
Fターム[3C047AA13]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | ダイヤモンド、CBN砥石のためのもの (46)
Fターム[3C047AA13]に分類される特許
1 - 20 / 46
圧粉磁心及びその製造方法、並びにコイル部品
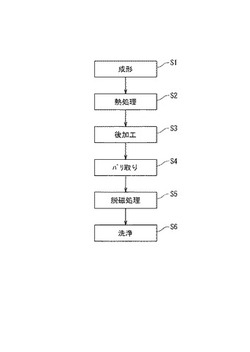
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
半導体装置の製造方法

【課題】半導体ウェハのダイシングを効率良く、確実にする。
【解決手段】半導体ウェハ2は、裏面にダイアタッチ材25が貼り付けられた状態でダイシングシート27に取り付けられる。ダイシングブレード4は、第1の砥粒31を有し、半導体ウェハ2をダイアタッチ材25と共に切削する。切削時には、冷却水と共に第2の砥粒32が半導体ウェハ2及びダイシングブレード4に供給される。第2の砥粒32は、第1の砥粒31より粒径が大きく、ダイシングブレード4に張り付いたダイアタッチ材25Aを取り除く。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した基板の製造方法を提供する。
【解決手段】定盤の面修正を行うための部材である修正部材53の修正面と、定盤の研削面とを互いに押圧させて摺動させる修正工程を含み、修正工程は、修正部材53の外周端部53aが固定砥粒(研削面)11、21の外周端部11a、21aよりも外周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の外周端部11a、21aよりも内周側になるように、定盤の外周側に前記修正部材53をオーバーハングさせ、かつ修正部材53の外周端部53aが固定砥粒(研削面)11、21の内周端部11b、21bよりも内周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の内周端部11b、21bよりも外周側になるように、定盤の内周側に修正部材53をオーバーハングさせる。
(もっと読む)
研磨剤の供給方法及び装置とコアビット
【課題】支柱に昇降可能に支持されるコアビットと、送りモータで構成され、コアビットを支柱に沿って送る送り装置を備えたコアドリルを用いて被削材へ穿孔する方法において、切れ味が低下したときに、研磨剤を必要量コアビット内に自動的に供給する方法を提供する。
【解決手段】検出手段46が送りモータ28の回転数を検出し、該検出値がしきい値を超えて低下したとき制御装置45が研磨剤を入れた容器37の電磁弁38を開き、容器内の研磨剤をコアビット内に供給する。制御装置45はタイマー49を備え、設定時間経過すると、電磁弁38が閉じ、研磨剤の供給が停止される。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
砥石及び中ぐり工具
【課題】研削抵抗をより低減させることができ、且つ、仕上げ面の精度をより向上させることができる砥石を提供することを課題とする。
【解決手段】砥石14は、母材11の面12に、砥粒10が接着されている。砥粒10は、所定の角度βの逃げ角を有する逃げ面16が形成されている。砥粒10の全てに逃げ面16が形成されている。
【効果】全ての砥粒に所定の角度の逃げ角を有する逃げ面が形成されているので、研削抵抗をより低減させることができ、仕上げ面の精度をより向上させることができる。
(もっと読む)
砥石及びその砥粒への逃げ面成形方法
【課題】容易な方法で複数の砥粒に逃げ面を成形できる技術を提供することを課題とする。
【解決手段】法線14上から砥粒19をオフセットした状態で、回転工具13とツルーイング砥石21を相互に回転させると、砥粒19に斜めの平滑面20(逃げ面20)が成形される。これを法線14上に戻すと、被加工物に対し、所定の逃げ角を有する逃げ面20を備えた砥粒となる。
【効果】位置決め精度や、再現精度が向上し、容易に複数の砥石(砥粒)に高精度な逃げ角を有する逃げ面を短時間で成形することができる。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
研削加工方法及び研削加工装置
【課題】容易かつ確実に電解ドレッシング用電極に付着した付着物を除去する効率的なクリーニングが得られる研削加工方法及び研削加工装置を提供する。
【解決手段】メタルボンド砥石3でワークWを研削すると共にメタルボンド砥石3及び電解ドレッシング用電極5がそれぞれ陽極及び陰極となるように印加してメタルボンド砥石5を電解ドレッシングする加工時間と非加工時間とを繰り返す研削加工装置1において、非加工時間にメタルボンド砥石3と電解ドレッシング用電極5の極性を反転して電解ドレッシング用電極5のクリーニングを行い、続いて電極ドレッシング用電極5とメタルボンド砥石3との間の電流測定値と電流閾値との比較結果に基づいてクリーニング完了として加工時間に移行し、電流測定値が電流閾値以下の場合は電解ドレッシング電極5のクリーニングを電流測定値が電流閾値より大きくなるまで繰り返す。
(もっと読む)
研削装置及び研削方法
【課題】研削作業と並行して、研削砥石の研削面に対して常にほぼ同等の圧力でドレッサーボードを当接させてドレッシング作業を行うことを可能とする。
【解決手段】ドレッシング手段1を構成する位置付け機構11が、保持テーブル10に保持されたドレッサーボード8をチャックテーブル2の保持面20よりも上方の所定位置Z2に位置付け、保持テーブル10と位置付け機構11との間に介在する押圧部材13が保持テーブル10を下方から押圧した状態で研削砥石310のドレッシングを行い、規制部材12によって保持テーブル10が水平方向に揺動するのを規制することにより、簡単な構成で、ドレッサーボード8を研削砥石310の研削面310aに当接させ、ドレッシングと並行して被加工物Wの研削を行うことができる。
(もっと読む)
円弧凹状研削砥石車砥石車のツルーイング装置
【課題】従来の首振り型電着CBN成形砥石を用いる精密ドレス出来ない欠点を改良するため、トロコイド形状歯車成形用数値制御研削装置の機枠上に取り付けるドレッサとして回転式のロータリードレッサを選択し、加工用の円弧凹状研削砥石車の円弧凹状部を、ロータリードレッサ砥石で寸法精度よくドレス成形する。
【解決手段】トロコイド形状歯車加工用NC研削装置1のワークステージ10機枠上にロータリードレッサ砥石支持アーム32を設け、このロータリードレッサ砥石31を昇降可能に設置する。
(もっと読む)
切削加工装置
【課題】加工ツールの切削性を長期に亘って良好に維持することができ、寿命を向上させることができるとともに、加工ツールを加工ヘッドから取り外すことなくドレッシングすることができる切削加工装置を提供する。
【解決手段】ワークWを載置する載置面を有したテーブル1と、テーブル1の幅方向をX軸、当該テーブルの長さ方向をY軸及び当該テーブルの載置面に対して垂直方向をZ軸としてワークWに対して3次元的に相対移動可能な加工ヘッド2と、加工ヘッド2に取り付けられて回転軸L2周りに回転することによりワークWに対して切削加工可能とされるとともに、先端3aが半球状に形成された加工ツール3とを具備した切削加工装置において、加工ツール3の先端3aを電解加工することにより当該先端3aの半球状を一定に維持するドレッシング手段10をテーブル1上の所定領域に配設して成るものである。
(もっと読む)
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
砥石車整形機およびこれを用いた砥石車の製造方法
【課題】超砥粒砥石車を高性能で安価に整形できる砥石車整形機および砥石車の製造方法を提供する。
【解決手段】砥石車整形機1は砥石車12を回転保持する主軸台7と、ツルーイングロール13用のツルーイング軸8と、ドレッシングロール14用のドレッシング軸9と、ツルーイング軸8とドレッシング軸9を回転対称に配置し保持する工具軸台6とを備える。砥石車12の整形はツルーイングロール13を砥石車側に割出しし、砥石車12とツルーイングロール13を相対運動させてツルーイングし、工具軸台6を旋回させてドレッシングロール14を砥石車側に割出しし、砥石車12とドレッシングロール14を相対運動させてドレッシングする。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
切削ブレードのドレッシング方法
【課題】 1種類のドレッシングボードで切削ブレードの切刃の修正と目立てができるドレッシング方法を提供することである。
【解決手段】 切削ブレードのドレッシング方法であって、第1の切り込み深さと、第1の切削送り速度によりドレッシングボードを複数回切削して、切削ブレードの切刃の外周をスピンドルの軸心を中心とする真円形状に修正する修正ステップと、第2の切り込み深さと、第2の切削送り速度でドレッシングボードを複数回切削して、切削ブレードの切刃の目立てを行う目立てステップとを含んでいる。第1の切り込み深さは第2の切り込み深さより深く、第1の切削送り速度は第2の切削送り速度より遅く設定されている。
(もっと読む)
ドレッサ
【課題】切れ味が優れ、寿命が長く、仕上げ精度も良好なドレッサを提供する。
【解決手段】単結晶構造で四角柱形状のダイヤモンド砥粒15と、多結晶構造で四角柱形状のダイヤモンド砥粒16とを含む砥粒層12を備えたドレッサ10において、砥粒層12内のトラバース方向Tの始端側12sに設定した仮想基準面F1に軸心16tと平行な端面部16aを揃えた状態で多結晶構造のダイヤモンド砥粒16を配列し、始端側12sよりも終端側12e寄りの位置に設定した仮想基準面F2に軸心15tと平行な端面部15aを揃えた状態で単結晶構造のダイヤモンド砥粒15を配列している。砥粒層表面12aに、ダイヤモンド砥粒15,16の軸心15t,16tとの交差面15f,16fが露出している。交差面15f,16fはいずれも正方形であり、交差面15fの辺15sの長さより交差面16fの辺16sの長さの方が大である。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及び固定砥粒ツールの表面修正方法
【課題】固定砥粒ツールが表面に形成された定盤を研削面として新規に使用する場合、固定砥粒ツール表面には、固定砥粒ツール形成時に生じた形状の凹凸、定盤表面の形状等により、数十μmのうねりがある。そのうねりを効率よく除去することを課題とする。
【解決手段】定盤上に形成されたダイヤモンド粒子を含む固定砥粒ツールに、固定砥粒砥石を押し付け、研削液310を循環して供給しながら定盤と固定砥粒砥石とを相対的に移動させて、固定砥粒ツールの表面を修正する方法であって、固定砥粒砥石から遊離化した遊離砥粒の研削液中の濃度が実質的に一定になるよう濃度調整部330により濃度調整する。研削液中の遊離砥粒の濃度を一定に保つので、修正レートを適切な値に一定に保つことができる。
(もっと読む)
ダイヤモンド研磨工具の再生方法
【課題】使用によりダイヤモンド砥粒が摩耗し、切れ味が悪くなったダイヤモンド研磨工具について、再度ダイヤモンド砥粒を突出させ、再使用可能とするダイヤモンド研磨工具の再生方法を提供する。
【解決手段】再生すべきダイヤモンド研磨工具1を電源器6の陽極側若しくは交流電源の一極に接続し、電解液を含浸し含水性物質を介在させた電極4を対極として、通電することによって、含水性物質の膜作用により、ダイヤモンド研磨工具1と対極との間で電解作用を生起させてダイヤモンド研磨工具1を再生させる。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及びそれに用いる電着砥石
【課題】生産性が高く、チッピングを生じさせない磁気ディスク用ガラス基板の製造方法及び寿命が長い電着砥石を提供すること。
【解決手段】本発明の磁気ディスク用ガラス基板の製造方法は、一対の主表面と端面を有するガラス基板の前記一対の主表面と前記端面との間にチャンファー面を形成するチャンファリング工程を備えた磁気ディスク用基板の製造方法であって、前記チャンファリング工程において、自動ドレスされた電着砥石を用いてチャンファリングすることを特徴とする。
(もっと読む)
1 - 20 / 46
[ Back to top ]