
Fターム[3C047AA31]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 特定の研削工具のためのドレッシング (244)
Fターム[3C047AA31]の下位に属するFターム
Fターム[3C047AA31]に分類される特許
1 - 20 / 41
研磨修正用プレート及び研磨装置
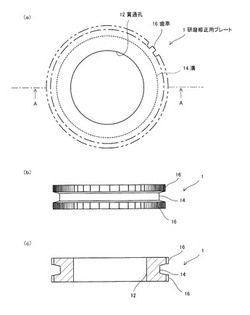
【課題】研磨装置から取り出す際に、滑りを防止して安全に取り出すことが可能な研磨修正用プレート及び研磨装置を提供する。
【解決手段】両面研磨装置20の研磨面を平坦に研磨するために用いられる研磨修正用プレート1は、周側面が厚み方向に段差を有し、該段差の凹部14は厚さ中央部を含むことを特徴とする。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア

【課題】基板の研削工程において、ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した、基板の製造方法を提供する。
【解決手段】固定砥粒11が研削面に配備された上定盤と下定盤10を備える研削装置を用いてガラス基板の2つの主表面を両面研削する研削工程を有する基板の製造方法であって、修正部材53、55を備える修正キャリア51を前記定盤上で自転させながら公転させ、修正キャリア51の修正部材53、55と定盤の研削面とを互いに押圧させて摺動させて定盤の面修正を行う修正工程を有し、修正キャリア51は、上定盤および下定盤10にそれぞれ対向する2つの対向面を有する本体部と、2つの対向面にそれぞれ配置された修正部材53、55とからなり、修正部材53、55は、対向面の外周側に沿って配置され、かつ修正キャリアの自転軸と外周側の特定点とを結ぶ直線上の対向面にも配置されている。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
超音波溶接工具のローレット面再加工方法
【課題】凝着した超音波接合工具のローレット面を短時間で再生することができ、再生コストの低減を実現できる超音波接合工具のローレット面再加工方法を提供する。
【解決手段】超音波接合を繰り返し行うことで凝着したローレット面9に対して、ブラシラップ、エアロラップ、ショットブラスト等の手法で凝着したローレット面9を加工して、ローレット面9から凝着物12を取り除く。突起先端の平坦面を平面研削して突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大きくする。こうすることで、摩耗したローレット面を一旦完全に研磨して平面とした後に、再度ローレット面9を形成する手間を省くことができる。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した基板の製造方法を提供する。
【解決手段】定盤の面修正を行うための部材である修正部材53の修正面と、定盤の研削面とを互いに押圧させて摺動させる修正工程を含み、修正工程は、修正部材53の外周端部53aが固定砥粒(研削面)11、21の外周端部11a、21aよりも外周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の外周端部11a、21aよりも内周側になるように、定盤の外周側に前記修正部材53をオーバーハングさせ、かつ修正部材53の外周端部53aが固定砥粒(研削面)11、21の内周端部11b、21bよりも内周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の内周端部11b、21bよりも外周側になるように、定盤の内周側に修正部材53をオーバーハングさせる。
(もっと読む)
ドリル用ドレッサー
【課題】ガラス板に孔加工を施すドリルが細い場合であっても、ドリルに曲げなどの破損を生じさせることなく、ドリルの研削部に対して確実にツルーイングを施すことが可能なドレッサーを提供する。
【解決手段】結合材に砥粒を分散保持してなる研削部7でガラス板に孔加工を施すドリル6に対して、ツルーイングを施すツルーイング部2を有するドリル用ドレッサー1であって、ツルーイング部2が、ドリル6の研削部7の砥粒よりも弱い結合力で、結合材に砥粒を分散保持してなる。
(もっと読む)
ワイヤソーのスラリ管理装置
【課題】固定砥粒ワイヤソーに供給するスラリの調整が容易で且つ安定した切断が図れるようにする。
【解決手段】スラリ廃液3を受ける第1槽5Aと、第1槽5Aのスラリ廃液3bを導入してスラリ2を分離する遠心分離機14と、遠心分離機14のスラリ2を受ける第2槽5Bと、第2槽5Bのスラリ2を固定砥粒ワイヤソー1に供給するスラリ供給系路26と、第2槽5Bのスラリ2を取り出して循環する循環流路28に備えた比重計29と粘度計30による検出値からスラリ濃度を検出する制御器41と、第2槽5Bのスラリ2の一部を廃スラリ31として排出するスラリ排出系路33と、新スラリ2aを第2槽5Bに供給する新スラリ供給系路38とを備え、制御器41で検出するスラリ濃度が規定濃度を保持するように、スラリ排出系路33による廃スラリ31の排出と新スラリ供給系路38による新スラリ2aの供給とを行う。
(もっと読む)
被清掃物品の表面クリーニング機構、研磨ベルトの表面クリーニング機構、ベルト研磨装置およびベルト研磨方法
【課題】
切粉の目詰まりによる研磨ベルトの研削効率低下を抑制し、従来に比べて研磨ベルトの寿命を飛躍的に伸ばすことが可能な被清掃物品の表面クリーニング機構を提供することにある。
【解決手段】
この発明は、扁平ノズルが流体の噴射に応じて被清掃物品の表面に対して清掃幅方向に首振り移動をする。特に、被清掃物品が研磨ベルトであるときには、噴射する扁平ノズルの噴射軸を延長した線が研磨ベルトの表面に当たる位置に立てた法線に対しローラに係合した研磨ベルトをローラ側の平面からみて所定の角度にされて扁平ノズルが流体の噴射に応じて研磨ベルトの幅方向に首振り移動をする。そして、扁平ノズルの両側にはストッパが設けられている。
(もっと読む)
超音波加工装置
【課題】工具を取り外さずに研磨することで、これに伴う手間および時間の軽減を図ると共に品質の低下を抑制することができる超音波加工装置を提供する。
【解決手段】第1ホーン56に脱着自在に取り付けられた第2ホーン58を第1ホーン56に取り付けた状態で、その長さが一定になるまで工具60の研磨を繰り返す研磨手段16を有する。
(もっと読む)
歯車研削用砥石の段替方法
【課題】簡単な構成で、使用限界に達した砥石を容易に短時間で交換して精度よくワークを短時間で研削加工する.
【解決手段】砥石1が使用限界に達した場合に新たな砥石1に交換するものであって、最初に取付けられた砥石1とワークWとの歯合わせをするワークセットアップを行ってその初回ワーク位置関係データを読み込み記憶する初回ワーク位置関係データ読み込み工程と、各砥石1とドレッサ2との歯合わせをするドレスセットアップ(S2)を行ってそのドレスセットアップ位置関係データを読み込むドレスセットアップ位置関係データ読み込み工程(S3)と、初回ワーク位置関係データとドレスセットアップ位置関係データに基づいて、交換した新たな砥石1とワークWとのワーク位置関係データを演算により求める演算工程(S12)とを含んでいる。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨中に研磨テープから砥粒が脱落してしまうことを極力防止し、また、たとえ基板の表面外周部を研磨中に研磨テープから砥粒が脱落したとしても、この脱落した砥粒が基板の中心部の素子形成領域等に入り込まないようにする。
【解決手段】表面に砥粒を固着した研磨テープ20を一方向に走行させつつ、該研磨テープ20の表面を基板Wの表面に押圧して該基板Wの表面を研磨する研磨ヘッド12と、研磨テープ20の走行方向に沿った研磨ヘッド12の上流側に配置され、研磨テープ20の表面から研磨中に砥粒が脱落するのを防止するように該表面を予めコンディショニングするコンディショニング装置(洗浄装置)30とを有する。
(もっと読む)
切削加工装置
【課題】加工ツールの切削性を長期に亘って良好に維持することができ、寿命を向上させることができるとともに、加工ツールを加工ヘッドから取り外すことなくドレッシングすることができる切削加工装置を提供する。
【解決手段】ワークWを載置する載置面を有したテーブル1と、テーブル1の幅方向をX軸、当該テーブルの長さ方向をY軸及び当該テーブルの載置面に対して垂直方向をZ軸としてワークWに対して3次元的に相対移動可能な加工ヘッド2と、加工ヘッド2に取り付けられて回転軸L2周りに回転することによりワークWに対して切削加工可能とされるとともに、先端3aが半球状に形成された加工ツール3とを具備した切削加工装置において、加工ツール3の先端3aを電解加工することにより当該先端3aの半球状を一定に維持するドレッシング手段10をテーブル1上の所定領域に配設して成るものである。
(もっと読む)
電着式固定砥粒ワイヤーおよびこれを用いた結晶スライス方法
【課題】半導体結晶等、特に硬脆性のGa含有窒化物結晶などの半導体結晶等をスライスする際の加工ダメージを低減させる手法を提供すること。
【解決手段】先ず、マルチワイヤーソー(1)で結晶をスライスするため、GaN結晶(100)とツルーイング用砥石(20)を接着させたカーボン台座(200)が固定されている金属台座(400)を切削装置内にセットする。続いて、ワイヤー(10)を揺動させ、板状のGaN結晶(100)の切削時の揺動角度を決定し、ワイヤー(10)の揺動を繰り返しながら該ワイヤー(10)をGaN結晶(100)の端部から中心部に向かう方向に走行させ、かつ、金属台座(400)を昇降モータで上昇させることにより、切削が進行する。
(もっと読む)
磁気ディスク用ガラス基板の製造方法
【課題】所望の表面粗さに修正処理された固定砥粒シートを用いて、バッチ間で板厚のばらつきが小さくなるように研削加工を行うことができる磁気ディスク用ガラス基板の製造方法を提供すること。
【解決手段】本発明の磁気ディスク用ガラス基板の製造方法は、固定砥粒を有するシートを用いて磁気ディスク用ガラス基板の主表面の平坦度を調整する表面研削工程を備えた磁気ディスク用ガラス基板の製造方法であって、前記表面研削工程において、ジルコニアを含有する遊離砥粒を含む研磨液及び鋳鉄製リングを用いて修正した前記シートを用いて表面研削を行うことを特徴とする。
(もっと読む)
定盤の研磨レート修正方法、研磨レート修正システム、および、磁気ヘッド製造方法
【課題】
定盤の研磨レートを均一化する技術を提供する。
【解決手段】
磁気ヘッドの製造工程の最終浮上面研磨加工に用いる研磨定盤の作成において、研磨定盤の研磨面内の研磨レート分布を事前に測定し、測定した研磨レートの分布に従って研磨レートの修正を行う研磨レート修正システムを提供する。研磨レート修正システム700は、研磨レートが所定の値よりも大きな位置の研磨レートを下降させるコンディショニング装置20と、研磨レートが所定の値よりも小さな位置の研磨レートを上昇させるドレッシング装置30と、研磨レートの分布を検出して、前記両装置を制御する研磨レート修正装置700と、を含む。
(もっと読む)
被加工物の研削方法
【課題】半導体ウェーハ等の被加工物の研削時における研削砥石のドレッシングを不要として研削の生産性をより向上させる。
【解決手段】研削液供給手段22から研削砥石213bに研削液を供給しながらチャックテーブル20に保持された被加工物に対して研削砥石213bを作用させて研削を行う被加工物の研削方法において、研削砥石213bは、ダイヤモンド砥粒をビトリファイドボンドで固めたビトリファイド砥石とし、研削液供給手段22から供給される研削液は、ビトリファイドボンドを浸食して研削砥石の自生発刃作用を促進する二酸化珪素溶融液とする。
(もっと読む)
回転砥石の研磨方法および研磨装置、並びに研削砥石およびこれを用いた研削装置
【課題】硬脆材料を小径で且つ高接線角度を持つ形状に鏡面研削加工する際に、数μmの切り込み加工を可能とし、その研削加工時の工具の摩耗が抑制される安定した研削加工を可能にする。
【解決手段】多数の砥粒を有する回転砥石11に対して、回転砥石11表面の砥粒に切れ刃を形成する際に、石英研磨工具13の石英研磨面13aと回転砥石11とを相互に押し当てて摺動させるとともに、石英研磨面13aと回転砥石11との接触部位に、紫外線Lを照射することで、回転砥石表面から突出したダイヤモンド砥粒の先端部を平滑化して切れ刃を形成するようにした。
(もっと読む)
砥石のツルーイング方法および研削加工方法
【課題】砥石の研削面の幅より狭い幅を有する工作物の外周面を砥石の研削面により研削加工する際に、工作物の外周面と端面とのなす角部に研削焼けを発生させない砥石のツルーイング方法およびその砥石を用いた研削加工方法を提供する。
【解決手段】砥石25は、工作物Wの外周面Waと端面Wbとのなす角部Wcが接触する研削面25baの接触部分25bbに曲率を持たせているため、かかる砥石の研削面の接触部分の工作物の角部との接触圧力を低減することができる。従って、工作物の角部の熱流束を低減することができるので、かかる角部の研削焼けを防止することができ、工作物の品質を向上させることができる。また、工作物の角部の研削焼けを防止することができるので、研削能率を高めて研削サイクルタイムを短縮させることができ、研削加工コストを抑えることができる。
(もっと読む)
CMPコンディショナ
【課題】コンディショニング面に固着されたダイヤモンド砥粒の切れ味を鋭くして効率よく研磨パッドをコンディショニングし、CMP装置におけるウェーハ研磨レートの向上を図る。
【解決手段】CMP装置の研磨パッドと対向して接触するコンディショニング面2にダイヤモンド砥粒6が金属めっき相7によって固着されたCMPコンディショナであって、ダイヤモンド砥粒6は、概略八面体形状をなしていて、その結晶面のうち研磨パッドと対向する側を向く{111}結晶面のなかで、金属めっき相7の表面に垂直な基準線Lに対して最も大きな角度θをなす{111}結晶面6aの角度θが35°<θ<70°の範囲内にあるダイヤモンド砥粒6の割合を90%以上とする。
(もっと読む)
バフロールのドレッシング装置
【課題】従来はバフロール式研磨装置内でバフロールを取り付けたままドレッシング作業を行っていたので、研磨作業を中断する必要があった。また、バフロールの回転速度は研磨作業用の遅いものにしか設定できず、精度高くドレッシングすることは難しかった。
【解決手段】専用のドレッシング装置1は、外周部に熱により脆化する繊維に砥粒が固定されてなる不織布層が形成されたバフロール(B)を保持するバフロール保持手段(支持軸)5と、バフロール保持手段によって保持されたバフロール(B)に対して圧力を加えながら摺動してドレッシングするドレッシングロール(回転研磨盤)67を備える。ドレッシングロール67の備えられたドレッシングユニット13はX1−X2方向及びY1−Y2方向に移動自在になっている。
(もっと読む)
1 - 20 / 41
[ Back to top ]