
Fターム[3C037BB01]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620) | 切刃先端角度 (71)
Fターム[3C037BB01]に分類される特許
21 - 40 / 71
ドリル及びドリルの製造方法
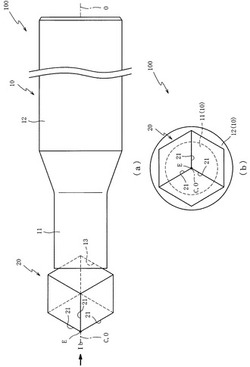
【課題】刃部の耐摩耗性を高めて、工具寿命の向上を図ることができるドリル及びドリルの製造方法を提供すること。
【解決手段】ドリル100によれば、単結晶ダイヤモンドの結晶面の中で最も硬さに優れているとされる(111)結晶面により中心軸線Cに直角な刃部20の断面を構成することで、中心軸線Cの方向、即ち、被削材を削り込む方向に対する刃部20の耐摩耗性を高めることができる。これにより、工具寿命の向上を図ることができる。
(もっと読む)
繊維強化プラスチック用ドリル

【課題】簡易構造かつ低コストであり、高精度の穴加工が実現できる繊維強化プラスチック用ドリルを提供する。
【解決手段】切削排出用の溝1および2が設けられている繊維強化プラスチック用ドリル20において、繊維強化プラスチック用ドリル20の先端角である第1の先端角を有する第1の切れ刃4と、第1の切れ刃4に連続して形成されており、かつ第1の先端角よりも小さい第2の先端角を有する第2の切れ刃8と、第2の切れ刃8に連続して形成されており、かつ繊維強化プラスチック用ドリル20のマージンに逃げ角を設けた第3の切れ刃11とから構成する繊維強化プラスチック用ドリルとする。また、第1の先端角は60°〜150°の範囲として、第2の先端角は10°〜90°の範囲とする。さらに、逃げ角は5°〜20°の範囲とする。
(もっと読む)
多刃穿孔工具
切削加工が難しい、高強度の材料、例えば、鋳鋼、調質鋼、または、他の切削加工が難しい鋼材料といった材料であって、金属鋳造材料、例えばねずみ鋳鉄、および特にGGVまたはADI−鋳物を含む材料の加工に、特に適した多刃穿孔工具について記載される。研削部は、主刃が、少なくとも2つの主刃区域(22、24)を備え、これらの主刃区域(22、24)は、異なる大きさの先端角を規定している。径方向に外側の先端角度(WSPA)は、径方向に内側の先端角度(WSPI)よりも小さく構成されており、このため、良好な切削動作が実現され、工具の寿命が長くなる。  (もっと読む)
(もっと読む)
コアドリル
【課題】センタードリルが被加工物を貫通しても、切刃が被加工物に衝撃的に衝突することのないコアドリルを提供することを目的とする。
【解決手段】 円筒状の基体1と、この基体1の先端に周方向に配置された切刃2と、基体1の基端側に回転駆動装置に取着されるための被取着部1bを備えるとともに、前記円筒状の基体1の中心を貫くように且つ先端が前記切刃2の先端より先端方に突出するよう配置されたセンタードリル5を備えたコアドリルAにおいて、このセンタードリル5の先端に先端角αを有する先端角形成部5Tが形成されるとともに、この先端角形成部5Tの終端から基端よりの部位に、先端角αより角度の小さいテーパ角βを有し外周面に穿孔刃5dが形成されたテーパ軸部5Dを設けた。
(もっと読む)
ボーリング工具及び孔開け加工方法
【課題】微小径の孔を効率的に開ける。
【解決手段】ボーリング工具10は、基部12と、該基部12と同軸上で先端側に設けられた工具部14とを有し、側面に切刃15を備え、先端10aに傾斜面20を備え、先端外周にC面取22が設けられている。外径Dは0.02〜0.18mmであり、切刃15を備える切刃部16の長さLが外径Dに対して7倍以上である。C面取22の寸法Cは、外径Dの0.075倍〜0.35倍である。第1工程では、所定の工具39により、アルミニウム合金の金型30に対して浅い中心穴34を設ける。第2工程では、中心穴34によって位置決めをしてボーリング工具10により空気孔32を開ける。傾斜面20は、周方向の傾斜角度が0°である。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少する構造にした。
(もっと読む)
ツイストドリル
【解決手段】ツイストドリルにおいて、直線状シンニング切刃10から螺旋状主切屑排出溝4側へ形成したすくい面のすくい角と、直線状主切刃11から螺旋状主切屑排出溝4側へ形成したすくい面のすくい角とを互いに一定角度(0度)に設定するとともに、直線状シンニング切刃10と直線状主切刃11との間の境界角部14から延びる境界縁15でこれらのすくい面12,13を互いに交差させている。
【効果】すくい面12,13間の不連続を極力なくし、切削時の引っ掛かり現象を生じにくくしてシンニング切刃10や主切刃11の欠損を防止することができるとともに、シンニング切刃10や主切刃11で生じる切削力が極力同じ向きで働くようにして切削能力を高めることができる。従って、高硬度鋼用のツイストドリルに適している。
(もっと読む)
切削工具
【課題】食い付き時の求心性を向上させて、加工不良を抑制することができる切削工具を提供すること。
【解決手段】切削工具1によれば、切れ刃4は、工具本体2の後端側へ凹となる曲線状に凹設される凹部4aを備え、その凹部4aの範囲内に軸心Oが位置するように構成されているので、切れ刃4が被加工物に食い付く際には、切れ刃4全域が被加工物に食い付いたり軸心O付近の切れ刃から被加工物に食い付いたりせず、工具本体2の外周側の切れ刃を被加工物に食い付かせることができる。よって、食い付き時の求心性を向上させることができる。その結果、工具の振れを抑制することができるので、亀裂の生じ易い脆性材料に穴あけ加工を行う場合であっても、ひびやクラック等を発生させ難く、加工不良を抑制することができる。
(もっと読む)
座ぐり加工用ドリル
【課題】チップポケットを大きくでき切屑の処理性に優れ、切屑分断性に優れ、刃部の欠け、チッピングをしにくい刃先形状を有し、高能率・長寿命に座ぐり加工が可能な座ぐり加工用ドリルを提供。
【解決手段】対をなし先端角αを 170°〜 190°としてチゼル 6からシンニング 2によって外方に延びる2個の2次切れ刃14、14、各2次切れ刃14、14から外方に延びる中凹状の1次切れ刃11、11及び各1次切れ刃11、11からリーディングエッジ12、12まで延びかつドリル回転方向Cでみて後退する外方切れ刃13、13を有し、ドリル心厚Wをドリル直径Dの0.20〜0.40倍とし、中凹状の1次切れ刃11、11の中凹量をドリル直径Dの0.01〜0.06倍とし、後退する外方切れ刃12、12の後退角度θを−1°〜−20°とした。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4の外周コーナ刃部4cを、切れ刃の軌跡を表す図において凸曲線をなすものにした。
(もっと読む)
3溝ドリル
【課題】鋳鉄の鋳抜き穴の仕上げ加工用及び鋳鉄を含む鉄鋼の無垢穴の仕上げ加工用の両方に使用できる3溝ドリルを提供。
【解決手段】ドリル本体外周面に形成された3個のチップ排出溝11と、ドリル本体端部に形成された3個のチゼル 5と、各チゼル 5の外方端部に連続して形成された3個の中心刃 6と、各中心刃 6の外方に連続する3個の主切れ刃 7とを有する3溝ドリルにおいて、ドリル本体端部中心部の第1先端角 1を 120°〜 160°の中凸とし、第1先端角 1の外方に続く第2先端角 2を 180°〜 190°の中凹とした。
(もっと読む)
ドリル
【課題】例えば、鋳抜き穴を切削する場合であっても、ドリルにかかる負荷を低減して工具寿命を長く維持することができ、しかも、加工精度を向上させることが可能なドリルを提供する。
【解決手段】ドリル10は、先端に切刃17a、19aが形成された刃部12と、刃部12の後端側に連続して形成されたシャンク部14とから構成されており、当該ドリル10に対する正面視で前記刃部12には、切刃17a、19aから連続するランド部17b、19bと、該ランド部17b、19bから連続し且つ該ランド部17b、19bよりも直径方向で小径の逃げ部17c、19cと、該逃げ部17c、19cから連続し且つ該逃げ部17c、19cより直径方向で大径のパッド部17d、19dとが設けられている。
(もっと読む)
ドリル
【課題】 CFRPなど難削材を含む複合材料に対する課題であった表面層の捲れ上がりPおよび裏面層の髭バリQの発生を効果的に防止して加工精度の高いドリルを提供すること。
【解決手段】 ドリル本体1の外周面に所定のリード角βをもつ捩れリード溝3を形成し、先端面に先端角αにより形成される切り刃5を有するドリルにおいて、そのドリル本体の先端ヘッド部分10,20に、前記捩れリード溝の先端リード角βaを前記リード角βより小さな角度−10°〜+10°の範囲の一定値に設定した先端リード部3aを形成し、外周掬い角θの設定により前記切り刃5に刃先形状を鋭利にした外周刃部5aを形成するとともに切り刃5の稜線を凹曲線状となしたこと。
(もっと読む)
穴明け工具
【課題】極小径の穴明け工具であっても折損しにくく、頻繁に交換を行う必要がないのは勿論、形状が簡易で製造及び検査が容易となるこれまでにない極めて実用性に秀れた穴明け工具の提供。
【解決手段】一若しくは複数の螺旋状の切り屑排出溝1,2を具備する穴明け工具であって、先端部に工具中心軸と交差する稜線のない平坦な先端面5を設ける。
(もっと読む)
穴あけ工具及び穴あけ加工方法
【課題】 アルミニウム等の非鉄金属に対して、穴あけ工具の工具径よりも径が大きくなった様々な穴径の穴を効率よく加工できるようにする。
【解決手段】 回転する工具本体10の先端部に、回転中心を越えて半径方向に伸びた正面主切刃11と回転中心に達しない半径方向に伸びた正面副切刃12とが形成されると共に、外周部にねじれ溝13とねじれ溝に沿った外周切刃14が形成された穴あけ工具において、上記の工具本体の先端角θを180°<θ≦210°、工具径Dに対する芯厚dを0.4≦d/D≦0.65にすると共に、正面主切刃が半径方向に平行な状態で回転中心よりも回転方向上流側にずれるように形成し、この穴あけ工具を回転させて軸方向に送ると共に、この穴あけ工具を工具径D以下の円周軌道上を公転させて穴加工を行うようにした。
(もっと読む)
ハニカム体成形用金型製造用ドリル及びそれを用いたハニカム体成形用金型の製造方法。
【課題】材料の押し出し量が均一であるハニカム体成形用金型を製造することが可能な、刃具寿命の長いハニカム体成形用金型製造用ドリル、及びそれを用いたハニカム体成形用金型の製造方法を提供すること。
【解決手段】ハニカム体成形用金型を製造するに当たって、金型素材の穴成形面に直径0.7〜1.3mm、深さ13.5〜14.5mmの供給穴を形成する穴加工工程を行う際に用いる。超硬製であり、2つの先端切れ刃51と、その外周端から螺旋状に形成された2本の側面切れ刃52と側面切れ刃52に沿って形成された切り屑排出用の螺旋状の溝部53とを有する刃部5と回転手段のチャックに保持されるシャンク部6とを軸方向に連ねて構成されている。刃部5における芯厚は0.20〜0.32mm、刃部5の長さは供給穴の深さにその直径の2倍の長さを加えた値以上20.0mm以下の長さであり、2つの先端切れ刃51のなす角度は110〜120°である。
(もっと読む)
ドリル
【課題】先端側に突出した中心切刃の食い付き性がよく精度の良い穴明け加工を行うことが可能であるとともに、中心切刃のチッピングを防止することができるドリルを提供する。
【解決手段】軸線O回りに回転されるドリル本体2を有し、このドリル本体2の先端に、軸線Oに沿って先端側に向けて突出した中心切刃と、この中心切刃の外周端に連なり、中心切刃の先端部分よりも後端側に位置する外側切刃21とが設けられたドリル1であって、中心切刃は、第1先端角αで交差する第1中心切刃11と、この第1中心切刃11の外周端に連なり第2先端角βで交差する第2中心切刃12と、を備えており、前記第1先端角αが前記第2先端角βに対してα>βとなるように構成されていることを特徴とする。
(もっと読む)
ドリル
【課題】CFRPとアルミ二ウム合金の積層材料等に対して穴あけ加工を行う際に、加工穴開口端にバリが生じることを防止できるとともに、加工穴底部からの切屑の排出を促進して切削加工を良好に行うことができるドリルを提供する。
【解決手段】ドリル本体10の先端側外周に切屑排出溝13が形成され、ドリル本体10の先端側に向けて開口する凹溝15に、切刃22を備えた刃先部材18が固定されてなるドリルにおいて、刃先部材18は、ダイヤモンド層の両側に超硬合金層が配置され、切刃22がダイヤモンド層に形成されており、切刃22の先端角αが135°≦α≦145°の範囲内に設定され、切屑排出溝13は、後端側に向かうにしたがいドリル回転方向T後方側に向けてねじれ角θでねじれており、ねじれ角θが25°≦θ≦35°の範囲内に設定され、ドリル本体10には、先端側に向けて開口する流体供給孔30が穿設されていることを特徴とする。
(もっと読む)
穴開け工具
【課題】手作業によるバリ取り作業を無くしバリの発生が抑制できる穴開け工具を提供する。
【解決手段】被削材7に穴開けを行う穴開け工具1であって、切削方向が切り屑となる部位8に向く先端刃2A、2Bを有する。先端刃2A、2Bのなす角度である先端角αは、180度以上とする。また、工具先端に加工穴位置を固定するための食いつき刃6を設ける。この構成により、バリの発生を抑制する。
(もっと読む)
ドリル
【課題】位置により先端角が異なる切刃を有したドリルにおいて、切刃の耐摩耗性を向上する。
【解決手段】本発明のドリル21は、切刃6の先端角が中心位置から最大径位置(D−D)に向けて中心位置先端角A°(但し、0°<A°<180°)から最大径位置先端角0°まで連続した変化により減少し、切刃6の逃げ角が中心位置から最大径位置に向けて連続した変化により減少する形状に形成されている。本発明のドリル21の切刃6は、最大径位置において逃げ角(ε)を有することによりリーミング用の切刃をも構成している。切刃6の刃先及び逃げ面に角が無いため耐摩耗性が良好である。
(もっと読む)
21 - 40 / 71
[ Back to top ]