に覆われた構成の研削手段3とを有する加工装置1において、砥石321の磨耗量を検出する検出手段4を備え、検出手段4は、砥石321の先端位置変化を検出する検出部41と、検出部41をスピンドルカバーに固定する固定部40とを備える。研削手段3の上下移動とともに検出部41も上下移動可能であるため、研削手段3の上下移動の影響を受けることなく研削加工中も常に砥石321の先端位置を検出し、磨耗量を測定することができる。
(もっと読む)
切削溝の計測方法
【課題】切削ブレードの変位量を検出するためにワークに形成する計測溝を撮像手段で撮像することができない場合があるという問題を回避する。
【解決手段】第2の撮像手段46Bによる計測溝G3の撮像範囲を、割り出し方向に延びる任意のストリート2を基準線Lとして基準線Lから加工方向にストリート2の間隔の整数倍にプラスアルファの距離移動した箇所とすることにより、計測溝G3がどのストリート2に形成されていても撮像される画像を同じようなものとして計測溝G3の撮像を可能とする。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
加工装置
【課題】ワークの種類によらずワークの厚さを確実に測定することができる加工装置を提供する。
【解決手段】保持手段20に保持したワーク1のリング補強部4の上面4aに砥石37の下面37aを押し当てて研削加工する加工装置10において、測定手段50によって砥石37の下面37aの高さを検出し、該下面37aの高さ位置をワーク1の上面4aの高さ位置としてワーク1の厚さを測定する。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
(もっと読む)
ポリッシング装置およびポリッシング方法
【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
(もっと読む)
研削装置
【課題】 自動的に原点位置出し(セットアップ)を行うことが可能な研削装置を提供することである。
【解決手段】 研削装置であって、チャックテーブルの保持面の高さ位置を検出する保持面高さ位置検出部と、発光部と受光部とを含み、発光部と受光部との間に研削ホイールの研削砥石が位置づけられることで研削砥石の先端の高さ位置を検出する保持面高さ位置検出部から所定距離上方に配設された研削砥石高さ位置検出部とを有する高さ位置検出手段と、高さ位置検出手段をチャックテーブルと研削ホイールとの間である検出位置と、チャックテーブルから外れた退避位置との間で位置付け可能な位置付け手段とを含んでいる。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状シリコンインゴットの側面剥ぎ切断装置上で、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する方法および外周刃の横揺れ幅を小さくすることができる自己補償機構の提供。
【解決手段】 加圧冷却液供給パッド一対96p,96pを外周刃91aを挟んで外周刃の前面および後面に設け、ポンプ96pより供給される加圧液体の供給管を2分岐し、分岐された供給管のそれぞれの先端を前記一対の加圧冷却液供給パッドの液体貯め空間に望ませた外周刃横揺れ自己補償機構96。および、レーザ光反射型変位センサsを用い、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
研削装置
【課題】保持テーブルの回転によるワークの位置ずれを抑制でき、ワークの位置を精度よく検出できる研削装置を提供すること。
【解決手段】研削装置の検出手段における保持テーブル8aは、上面中央に吸引口8lを有する基台部8gと、基台部8g上に吸引口8lを囲むように配設された環状部材8hと、基台部8g上の環状部材8hの内側に配設された中央部材8iと、を有し、環状部材8hは非通気性と弾性とを有しワークW表面に貼着された保護テープの凹凸を吸収できる厚みであり、中央部材8iは通気性と弾性とを有する構成とした。
(もっと読む)
41 - 60 / 387
[ Back to top ]