
Fターム[3C037EE04]の内容
穴あけ工具 (3,056) | 他の加工具との組合せ (91) | 裏座ぐり工具 (17)
Fターム[3C037EE04]に分類される特許
1 - 17 / 17
切削工具
【課題】切削効率が高くかつ、安定性の高い切削を実現すること。
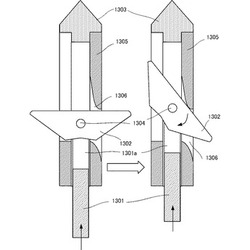
【解決手段】 筒状部1305と、筒状部1305に挿入された軸状部1301とを含む長尺部材と、長尺部材の一端に設けられ、中央に回動軸を備え、回動軸を挟む2つの位置に刃を備えたブレード1302と、長尺部材の他端に設けられ、筒状部1305と軸状部1301とを相対的に直線移動させる操作部と、操作部の操作によって生じた筒状部1305と軸状部1301との相対的な直線移動を、ブレード1302の回動に変更し、長尺部材の内部に収容された収容位置と、長尺部材の外部2方向に刃を突出させた突出位置との間でブレードを回動させる運動機構と、を含み、ブレード1302の刃が長尺部材から突出した状態で、長尺部材を回転させつつ操作部側へ移動させることにより、筒状部1305の外径よりも大きな径の穴を穿孔する。
(もっと読む)
切削工具

【課題】切削効率が高く且つ、安定性の高い切削を実現すること。
【解決手段】筒状部105と、該筒状部105に挿入された軸状部101とを含む長尺部材と、2つの刃を有し、長尺部材の一端に設けられて、長尺部材の内部に収容された収容位置と長尺部材の外側に2つの刃を突出させた突出位置との間で回動可能なブレード201と、長尺部材の他端に設けられ、筒状部105と軸状部101とを相対的に移動させる操作部102〜104と、操作部102〜104の操作によって生じた筒状部105と軸状部101との相対的な移動を、収容位置と突出位置との間のブレードの回動に変更する運動機構と、を含み、ブレード201の2つの刃が筒状部105の両側に突出した状態で、全体として回転しつつ操作部側へ移動することにより、筒状部105の外径よりも大きな径の穴を穿孔する切削工具。
(もっと読む)
バリ取り工具
【課題】構成部材内の斜めに延びる側孔の縁をバリ取りするための、簡素で機能的に確実な構造的形態によって、低コストで製造可能なバリ取り工具を実現する。
【解決手段】切削時に回転および/または並進運動し、クランプ端部2を有する工具シャフト1と、工具側軸端部に配置されたパイプ状軸部5と、パイプ状軸部5内に切刃受けとして配置された支持体6からなり、パイプ状軸部5は側面に開口部10を有し、開口部10内に切刃3のついた切刃本体11を持ち、切刃本体11は支持体6によって支持されて開口部10内で可動するよう設置され、圧力媒体が切刃3を外に押し出す構造であり、切刃本体11に設置された切刃3は、切刃本体11の長手方向の後端側の輪郭が、該切刃本体11の上面から離れるに従って次第に前記後端側に向けて傾斜する斜面により形成されている。
(もっと読む)
複合工具、加工方法および工作機械
【課題】安価で、しかも、工具交換を行うことなく、孔加工から座ぐり加工、面取り加工を1つの工具によって連続的に行うことができる複合工具、加工方法および工作機械を提供。
【解決手段】軸線方向の一端側に形成され工作機械の主軸に差し込み可能な装着部42、および、軸線方向の他端側に形成された刃部取付部44を含む工具本体41と、工具本体の刃部取付部において、装着部42とは反対側に取り付けられた第1刃部51と、工具本体の刃部取付部において、装着部側に取り付けられた第2刃部52とを備え、軸線から第1刃部の先端までの寸法に対して、軸線から第2刃部の先端までの寸法が小さい。
(もっと読む)
座ぐり切削工具
【課題】シンプルな構造で刃具を径方向に出没させることができる座ぐり切削工具を提供する。
【解決手段】座ぐり切削工具11は、軸線に沿って延び、軸線方向後端部が工作機械のホルダに装着可能な差し込み形状であるメインシャフト12と、メインシャフトの軸線方向先端部に回動可能に支持され、メインシャフトに沿って倒れる収納位置と、メインシャフトに対して起立する突出位置とにされる刃具13と、メインシャフトの外周に相対回転可能に設けられた筒状体であって、側面に窓28を有し、周方向一方の第1回転位置で刃具13を覆うことにより刃具を収納位置に保持し、周方向他方の第2回転位置で窓28から刃具13を露出させることにより刃具を窓から径方向外側に突出させて突出位置にするガイドスリーブ16とを備える。
(もっと読む)
裏面側旋回加工工具
【課題】表側からの作業により、裏面側の構造物等に穴等を旋回加工することを可能とする。
【解決手段】軸回転支持部13、チャック部15及び雄ねじ部17が形成されたボーリング・バー3と、刃部27側の重心により基部25側の支持ピン33を中心に回転動作するとボーリング・バー3に交差状態となり切り刃31がボーリング・バー3の軸芯に沿った方向へ指向するバイト5と、雄ねじ部17に螺合するナット7と、ボーリング・バー3に嵌合しナット7のねじ込みにより交差状態のバイト5に突き当て基部25側の中間部を中心にした回転動作をロックするボーリング・パイプ9と、ボーリング・パイプ9に嵌合しナット7に隣接配置された送りねじ10及びこの送りねじ10を螺合させバイト5を回転可能に突出させる固定ナット11とを備えた。
(もっと読む)
裏座ぐり切削工具
【課題】シンプルな構造で刃具を径方向に出没させることができ、下孔の内周面に対し回転抵抗を抑制することができる裏座ぐり切削工具を提供する。
【解決手段】裏座ぐり切削工具11は、軸線に沿って延び、軸線方向後端部が工作機械のホルダに装着されるメインシャフト12と、メインシャフトの軸線方向先端部に回動可能に支持され、メインシャフトに沿って倒れる収納位置と、メインシャフトに対して起立する突出位置とにされる刃具13と、メインシャフトの外周に軸線方向摺動可能に設けられた筒状体であって、側面に窓18を有し、軸線方向先端側位置で窓18から刃具を露出させることにより刃具13を窓18から径方向外側に突出させて突出位置にするガイドスリーブ16と、ガイドスリーブの外周面上であって、少なくとも加工すべき工作物の下孔に接する領域に設けられて工作物との摩擦を減ずる低摩擦部16sとを備える。
(もっと読む)
バリ取り工具
【課題】被加工物の穿孔への装着が容易で、しかも被加工物の裏側のバリを表側から効率的に除去可能なバリ取り工具を提供する。
【解決手段】被加工物1の穿孔2時に発生した裏側のバリ3を表側から除去するバリ取り工具10であって、穿孔2に挿通可能な外筒11と、外筒11に対して軸方向に移動自在で且つ相対回転不能に内嵌した操作軸12と、外筒11の先端部に周方向に間隔をあけて形成した複数の開口部13に枢支ピン14を介して回動自在に装着されて、外筒11外へ突出した使用位置と、外筒11内に収納した収納位置とに出没可能なバリ取りチップ15と、操作軸12とバリ取りチップ15とに設けられ、操作軸12の軸方向への操作により、バリ取りチップ15を使用位置と収納位置とに切換可能な切換手段16とを備えた。
(もっと読む)
裏座ぐり切削工具
【課題】シンプルな構造で、最低奥行き長さを必要とせず、しかも手動で刃具を径方向に出没させることができる裏座ぐり切削工具を提供する。
【解決手段】裏座ぐりアーバ11は、一点鎖線で示す軸線に沿って延び、軸線方向後端部が工作機械のホルダ101に装着可能な差し込み形状のであるメインシャフト12と、メインシャフト12の軸線方向先端部に回動可能に支持され、メインシャフト12に沿って倒れる収納位置と、メインシャフトに対して起立する突出位置とにされる刃具13と、刃具13を回動起立させて突出位置に付勢するばね22と、メインシャフト12の外周に軸線方向摺動可能に設けられた筒状体であって、側面に窓18を有し、軸線方向後端側位置で刃具13を覆うことにより刃具13を収納位置に保持し、軸線方向先端側位置で窓18から刃具13を露出させることにより刃具13を窓から径方向外側に突出させて突出位置にするガイドスリーブ16とを備える。
(もっと読む)
切削工具
【課題】小径の孔のバリ取りも可能な工具を構成する。
【解決手段】ホルダ2の先端側に半径方向に貫通する切削刃支持孔6を形成し、ホルダ2の先端に回転軸芯に沿ってネジ孔2Sを形成し、切削刃支持孔6に装着される切削刃3にV溝状の係合凹部3Cを形成し、ネジ孔2Sに螺合するロックネジ4の先端に係合凹部3Cに入り込む円錐状の係合部4Aを形成した。
(もっと読む)
角部加工工具
【課題】本発明の目的は、バリの除去や角部形状の付与のための刃部を穴端面部にのみ接触させて、穴の内壁面の品質を劣化させること無く、また適正な回転条件を検討する必要がなく、且つ容易にバリ除去や角部形状を付与する角部加工工具の提供にある。
【解決手段】切削液が通過できる空間5を形成した本体部4と、本体部4に設けられ本体部4の外側へ変位可能な刃部8とを有し、空間5を通過してきた切削液の静水圧力の変化に応じて刃部8を本体部4の外側へ変位させて刃部4により本体部1を回転させて角部を加工することで上記課題を解決できる。
(もっと読む)
均等又は不均等な穴エッジをデバリングするデバリングナイフ
【課題】大幅に単純に、安定的に、また安価にツールホルダへと取り付けられ得られるデバリングツール。
【解決手段】1つ又はそれより多くのバーブレード6は、基部体1における旋回取付けナイフホルダ2へと取替え可能に受容され、該ナイフホルダは、その周囲において位置決めされる少なくとも1つの制御凹部を備え、スプリング構成要素は、該制御凹部において係合し、基部体におけるナイフホルダの回転を案内し、ナイフホルダの基部体におけるナイフホルダのピボットベアリングに対して、垂直方向に互いに対向してバーブレードの取付け穴まで位置決めされる2つのドリル穴がある。該ドリル穴の各々へとベアリングボルト3の端部が係合し、該ベアリングボルトの他端は、基部体における横断穴へと入る。
(もっと読む)
被加工物の製造方法及び研削装置
【課題】コイル状の弾性ばねを用いて確実に孔の内縁角部を研削可能な被加工物の製造方法及び装置を実現する。
【解決手段】 研削ばね体11を予め孔19aの他方側に配置し、第1端部12cを一方側へ移動させて弾性ばね12を軸線方向に引き伸ばして外径を縮小しつつ孔19aを通して第1端部12cを孔19aの一方側に抜き出させ、その後、第2端部12dを一方側へ移動させて弾性ばね12を孔19aの一方側で軸線方向に短縮させ、弾性ばね12の少なくとも軸線方向の第1端部12cの側にある部分の外径を増加させて孔19aの内径より大きく構成し、その後、弾性ばね12を他方側へ移動させて孔19aの一方側から孔19a内に引き込む過程で、弾性ばね12の外周部を内縁角部19bに対し周回方向に連続的に当接させ、刃先12bで内縁角部19bを周回状に研削する。
(もっと読む)
管状体穿孔装置及び管状体穿孔方法
【課題】両管状体を貫通する貫通孔に、この管状体同士を連結する内周テーパ面を、手間を要することなく精度良く形成する。
【解決手段】リーマ2の根元付近に第1の切削刃5を設け、上記リーマで両管状体9、9を貫通する貫通孔11を形成するとともに、上記第1の切削刃で、上記リーマの突刺側の貫通孔の内面に内周テーパ面12を形成する。さらに、両管状体から突出したリーマの先端に、第2の切削刃13を上記第1の切削刃と対称に設け、この第2の切削刃で、上記リーマの突出側の貫通孔の内面に内周テーパ面を形成する。上記第1及び第2の切削刃はともにリーマに設けられているので上記貫通孔に形成された両内周テーパ面の同軸が保たれる。そのため、上記管状体同士を確実に連結することができる。また、作業の際に上記リーマを抜き差しする必要がないので、上記作業を、手間を要することなく行うことができる。
(もっと読む)
座ぐり加工用ドリル
【課題】チップポケットを大きくでき切屑の処理性に優れ、切屑分断性に優れ、刃部の欠け、チッピングをしにくい刃先形状を有し、高能率・長寿命に座ぐり加工が可能な座ぐり加工用ドリルを提供。
【解決手段】対をなし先端角αを 170°〜 190°としてチゼル 6からシンニング 2によって外方に延びる2個の2次切れ刃14、14、各2次切れ刃14、14から外方に延びる中凹状の1次切れ刃11、11及び各1次切れ刃11、11からリーディングエッジ12、12まで延びかつドリル回転方向Cでみて後退する外方切れ刃13、13を有し、ドリル心厚Wをドリル直径Dの0.20〜0.40倍とし、中凹状の1次切れ刃11、11の中凹量をドリル直径Dの0.01〜0.06倍とし、後退する外方切れ刃12、12の後退角度θを−1°〜−20°とした。
(もっと読む)
バリ取り工具およびそのための切削用インサート
4つの切刃の付いた切換え可能切削用インサート(28)を有するバリ取り工具(20)。切削用インサートは、主本体部分と案内溝(54)を有する。切削用インサートはインサートポケット(24)の中に滑動可能に保持され、インサートの主本体部分はインサートポケットのおおむね長方形のスロットの中に位置決めされ、また、案内溝は位置決めされインサートポケットの案内部材(74)部分に係合している。切削用インサートは、切削用インサートを伸長位置の方に付勢するバネによって、収縮位置と伸長位置の間で動くことができる。切削用インサートの滑動運動は、案内溝の中の案内部材の滑動によって行われる。  (もっと読む)
(もっと読む)
きりもみ・さらもみ工具用のドリルときりもみ・さらもみ工具
きりもみ・さらもみ工具は、ドリル受け並びにさらもみ工具としての切削用インサート(5)を有する本体(2)と、ドリル受けに長さ可変的に保持された直径(D)のドリル(3)とを有し、このドリル(3)が、ドリル(3)の軸線(A)に対して最大25°ねじれたねじれ溝(8)と、冷却材通路(10)と、切削用インサート(5)が接触支持長(AL)で接する当接支持面(7)とを備えている。ドリル直径の3倍以上の穴あけ深さにおいても、良好な冷却、潤滑が可能である。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]