
Fターム[3C043EE00]の内容
円筒・平面研削 (5,214) | 目的 (357)
Fターム[3C043EE00]の下位に属するFターム
振動、騒音防止 (20)
熱変形防止 (28)
砥石摩耗、目づまり対策 (56)
工作物変形防止 (215)
Fターム[3C043EE00]に分類される特許
1 - 20 / 38
研削装置
実切込み量測定方法および加工方法および工作機械
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
両頭研削盤

【課題】加工室カバーを小型化できると共に、加工室カバーの外部でキャリアプレートに対するワークの着脱を行うことができる両頭研削盤を提供する。
【解決手段】両頭研削盤1において、キャリアプレート30は、キャリア軸23を中心とする90度未満の中心角αを持つ扇形の外形形状を呈すると共にワークポケット33が複数形成された一対のキャリア部31,32を有し、キャリア軸23は、当該キャリア軸23の中心線CLの延長方向から見て、加工室カバー40の内外の境界部に設置され、キャリア軸23の回転に従って、キャリア部31,32が加工室カバー40の内部に対して出入りする。
(もっと読む)
研削ホイール
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】高速回転するスピンドル21先端に固定されたホイールマウント23に装着される研削ホイール24であって、ホイールマウント23に装着される装着面32bを有する環状基台32と、環状基台32の装着面32bとは反対側の自由端部にリング状(円環状)に配設された研削砥石26,26と、を具備し、環状基台32の外周側面32cには、回転方向(図4における矢印b方向)に交差する縞目33から構成される縞模様が表示される。
(もっと読む)
研削装置
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】スピンドルハウジング20から露出したスピンドル先端部21s(下端部)に固定されるホイールマウント23と、ホイールマウント23に装着された研削ホイール24とからなり、スピンドル先端部21sの外周側面21c、ホイールマウント23の外周側面23c、上面23dには、スピンドル21の回転方向に交差する縞目33A、33AC、33Eから構成される縞模様が表示される。
(もっと読む)
加工装置
【課題】吸着保持面を有するチャックテーブルにおいて板状ワークを保持する場合に、吸着保持面が完全に覆われるように板状ワークを載置できるようにする。
【解決手段】チャックテーブル2に位置決めブロック24が固定され、位置決めブロック24には板状ワークWのオリエンテーションフラットOFと吸着保持部20に形成されたフラット部200とを平行にする角度位置決め部243と、角度位置決め部243の両端に設けられチャックテーブル2の中心と板状ワークW中心とを一致させる2つの中心位置決め部244とを備え、板状ワークWを位置決めブロック24に押し当てるだけで、板状ワークWの角度と中心位置をあわせることができ、板状ワークWを容易かつ確実に吸着保持することができる。
(もっと読む)
床面用横回転研削機器における研削工具の引っ掛かり防止部材
【課題】 研削機器による研削性を損なうことなく、段差や突起物に対する引っ掛かり現象を効果的に解消し、研削機器本体にも負担が係らずに操作性を向上ならしめた床面用横回転研削機器における研削工具引っ掛かり防止部材を提供する。
【解決手段】 研削盤に付設してなる研削工具に対して機器動作時に該研削工具の進行方向位置に段差等の障害物を乗り越え得る傾斜形状の乗り越え面を有してなる部材を設けたことを特徴とする。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
心無し研削盤
【課題】小型のカバーによってクーラントの飛散を確実に防ぐことができる心無し研削盤を提供することを課題とする。
【解決手段】ベッド10と、ベッド10に設けられた駆動装置20,30と、第一駆動装置20から延設された回転軸22に取り付けられた調整車40と、第二駆動装置30から延設された回転軸32に取り付けられ、調整車32の外周面に対向して外周面が配置された砥石車50と、調整車40と砥石車50との間に配置されたブレード60と、調整車40および砥石車50が収容されたカバー70と、を備え、調整車40とブレード60との間でワークWを回転支持しながら、砥石車50でワークWを研削する心無し研削盤1であって、調整車40および砥石車50と、ベッド10および駆動装置20,30とが、カバー1によって仕切られている。
(もっと読む)
サファイア基板の平坦化加工方法
【課題】サファイア基板をスループット20枚/時以上の市場要求を満足させる最適加工条件で平坦化加工して、薄肉化した反りのない加工基板を製造する方法および装置を提供する。
【解決手段】3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置で研削工程を行った後、2基のワーク吸着ヘッド22,22を備えるラップ盤とダイヤモンド砥粒を分散させたスラリーを用いてラップ加工を行い、表面粗さ(Ra)が20nm以下のサファイア基板を製造する。
(もっと読む)
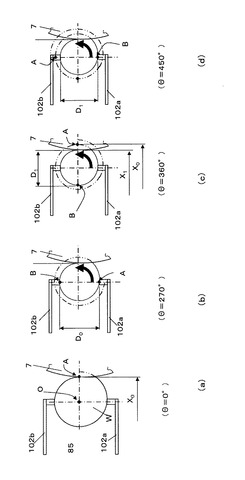
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
ウエーハの研削方法および保護膜形成装置
【課題】研削精度を確保し、研削後のウエーハを損傷させることがないとともに、研削時に付着した研削屑を確実に除去することができるウエーハの研削方法を提供する。
【解決手段】ウエーハの被研削面を研削するウエーハの研削方法であって、ウエーハの被研削面と反対側の支持面に液状樹脂を被覆して固化させ該支持面に保護膜を形成する保護膜形成工程と、ウエーハの被研削面と反対側の支持面に形成された保護膜の表面を旋削して保護膜の厚みを均一にする保護膜平坦化工程と、ウエーハの被研削面と反対側の支持面に形成され厚みが均一な保護膜側を研削装置のチャックテーブルに保持し、ウエーハの被研削面を研削手段によって研削する研削工程とを含む。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
管状弾性体の研磨方法、弾性ローラの製造方法及び弾性ローラ
【課題】管状弾性体を高い振れ精度となるように研磨できる管状弾性体の研磨方法、振れ精度が高い弾性層を有する弾性ローラ及びこの弾性ローラの製造方法を提供すること。
【解決手段】軸体71の外周面に配置された管状弾性体7を研磨する方法であって軸体71の端面から10mm以内であって管状弾性体71cの端面から突出する軸体71の軸線長さに対して8〜21%の軸線長さの円筒状外周面17cをコレットチャック3で把持する工程と管状弾性体7を相対的に回転させる工程とコレットチャック3の周辺環境を調整することなく管状弾性体7の外周面を砥石4で研磨する工程とを有する管状弾性体7の研磨方法、軸体71の外周面に管状弾性体7を配置してローラ原体6を作製する工程と管状弾性体7の研磨方法で管状弾性体7を研磨する工程とを有する弾性ローラの製造方法、並びに、この製造方法で製造された振れ精度が0.10mm以下の弾性ローラ。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
ガラス基板の研磨方法
【課題】ガラス基板の主表面を平坦度30nm以下に研磨することができる、EUVL光学基材用ガラス基板の研磨方法の提供。
【解決手段】両面研磨装置10のガラス基板22の両主表面を研磨するEUVL光学基材用ガラス基板の研磨方法であって、前記研磨パッド24が、微多孔が形成された表面層を有し、圧縮率が20%以上である第1の軟質プラスチックシートと、前記第1の軟質プラスチックシートの前記研磨面の背面側に接合された、圧縮率が20%未満である第2の軟質プラスチックシートと、を備えており、前記第2の軟質プラスチックシートの前記第1の軟質プラスチックシートが接合された反対面側をバフ処理した後、前記第2の軟質プラスチックシートのバフ処理された面を前記両面研磨装置の上下定盤の側にして、前記研磨パッドを該上下定盤に取り付けた状態で、前記研磨面側をドレス処理してから、前記ガラス基板の両主表面を研磨する。
(もっと読む)
取代の評価方法及びウェーハの製造方法
【課題】ウェーハの表裏両面を同時に加工して所定量除去する加工プロセスにおいて、製品となるウェーハを用いて表裏両面の取代をそれぞれ別々に短時間で簡便に評価でき、それによって表裏取代がそれぞれ調整されたウェーハの製造を可能にする取代の評価方法を提供することを目的とする。
【解決手段】外周が面取りされたウェーハの表裏両面を加工して所定量除去する加工プロセスにおいて、加工後の前記ウェーハの取代を評価する取代の評価方法であって、加工前後の前記ウェーハの表裏面それぞれの面取り幅の変化量に基づいて前記ウェーハの表裏面それぞれの取代を算出して評価することを特徴とする取代の評価方法。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
1 - 20 / 38
[ Back to top ]