
Fターム[3C047CC15]の内容
研削機械のドレッシング及び付属装置 (4,541) | 総形砥石のドレッシング (185) | 砥石と相補形状のドレッサを用いるもの (35)
Fターム[3C047CC15]の下位に属するFターム
多種の形状に対応できるもの (1)
Fターム[3C047CC15]に分類される特許
1 - 20 / 34
ロータリドレッサ及びその製造方法
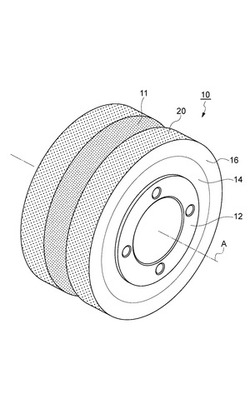
【課題】切れ味が良好で精度良くドレッシングを行なえるロータリドレッサ及びその製造方法を提供する。
【解決手段】ロータリドレッサ10は、芯金12と電鋳層16と電鋳層16の外周面17に固着された超砥粒20とを備え、複数の超砥粒20が集合した島領域21が外周面17に間隔をおいて複数設けられる。複数の超砥粒20が集合した島領域21が間隔をおいて複数設けられるため、安価な小さな超砥粒で高価な大きな超砥粒を低密度で固着した場合と同様のドレッシング精度が得られ、一個の超砥粒の接触面積は小さくでき良好な切れ味が得られる。また同じ粒径の超砥粒を用いた場合において、外周面の面積に対して同じ砥粒数でも、超砥粒が外周面に一様に分散している場合に比べ、ロータリドレッサの回転時に一個の島領域の超砥粒と次の島領域の超砥粒との間隔を広げ、砥粒のない領域を広くでき、切れ味を向上できる。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法

【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
歯車研削盤
【課題】歯車の大きさに関わらず、歯車を取り付けた状態で、砥石をドレッシングすることができる歯車研削盤を提供する。
【解決手段】ワークWと砥石17とを噛み合わせた状態で互いに回転させることにより、ワークWに研削加工を行う歯車研削盤において、ワークWを保持してワーク回転軸C周りに回転する回転テーブル22と、ワーク回転軸C周りに旋回可能に支持される旋回テーブル31とを備え、砥石17をドレッシング可能なドレッシング装置40を旋回テーブル31に設け、この旋回テーブル31を旋回させて、ドレッシング装置40をドレッシング位置D1と退避位置D2との間で移動させる。
(もっと読む)
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法
【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
内歯車研削用ねじ状砥石のドレッシング方法
【課題】高精度に製作したドレスギヤを用いることにより、内歯車を研削するためのねじ状砥石を高精度にドレッシングすることができる内歯車研削用ねじ状砥石のドレッシング方法を提供する。
【解決手段】内歯車Wの研削時に与えられた当該内歯車Wに対する軸角Σで配置した樽形のねじ状砥石11と、この軸角Σで配置したねじ砥石11の換わりに内歯車Wと噛み合うように仮想された仮想外歯車14と噛み合い可能な外歯式のドレスギヤ13とを、噛み合わせた状態で、これらねじ状砥石11とドレスギヤ13とを同期回転させながら、X−Y平面内において円弧状に相対的に移動させることにより、ドレスギヤ13がねじ状砥石11の砥石軸方向全域に亘ってドレッシングするようにした。
(もっと読む)
歯車研削用砥石の段替方法
【課題】簡単な構成で、使用限界に達した砥石を容易に短時間で交換して精度よくワークを短時間で研削加工する.
【解決手段】砥石1が使用限界に達した場合に新たな砥石1に交換するものであって、最初に取付けられた砥石1とワークWとの歯合わせをするワークセットアップを行ってその初回ワーク位置関係データを読み込み記憶する初回ワーク位置関係データ読み込み工程と、各砥石1とドレッサ2との歯合わせをするドレスセットアップ(S2)を行ってそのドレスセットアップ位置関係データを読み込むドレスセットアップ位置関係データ読み込み工程(S3)と、初回ワーク位置関係データとドレスセットアップ位置関係データに基づいて、交換した新たな砥石1とワークWとのワーク位置関係データを演算により求める演算工程(S12)とを含んでいる。
(もっと読む)
切削加工装置
【課題】加工ツールを3次元的に動作させるためのプログラムを簡素且つ安価なものとして製造コストを低減させることができる切削加工装置を提供する。
【解決手段】加工ヘッド2をテーブル1上方で支持するとともにZ軸を回動軸L1として回動可能な支持手段4を備え、且つ、加工ツール3は、Z軸に対して所定角度傾斜しつつ加工ヘッド2に取り付けられるとともに加工ヘッド2が当該加工ツール3の回転軸L2方向に移動可能とされ、当該加工ツール3先端の半球状の中心C位置が支持手段4の回動軸上に保持された状態にて当該加工ヘッド2がワークWに対して3次元的に相対移動して切削加工可能とされたものである。
(もっと読む)
切削加工装置
【課題】加工ツールの切削性を長期に亘って良好に維持することができ、寿命を向上させることができるとともに、加工ツールを加工ヘッドから取り外すことなくドレッシングすることができる切削加工装置を提供する。
【解決手段】ワークWを載置する載置面を有したテーブル1と、テーブル1の幅方向をX軸、当該テーブルの長さ方向をY軸及び当該テーブルの載置面に対して垂直方向をZ軸としてワークWに対して3次元的に相対移動可能な加工ヘッド2と、加工ヘッド2に取り付けられて回転軸L2周りに回転することによりワークWに対して切削加工可能とされるとともに、先端3aが半球状に形成された加工ツール3とを具備した切削加工装置において、加工ツール3の先端3aを電解加工することにより当該先端3aの半球状を一定に維持するドレッシング手段10をテーブル1上の所定領域に配設して成るものである。
(もっと読む)
複数条の円筒研削ウォームをドレッシングするための全プロファイルドレッシングロール
【課題】プロファイル溝(4)の頂点及び底でドレッシングの間高い圧力がかかるプロファイル部が、高い摩耗と早期の砥粒損失から守られ、プロファイルくし(3)により乱されるドレッシングロールのフランク表面の不均一性がなく、ドレッシングロールの耐用年数が効果的に上昇する、小モジュールギアの生成研削のための複数条の研削ウォームをドレッシングする全プロファイルドレッシングロール(1)を得る。
【解決手段】硬質材料砥粒で覆われた、外側包絡表面(2)の溝形状軸断面プロファイルと、この包絡表面に埋め込まれ、複数波型のラック歯プロファイルを有するプロファイル切断された硬質材料プロファイルくし(3)とを備え、そのプロファイルは、ドレッシングロール(1)の外側包絡表面(2)に、ドレッシングロール(1)の軸部プロファイルの部分にだけ触れ、そこは研削ウォームフランクの生成に加わらないようにする。
(もっと読む)
砥石の成形方法及び研削盤
【課題】砥石のより適切な位置の摩耗量を測定することが可能であり、熱変位の影響を受けることなくツルアと砥石との位置決めを行うことができる砥石の成形方法、及び研削盤を提供する。
【解決手段】総型ツルアTRの凹状円弧形状面M3に対してツルア回転軸RZ方向に隣り合う面のそれぞれは、凹状円弧形状面の側に所定角度の頂角を有するそれぞれの円錐面である第1検知面M1と第2検知面M2に形成されている。そして砥石Tの外周部TMが第1検知面と第2検知面との間に位置するように移動させる第1ステップと、砥石をツルア回転軸方向に往復移動させて第1検知面に接触した第1検知位置と、第2検知面に接触した第2検知位置とを求める第2ステップと、第1検知位置と第2検知位置との中点に砥石を移動させる第3ステップと、砥石を移動させて総型ツルアの凹状円弧形状面にて砥石の外周部を成形する第4ステップとを有する。
(もっと読む)
旋回軸受およびその軌道溝加工方法
【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
ドレッシングギヤ
【課題】ギヤホーニング加工する被削歯車の歯の歯先幅が小さく設定されている場合であっても、ドレッシングギヤによる内歯車状砥石に対するドレッシング寿命の短命化を抑制するとともに、ドレッシングギヤの製作に困難を要することをなくす。
【解決手段】被削歯車10の転位係数よりも小さい転位係数を有するドレッシングギヤ1によって、内歯車状砥石6をドレッシングする。ドレッシング時におけるドレッシングギヤ1と内歯車状砥石6との軸交差角αを、ギヤホーニング加工時における被削歯車10と内歯車状砥石6との軸交差角βと異なった設定とする。
(もっと読む)
球面レンズ研磨機の加工皿修正方法、加工皿修正工具および球面レンズ研磨機
【課題】球面レンズ研磨機の加工の中断時間を短縮でき、常に安定した状態で精度良く修正作業を行うことのできる球面レンズ研磨機の加工皿修正方法を提案すること。
【解決手段】球面レンズ研磨機1の加工皿6が偏磨耗した場合には、ホルダー受け3に取り付けられているレンズホルダー4を外し、当該ホルダー受け3に、Oリング24を介して、加工皿修正工具20を取り付ける。レンズ加工時と同様に、加工皿修正工具20を加工皿6に押し付け、加工皿6を中心軸線回りに回転させると共に球心を中心として揺動させ、これらを共擦りして、加工皿6の加工面6aを修正する。Oリング24の弾性変位によって加工皿6と加工皿修正工具20の片当たりを防止でき、修正作業を精度良く行うことができる。修正後に、加工皿修正工具20を外してレンズホルダー4を取り付け、被加工レンズ5を修正後の加工皿6によって加工して修正の良否を確認する。
(もっと読む)
摩擦攪拌加工装置及び摩擦攪拌加工用ツールの再生方法
【課題】摩擦攪拌加工に際して、ツールが摩耗等しても、その摩耗等の前の形状に復元し再生することでツール交換頻度を少なくできるようにする。
【解決手段】摩擦攪拌加工装置1は、摩擦攪拌加工により摩耗等したツール20の先端部を砥石51により研削するツール再生機構5を備える。砥石51は、円形状に形成されており、この砥石51のツール20を研削する円周部には、ツール20の先端部の断面凸形状と略一致する断面凹形状の凹溝51aが全周に連続形成される。そして、ツール再生機構5は、ツール20を回転させながら、砥石51を回転させてツール20の先端部を研削する。これにより、ツール20を摩擦攪拌加工によって摩耗、変形等する前の形状に復元して再生することができ、同一のツール20を再度摩擦攪拌加工に使用することができる。
(もっと読む)
研削盤および砥石車と総形ツルアの位置決め方法
【課題】熱変位などの影響を受けることなく、砥石車と総形ツルアとの相対的な軸方向位置を高精度に割り出すことができる研削盤および砥石車と総形ツルアの位置決め方法を提供する。
【解決手段】研削盤1は、砥石車43と、砥石車43のツルーイングを行う総形ツルア52と、砥石車43と総形ツルア52の何れか一方に設けられた被検出部43cと、砥石車43と総形ツルア52の他方に設けられ被検出部43cの位置を検出可能なセンサ53と、センサ53の出力に基づいて総形ツルア52と砥石車43とが対向する位置を割り出す割出部60とを備える。
(もっと読む)
逃げ部を有する内歯車状ダイヤモンドドレッサ、歯車加工用砥石のツルーイング、ドレッシング方法、および内歯車の研削加工法
【課題】
調質後の内歯車を高精度に研削加工ができる砥石を、高精度かつ高能率にツルーイング、ドレッシングすることが可能な、内歯車状ダイヤモンドドレッサを提供することである。
【解決手段】
工作物の内歯車とほとんど同一諸元で設計された、リング状台金の内径部に歯形形状が形成され、歯形形状の歯幅方向両端部には逃げ部が形成された内歯車状ダイヤモンドドレッサを用いる。逃げ部は、面取りまたは段差により設定する。好ましくは、歯車の主要諸元である、モジュール、圧力角、ねじれ角、歯厚などはすべて工作物と同一とし、歯幅と歯たけは、砥石との噛み合いを保証するため工作物よりも大き目の設計とする。ただし、歯数はダイヤモンドドレッサの仕様に従って増減させる。
(もっと読む)
砥石製造方法、および砥石製造装置
【課題】所望の形状の砥石を形成する。
【解決手段】電極11と砥石13との間に所定の電圧を印加すると、転写形状部12の表面に瞬間的な放電によって密度の高いプラズマが発生する。そこで、転写形状部12に砥石13を接近させると、転写形状部12と砥石13との距離が近い部分ほど、プラズマによる砥石13の崩壊が生じやすいので、砥石13は転写形状部12の表面に沿う形状に成形される。
(もっと読む)
コンベックス研磨装置
【課題】ワークのコンベックス加工時間が長くなるのを抑えるとともに、一定形状のコンベックス加工を加工対象のワーク全てに施す。
【解決手段】コンベックス研磨装置1には、曲面成形された研磨面31を有する研磨部3と、ワークである水晶素板2を取り付ける取付治具4と、取付治具4を支持する支持部5と、取付治具4を挿脱可能な孔部63を有し、研磨面31の曲面補修をする補修治具6と、が設けられている。このコンベックス研磨装置1では、研磨面31に補修治具6が配され、かつ、補修治具6の孔部63に取付治具4が挿通されて取付治具4に取り付けられた水晶素板2が研磨面31に配された状態で、補修治具6および取付治具4に取り付けられた水晶素板2は研磨面31上を摺動する。
(もっと読む)
1 - 20 / 34
[ Back to top ]