
Fターム[3C042RB14]の内容
多工程加工の機械及びシステム (754) | 工作物の搬送手段(トランスファ) (249) | パレットを用いるもの (20)
Fターム[3C042RB14]に分類される特許
1 - 20 / 20
自動工作機械における複数パレットのセット搬送方法とセット搬送装置
【課題】段取りステーションとストッカの間において効率的にパレット搬送を行える。
【解決手段】セット搬送装置1は、ストッカ11に保管するワークWを搭載した複数のパレットPをマシニングセンター7に搬送して加工を行う。加工後にストッカ11に戻したワークWを段取りステーション9に搬送して次の加工のために別のパレットPに移載する。段取りステーション9への搬送に先立ち、ストッカ11内のワークWを搭載した複数のパレットPに対し、一次〜三次の加工段階の加工済みワークWを搭載した複数種類のパレットPの組合せ群を検出手段で抽出する。1組のパレットの組合わせを選択手段で選択して段取りステーション9に同時に搬送し、治具の異なるパレットP間で加工済みワークWを次の段階の加工のためにそれぞれ別のパレットPに移載する。加工完了したワークを次の処理工程に移し替え、未加工のワークを空のパレットPに移載する。
(もっと読む)
作業システム

【課題】作業システムの設備コストを抑えること。
【解決手段】作業システム1は、作業対象であるワークに対して所定の作業を行うロボット12と、ワークに対する所定の作業が行われる場所である複数の作業ステーション13a〜13dとを備える。そして、ロボット12は、作業ステーション13b,13cにおいてワークに対して圧入作業やネジ締め作業といった所定の作業を行うだけでなく、作業ステーション13a〜13d間でのワークの搬送も併せて行う。
(もっと読む)
ワーク搬送システム
【課題】ワーク品種の切替時においても、排出コンベア上におけるワーク品種のロットのまとまりが維持される搬送システムを提供すること。
【解決手段】複数n台の加工装置のためのn個の搬送ステーションが、パレットPを取り置くための第1置場所19を備え、先頭を除く後続搬送ステーションが、排出すべきパレットPを取り置く第2置場所21と、排出コンベア12上のパレットPを一時的に停止させる排出パレット停止装置16とを更に備えており、ワーク品種の切替時において、後続搬送ステーションは、前品種のワークWが流れ来る場合は、パレットPを第1置場所19から第2置場所21に移動して前品種のワークWの通過を待ってから、排出コンベア12に排出し、後品種のワークWが流れ来る場合は、該後品種のワークWの通過を排出パレット停止装置16により阻止して、自ステーションの排出すべきパレットPの排出を優先するように制御される。
(もっと読む)
座標補正方法
【課題】タクトタイムの増加を防ぎつつ精度よく誤差を補正することを可能にする座標補正方法を提供する。
【解決手段】作業に先立って、各位置決めステージA、Bでの搬送手段4とマニピュレータ5、6を含む機械座標系に由来する誤差を検出して第1の補正テーブルを作成し、この第1の補正テーブルに基づいて作業時に機械座標系に由来する誤差を補正する第1の補正と、作業時に、いずれかの位置決めステージA、Bで、複数の作業対象物2、3のそれぞれの寸法公差に由来する誤差を検出して第2の補正テーブルを作成し、この第2の補正テーブルに基づいて各作業対象物2、3の寸法公差に由来する誤差を補正する第2の補正とによって、作業対象物2、3上の作業位置とエンドエフェクタ7、8の相対的な位置ズレを補正するようにした。
(もっと読む)
工程間フレキシブル自動搬送システム
【課題】レイアウト変更の自由度を高めつつ低コストで実施可能な、被加工対象物を自動搬送するのに適した工程間フレキシブル自動搬送システムを提供する。
【解決手段】複数のマシニングセンタ10に対応して配置されるワークステーションキット100と、これらを連結するレールキット200と、レールキット間又はレールキットとワークステーションキット間に配置されるターンキット300と、レールキット又はワークステーションキットの何れかに連結されるワーク投入キット410と、レールキット又はワークステーションキットの何れかであってワーク投入キットとは別のレールキット又はワークステーションキットに連結されるワーク排出キット420と、互いに連結されたこれらのキット上を移動可能な複数のワーク搬送車とを有し、レールキットは、ワークステーションキット、ターンキット、ワーク投入キット、ワーク排出キットと着脱自在である。
(もっと読む)
ワーク指示装置
【課題】パレット上に配置された複数のワークのうち、作業者が必要とするワークを指示することのできるワーク指示装置を提供する。
【解決手段】加工後の形状寸法の異なる複数の板状のワークW1〜W3を撮像する撮像手段3と、撮像した各ワークの形状寸法及び配置位置を演算する画像処理演算手段19と、演算したワークの形状寸法と配置位置とを関連付けて格納する記憶手段21と、ワークの形状寸法、製造番号、次工程の工程内容、次工程の期限、納期を予め関連付けて格納したデータベース23と、入力手段15によって入力されたワーク情報に基づいてデータベース23を検索する第1の検索手段25と、検索されたワークの形状寸法データと同一データを記憶手段21から検索する第2の検索手段27と、第2の検索手段27によって検索されたワークの形状寸法に対応した配置位置データに基づいて、該当するワークを指示するワーク指示手段29とを備えている。
(もっと読む)
搬送装置及び搬送方法
【課題】ワーク投入のタイミングが不規則になり、1サイクル内でのワークの投入ができずに遅れてしまった場合であっても、そのワークを次のサイクルまでに投入することができ、全体として搬送のタイミングが遅れることのない搬送装置及び搬送方法を提供する。
【解決手段】第一搬送部土台11が第一の周期で搬送方向に往復運動を行い、第一搬送部土台11の上面に上方に向けて搬送方向に沿って立設された、4個の第一搬送ユニット15・15・・が第二ワーク置き台41上に位置するワークWを排出パレット52の側に搬送し、第二搬送部土台21が第一の周期から独立した周期である第二の周期で、搬送方向に第一搬送部土台11の往復運動と干渉せずに往復運動を行い、第二搬送部土台21の上面に、上方に向けて搬送方向に沿って立設された、1個の第二搬送ユニット25が投入パレット51に位置するワークWを第二ワーク置き台41上に搬送する、搬送装置10。
(もっと読む)
組付装置及び組付方法
【課題】設備が巨大化してスペース生産性を悪化させることなく、組付装置の汎用性及び段替性を向上させ、特に、コンロッドの種別に応じて前記組付パレットを効率的に段替えすることが可能となる、組付装置及び組付方法を提供する。
【解決手段】本発明に係る組付装置10は、搬入部21で搬入されるロッドWr及びキャップWcに固有の情報に基づいて、ロッドWr及びキャップWcで形成するコンロッドWの種別を判定し、コンロッドWの種別情報を生成し、該種別情報に基づいて生成した指令信号にしたがって、コンロッドWの種別に対応して順次組付けてコンロッドWを形成し、前記指令信号にしたがって、コンロッドWの種別に対応して前記コンロッドWの種別に対応した種別の専用の組付パレットPを供給し、かつ、前記コンロッドWを搬出した後の前記組付パレットPを収容することで、前記組付パレットPの種別を段替えする。
(もっと読む)
生産装置、及び生産システム
【課題】装置の小型化が図れるとともに、清浄度を保ちつつ優れた搬送効率が得られ、且つ作業効率を向上させて、生産性とコストとをバランスよく達成できるようにした。
【解決手段】生産装置1は、一対の多軸マニピュレータ10A、10Bを有する双腕ロボット10を設けた清浄度管理エリアをなす作業室1Aと、この作業室1Aの下方に設けた清浄度管理外エリアをなす作業準備室1Bとが作業床1aによって仕切られており、搬送対象物4を載置させて作業室1Aと作業準備室1Bとの間の昇降通路内で上下方向に移動させるように、作業準備室1Bの側壁寄りに位置した昇降テーブル21と、昇降テーブル21の昇降通路に連通していて搬送対象物4を搬入、搬出を行うための開口部6と、この開口部6において搬送対象物4を昇降テーブル21に対して取出し又は取込み可能な受渡し機構をなす伸縮シリンダ23とを備えている。
(もっと読む)
加工ラインモジュール及び加工設備
【課題】複数の機能を備えた加工機を開発し、更に今までにない搬送手段を採用することにより、生産量のニーズの増減に容易に対応できるようにする。
【解決手段】ワーク124に対し機械加工を行う複数の加工機103−106と、ワーク124に対し機械加工以外の作業を行う非加工設備107、108との組み合わせからなり、前記複数の加工機103−106のうちの一つの加工機106はワーク124に対する機械加工機能だけでなくワーク124に対する計測機能も備える機能集約仕上げ加工機であり、更に前記加工機同士の間、前記加工機と前記非加工設備との間でワークの搬送を行う、ロボット185−187を用いた搬送装置109を備え、ワーク124に対する一連の作業が行えるようにした加工ラインモジュールである。
(もっと読む)
生産装置及び生産システム
【課題】投入搬出口から作業室内に搬入された作業ユニットを装置内で容易に移動させること。
【解決手段】箱状の装置本体と、装置本体を、下側の作業準備室2と、上側の作業室とに仕切る平板状の隔壁部材と、作業準備室の内部から隔壁部材の位置まで昇降可能な可動床部8と、作業準備室内に設けられ、可動床部を昇降させる昇降機構と、可動床部に対して着脱可能に設けられ、作業を行う作業ユニットと、作業ユニットを作業準備室内に対して出し入れするために、作業準備室を外部と仕切る側壁部2a、2b、2c、2dに設けられた投入排出口22と、作業準備室内において、投入排出口と昇降機構により下降された可動床部との間の平面領域内で、作業ユニットの下面に駆動力を付勢して、作業ユニットを少なくとも2方向に搬送する搬送機構24と、を備える生産装置を提供する。
(もっと読む)
ロボット及び生産システム
【課題】ロボットによる作業を行う生産システムにあって、全体をコンパクトに配置しながら、比較的低コストで構築することを可能とし、しかも人に対する安全性を高める。
【解決手段】ロボット12の直動軸を構成する直線移動レール13の片側に、ロボット12がワークWに対する作業を行う複数個の作業ステーション14〜16を配置して生産システム11を構築する。ロボット12を、直線移動レール13の下面側に自在に移動される移動体の下面部にベースを連結し、そのベースの下面に水平旋回アーム21の基端部を垂直軸J1を中心に旋回するように取付け、水平旋回アーム21の先端面に昇降体を上下動するように取付け、この昇降体の下面側に手首部を垂直軸J2を中心に同軸回転するように取付け、手首部にワークWを把持するための作業用ツールを取付けて構成する。
(もっと読む)
ワーク搬送装置、およびワーク搬送方法
【課題】ターンテーブルをラインに組み込むことなくパレットを旋回して機器に対するワークの向きを変更でき、ラインの全長が長くなることを抑えて設置スペースの省スペース化を図り、さらには工程の順序を設計あるいは変更する際の自由度を高め得る、ワーク搬送装置、およびワーク搬送方法を提供する。
【解決手段】ワーク搬送装置100は、ワーク10に対する作業を行うための複数台の機器211〜217を配列したライン200に沿って移動自在な移動部材30と、移動部材に対して旋回機構40を介して旋回自在に取り付けられるとともにワークを載置するパレット50と、移動部材を移動することによってパレットに載置したワークをライン200に沿って搬送する搬送部材60と、移動部材の移動経路に隣接する側方に配置され、機器に向かい合う作業位置においてパレットを旋回するための駆動力を旋回機構に付与する駆動部材70と、を有している。
(もっと読む)
加工システム
【課題】形状の異なる種々のワークに容易且つ簡便に対応するとともに、効率的な加工処理を遂行することを可能にする。
【解決手段】加工システム10は、第1工作機械ユニット12及び第2工作機械ユニット14と、搬送機構18と、ワークパレットストッカ24とを備える。第1工作機械ユニット12は、第1工作機械28a及び第2工作機械28bを互いに隣接して配列するとともに、ワーク保持機構30を構成するターンテーブル60には、3つの副回転機構62が設けられる。各副回転機構62には、ワークWに対応して、ワークパレットWPが着脱自在に設けられる。搬送機構18は、ワークW及びワークパレットWPを個別に支持して、搬入及び搬出する機能を有する。
(もっと読む)
物品加工装置および物品加工方法
【課題】本発明は自動化の向上した物品加工を行う。
【解決手段】搬入搬出部に収容されたワークを段取りロボットにより受け取り、段取りロボットを用いてワークに組み付けて所定の段取り作業を行い、段取り済みのワークを待機部に収容し、待機部に収容されている段取り済みのワークを収容し、段取ロボットにより、前記搬入搬出部と段取り部との間に所定の軌道上を移動可能に配置され、ワークを搬入搬出部から受け取り、段取り部にアクセスしてワークに治具を取付け、所定の段取り作業を行い、待機部に該段取りロボットの軌道に隣接して配置され、段取り済みのワークを加工のために待機させ、搬送ロボットを用いて、所定の加工機に供給する。加工済みワークを自動的に待機部、段取り部を介して搬入搬出部より搬出する。
(もっと読む)
複合作業機械
【課題】複数の加工機の間のメンテナンス用エリアを少なくして設置スペースを低減できる加工システムを提供する。
【解決手段】ベッド11の上面にX軸方向に一対のガイドレール12を互いに平行に敷設する。このガイドレール12に第1〜第4の加工機13〜16のX軸コラム17〜20をX軸方向の往復動可能に装設する。X軸コラム17〜20にはY軸サドル27をY軸方向の往復動可能に装着する。Y軸サドル27にはZ軸サドル32をZ軸方向の往復動可能に装着する。Z軸サドル32には、主軸台36及び主軸装置37を装着する。前記各加工機13〜16のメンテナンスを行う場合には、各加工機13〜16をX軸方向に互いに離間する方向に移動することによって、メンテナンス用エリアを確保でき、各加工機13〜16の間にメンテナンス専用のエリアを予め固定的に設ける必要がなく、各加工機のX軸方向の設置スペースを低減することができる。
(もっと読む)
生産加工ラインにおける工具交換方法および工具交換装置を備えた生産加工ライン
【課題】 工具交換後の工作物の品質確認中においても生産加工ラインを止めることなく生産可能な生産加工ラインにおける工具交換方法および工具交換装置を備えた生産加工ラインを提供する。
【解決手段】 工作物Wの加工を行うため加工ステーションに配置された工作機械Mと、前記工作機械Mに工作物Wを順次搬送するトランスファ装置10とを備えた生産加工ライン1において、前記工作機械Mで予め設定した使用期間に寿命を迎える工具T0に代わる新交換工具T1を準備し、前記工作機械Mの交換指示工具T0を新交換工具T1に交換して前記工作物Wの加工を行い初品工作物WAを作成し、次いで、その初品工作物WAを検査工程11へ払い出して測定すると共に新交換工具T1を交換指示工具T0に交換して引き続き工作物Wの加工を行い、新交換工具T1での加工形状の検査が完了するまでは、交換指示工具T0による加工を継続するようにした。
(もっと読む)
パレット上で加工品から構成要素群を組み立てる組立セル
本発明は、それらの上にパレット(33;42,43;54;68;69)が存在し得る多数のパレットステーション(3a〜3h)及びパレットステーション(3a〜3h)間でパレット(33;42,43;54;68;69)を搬送する少なくとも1つの搬送装置を有する、パレット(33;42,43;54;68;69)上で加工品から構成要素群(55)を組み立てるのに適した組立セル(1;21,22)に関する。この場合、パレットステーション(3a〜3h)の少なくとも一部が、パレット(33;42,43;54;68;69)の構成要素群(55)に対する組立作業を実施する組立ステーション(30)として構成されている。  (もっと読む)
(もっと読む)
バックアップシステム付き製造工程レイアウト
【課題】同じ機能を持った複数の加工機械がお互いにバックアップすることができ、生産費用が減少するような、バックアップシステム付きの製造工程レイアウトを提供すること。
【解決手段】バックアップシステム付きの製造工程レイアウトであって、複数の主要な加工機械と、メインコンベヤと、少なくとも1つの予備の加工機械と、輸送制御システムとを備える。主要加工機械は生産フローに従って配置される。メインコンベヤは、少なくとも1つのカセットを輸送するために主要加工機械に接続されている。予備加工機械は、実質的には生産フローのバックアップを実行するために主要加工機械の1台と同じ機能を有する。輸送制御システムは、主要加工機械と予備加工機械の間でカセットを自動的に輸送するために使用される。本発明の製造工程レイアウトは、生産時間を短縮し、生産費用を減少できるようなバックアップシステムを提供する。
(もっと読む)
移送システムについてのワークピース機械加工方法、及び、この方法を実施するための装置
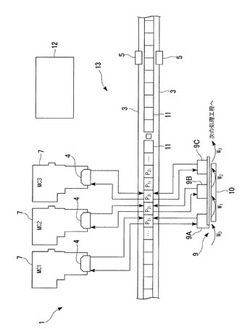
【課題】より効率的な機械加工方法を提供する。
【解決手段】本発明は、ワークピース(WS1,WS2,WS3)が、ワークピースキャリアー(WT)と共に、第1のステーション(1)において移送システムへと導入され、その後、複数の製造モジュールを備える続くステーション(2,3,4)において機械加工され、ワークピース(WS1,WS2,WS3)が最後のステーション(5)において排出される、ワークピース移送システムにおけるワークピース機械加工方法に関する。本発明の目的は、a)ワークピース(WS1,WS2,WS3)の第1の側面(E)が移送システムを通る第1の通過において機械加工され、b)ワークピース(WS1,WS2,WS3)が、ステーション(2,3,4)を通る第1の通過の後、自動的に回転され、ワークピースキャリアー(WT)に再配置され、c)ワークピース(WS1,WS2,WS3)の別の側面(F)が移送システムを通る第2の通過において機械加工される、ことによって達成される。
(もっと読む)
1 - 20 / 20
[ Back to top ]