
Fターム[3C034CA22]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 光学的検出 (387)
Fターム[3C034CA22]に分類される特許
61 - 80 / 387
インゴットの切断方法
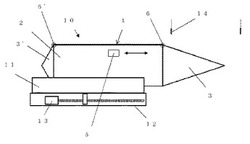
【課題】多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【解決手段】円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
(もっと読む)
研削装置

【課題】厚さ測定用の検査用光線が透過する窓部とワークとの間に液体を供給することを停止した際に、外部の空気が窓部の表面に到達することを抑える。
【解決手段】厚さ測定時には液体源51から第二のケース42内に水Wを供給して第一のケース41の窓部412とワーク1との間に液体クッションW1を形成し、非接触測定手段40の発光受光部43から発せられる検査用光線を、窓部412および液体クッションW1を通してワーク1に発する構成において、厚さの測定が終了して液体源51から第二のケース42への水Wの供給を停止した際には、気体源52から第二のケース42内に空気を供給して窓部412をエアーブローし、第二のケース42内に外部の空気が流入しにくくする。
(もっと読む)
切削ブレード検出機構
【課題】増幅器から出力される電気信号が一定値になるように自動的に調整可能な切削ブレード検出機構を提供する。
【解決手段】切削装置で使用される切削ブレード検出機構であって、発光素子66と、発光部70と、受光部80と、該受光部80で受光した受光量を電気信号へ変換する受光素子76と、該発光部70と該受光部80間に切削ブレード28が位置しない状態で該受光部80が受光した受光量を該受光素子76で変換した電気信号が第1の値となるように該発光素子66及び該受光素子76の経時劣化に応じて電気信号を増幅する増幅部82と、該増幅部82からの電気信号を受信する受信部88と、該受信部88で受信した電気信号が該第1の値になるように該増幅部82の増幅量を制御する増幅制御部90と、該増幅量が上限値に達した時に警告を発するとともに該増幅部82の該上限値以上の増幅を禁止する警告発信部92とを有する制御手段86と、を具備する。
(もっと読む)
切削ブレード検出機構
【課題】加工時間を増加することなく切削加工中にセットアップを実施できるとともに、切削ブレードの磨耗量を検出できる切削装置の切削ブレード検出機構を提供する。
【解決手段】切削ブレードの半径方向に整列した複数の受光部74を有する受光手段と、第1のタイミングで発光部70からの発光を受光した受光部74の数を第1受光部数として記憶する第1記憶部88と、第1記憶部88で受光部74の数を記憶した後に切削ブレードで所定時間被加工物を切削した後、第2のタイミングで発光部70からの発光を受光した受光部74の数を第2受光部数として記憶する第2記憶部90と、第2記憶部90で記憶した第2記憶部数から第1記憶部88で記憶した第1記憶部数を減じた値に基づいて第1のタイミングから第2のタイミングまでの切削ブレードの磨耗量を算出する算出部92等を有する制御手段84と、を具備した。
(もっと読む)
研削装置
【課題】研削対象が複数の板状部材が貼り合わされて構成されたワークの表面に露出した被加工板状部材である場合であっても、被加工板状部材の厚みを適切に検出し、被加工板状部材の厚みを所望の厚みに精度高く研削する。
【解決手段】選別部102が、厚み検出部70が検出した厚みのうち、記憶部101に記憶されている厚みに最も近い厚みを被加工板状部材Waの研削前の厚みとして選別する。制御部103が、選別部102によって選別された被加工板状部材Waの研削前の厚みから研削加工中に高さ位置検出部80が随時検出するワークW表面の高さ位置Hの変化量を減算することによって被加工板状部材Waの厚みを算出し、算出された厚みに従って研削ユニットを制御することによって被加工板状部材Waを所望の厚みに研削加工する。
(もっと読む)
ガラス板の角部加工装置及び角部加工方法
【課題】個々のガラス板に寸法や形状等のばらつきがあっても、各ガラス板の四隅の角部を精度良く、かつ、効率的に研削加工することができるガラス板の角部加工装置と角部加工方法を提供する。
【解決手段】基準位置に合わせて固定した矩形のガラス板Gの四隅の角部を、各角部ごとに設けられた回転工具4を加工プログラムにより互いに直交するX軸方向及びY軸方向へ移動させて研削加工するガラス板Gの角部加工装置10において、ガラス板Gの四隅の各角部を成す二つの辺を検知手段7で検知し、その検知データに基いてガラス板Gの各角部の角度及び基準位置に対するガラス板Gの位置ずれ量を演算し、演算したガラス板Gの各角部の角度及びガラス板Gの位置ずれ量に基いて加工プログラムを補正するようにした。
(もっと読む)
ダイシング装置及びダイシング方法
【課題】カッターセット機構、ブレード、ワークテーブルの相対的位置を非接触で容易に検知し、高い精度を保つことが可能なダイシング装置及びダイシング方法を提供すること。
【解決手段】測定手段18でスピンドル3とワークテーブル4との間の距離、スピンドル3と基準位置部材16との間の距離、またはスピンドル3とワークWとの間の距離を測定することにより、スピンドル3とワークテーブル4、スピンドル3とブレード2、スピンドル3とワークWとの相対的な位置を算出する。
(もっと読む)
観察点焦点合わせ支援機能付きの工作機械
【課題】テレセントリック光学系顕微鏡システムを用いながらも、観察対象物に対する焦点合わせを容易に実施できるような観察点焦点合わせ支援機能付きの工作機械を提供すること。
【解決手段】落射照明用の光源と光路とが設けられたテレセントリック光学系顕微鏡システムと、前記テレセントリック光学系顕微鏡システムの画像を撮影するCCDカメラと、前記落射照明用の光路に対して斜め方向から第1スポット光を投影させる第1スポット光源と、前記落射照明用の光路に対して斜め方向から第2スポット光を投影させる第2スポット光源と、を備える。第1スポット光も第2スポット光も、テレセントリック光学系顕微鏡システムの焦点レベルにおいて、テレセントリック光学系顕微鏡システムの画像内に入るようになっている。第1スポット光と第2スポット光とは、テレセントリック光学系顕微鏡システムの焦点レベルにおいて、互いに交差するようになっている。
(もっと読む)
光安定性ポリマー終点検出窓を有するケミカルメカニカルポリッシングパッドおよびそれを用いた研磨方法
【課題】磁性基板、光学基板および半導体基板から選択される基板を研磨するのに適している、ケミカルメカニカルポリッシングパッドを提供する。
【解決手段】アミン部分の未反応−NCO部分に対する化学量論比が95%未満で前記芳香族ポリアミンおよびイソシアネート末端プレポリマーポリオールが提供され、前記光安定性ポリマー終点検出窓が、1kPaの一定軸引張荷重で60℃一定温度で100分で測定したときに0.02%以下の時間依存性歪みを示し、厚み1.3mmの窓について波長380nmにおいて、15%以上の光学複光路透過率(optical double pass transmission)を示し、かつ研磨表面が、磁性基板、光学基板および半導体基板から選択される基板を研磨するのに適している、ケミカルメカニカルポリッシングパッド。
(もっと読む)
研削装置
【課題】表面に凹凸を有するウェーハであっても回転する仮置きテーブルに対する位置ズレを抑制でき、ウェーハの位置を精度よく検出できる研削装置を提供すること。
【解決手段】ウェーハWを支持する支持面64を有する仮置きテーブル35と、支持面64に支持されたウェーハWの外周縁部を撮像する撮像部36と、仮置きテーブル35を支持面64に直交する鉛直軸まわりに回転させ、ウェーハWの外周縁部を順々に撮像部36の撮像範囲に臨ませる回転部61とを備え、仮置きテーブル35の支持面64は、回転によってウェーハWに作用する力よりも大きな摩擦力をウェーハWに付与する摩擦材65により形成される構成とした。
(もっと読む)
半導体装置の製造方法
【課題】深い溝に埋め込まれる被加工層の表面に対する平坦化工程のプロセス管理を高い精度で行うことができる半導体装置の製造方法を提供する。
【解決手段】被エッチング材10の主面を選択的にエッチングして第1の溝STとこの第1の溝STよりも深い第2の溝DTとを形成する工程と、第1の溝ST及び第2の溝DTにそれぞれ被加工材料を堆積させて被加工層を成膜する工程と、この被加工層の表面を平坦化する平坦化工程と、平坦化工程の後または途中で第1の溝STにおける被加工層14Sの厚みを測定する工程とを備える。
(もっと読む)
研磨装置および方法
【課題】圧力室を形成するメンブレンを用いた基板保持装置において研磨中に半導体ウエハ等の基板の温度を推定して基板の温度を制御することができる基板保持装置および該基板保持装置を備えた研磨装置を提供する。
【解決手段】研磨面101aを有した研磨テーブル100と、基板Wを保持して研磨面101aに押圧する基板保持装置1と、制御部50とを備えた研磨装置であって、基板保持装置1は、基板に当接して基板保持面を構成する弾性膜4と、弾性膜4の上方に位置するキャリア43と、弾性膜4とキャリア43との間に形成された圧力室5,6,7,8と、弾性膜4からの熱エネルギを測定する赤外線検出器45とを備え、制御部50は、赤外線検出器45による測定値を用いて弾性膜温度推定値を算出する。
(もっと読む)
切削装置の切削ブレード検出機構
【課題】切削ブレードを構成する環状の切れ刃が基台の外周縁から離脱して全破損したことを確実に検出することができる切削ブレード検出機構を提供する。
【解決手段】チャックテーブルに保持された被加工物を切削する環状の切れ刃を備えた切削ブレードの回転軸方向の一方の側に配設された発光手段と、切削ブレードの回転軸方向の他方の側に発光手段と対向して配設され発光手段によって照射された光を受光する受光手段と、該受光手段によって受光された光の受光量に基づいて該環状の切れ刃の状態を判定する制御手段とを具備する切削装置の切削ブレード検出機構であって、切削ブレードは円形状の基台と円形状の基台の外周部側面に装着され基台の外周縁から突出して形成された環状の切れ刃とからなり、発光手段の発光面および受光手段の受光面は円形状の基台の外周部によって一部が遮光される位置に配設されている。
(もっと読む)
終点検出方法
【課題】埋め込み配線層を研磨加工する際の終点検出をより効果的に行うことのできる研磨加工の終点検出方法を提供する。
【解決手段】本発明の実施形態に係る終点検出方法は、半導体基板上に形成された半導体デバイスの埋め込み配線層を研磨する際の終点検出方法であって、半導体基板上に形成された絶縁膜に膜厚測定用の溝をダイシングライン上に形成する工程と、溝を含む絶縁膜上に金属膜を形成する工程と、研磨液を用いて、金属膜を研磨する工程と、ダイシングライン上の溝の位置に対応する窪み内に残存する金属膜の膜厚を計測するステップと、を具備する。
(もっと読む)
芯取機のワーク芯出し方法
【課題】光学レンズだけでなく、レチクルの付いたガラス板の芯出し動作を行うことのできる芯取機の芯出し方法を提案すること。
【解決手段】芯取機1では、ホルダー4に載せたガラス板3の表面画像をカメラで撮影し、得られた撮影画像からガラス板3のレチクルパターン30の中心位置Pの画像認識位置P1を算出し、ホルダー4を既知の回転角αだけ回転させ、再びレチクルパターンを撮影し、得られた撮影画像から中心位置Pの画像認識位置P2を算出する。回転角αと画像認識位置P1、P2を用いて、ホルダー4の回転中心位置Oと、これに対するワークの中心位置Pの偏心方向δと偏心量εを算出する。次に、ホルダー4を回転させて、偏心方向を砥石9の方向に一致させ、砥石9によりガラス板3を移動させながらレチクルパターンを撮影して偏心量が規格値以下になるように芯出しを行う。
(もっと読む)
切削ブレード検出機構
【課題】マルチブレードの個々の切刃の状態を独立して検出可能な切削ブレード検出機構を提供する。
【解決手段】第1の切刃28aの状態を検出する第1ブレード検出手段と、第2の切刃28bの状態を検出する第2ブレード検出手段とを具備し、第1ブレード検出手段は、第1の切刃28aを挟むように第1発光部76と第1受光部80が位置づけられるとともに、第1発光部76と第1受光部80を結ぶ光軸が該スピンドル26の軸心に対して傾斜して配設されており、第2ブレード検出手段は、第2の切刃28bを挟むように第2発光部84と第2受光部88が位置づけられるとともに、第2発光部84と該第2受光部88を結ぶ光軸が該スピンドル26の軸心に対して傾斜して配設されている。
(もっと読む)
研削装置
【課題】移動基台に装着された研削手段の原点位置を検出する際に、原点位置検出センサーの脱落等に起因して移動基台に装着された研削手段が暴走するのを防止する。
【解決手段】研削手段の原点位置を検出する際には、研削送り手段のサーボモータを逆転駆動し研削手段が装着された移動基台を離反規制位置検出手段に達するまで上昇移動して離反規制位置に位置付けた後、サーボモータを正転駆動して移動基台を離反規制位置から下降移動し、原点位置検出センサーが遮光信号を出力した場合には原点位置調整工程を実施し、移動基台の下降移動時において移動量検出手段からの検出信号に基づいて移動基台の移動量が離反規制位置から原点位置までの距離に達しているにも拘わらず原点位置検出センサーが遮光信号を出力しない場合には表示手段に異常表示するとともに、研削送り手段の該サーボモータを停止する。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
化学機械的研磨装備の研磨テーブル、これを用いて化学機械的研磨工程をモニターする方法、これを用いて終末点を検出する方法及びその製造方法
【課題】本発明は、インサイチュ終末点検出器の機能の低下なしに化学機械的研磨効率の極大化に適合する研磨パッド、化学機械的研磨効率を極大化させることができる研磨パッドを用いて化学機械的研磨工程をモニターする方法、研磨テーブルを用いて化学機械的研磨工程の終末点を検出する方法並びに、研磨パッドを製造する方法を提供する。
【解決手段】透明な支持層を備える研磨層を含み、透明な支持層に研磨層よりも薄く形成される層が隣接し、研磨層に付着したプラテン層をさらに含み、プラテン層は支持層に対応する位置で貫通ホールを有し、当該ホールの研磨層側の断面が広く形成される部位に直接的に接して支持されるとともに支持層と接する透明なプラテン窓を備え、プラテン窓の研磨層に対して前記プラテン層が位置する方向である下方の部位がプラテン層の研磨層と接する面よりも下方に位置する化学機械的研磨パッドである。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
61 - 80 / 387
[ Back to top ]