
Fターム[3C049AB09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | 治具を有するもの (114)
Fターム[3C049AB09]に分類される特許
1 - 20 / 114
薄板状ワークの位置決め装置及び薄板状ワークの位置決め方法
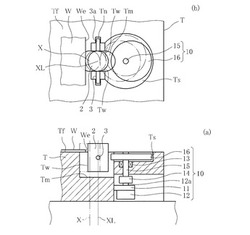
【課題】薄板状ワークのエッジ及び薄板状ワークの位置決めを行う位置決めピンの双方に割れや傷付きなどといったダメージを与えることなく位置決めを行うことができる薄板状ワークの位置決め装置及び薄板状ワークの位置決め方法を提供する。
【解決手段】薄いガラス板WのエッジWeを当接させてガラス板Wの位置決めを行う位置決めピン2を備え、位置決めピン2を実際の位置決め点Xよりもガラス板Wから遠ざかる側に設定した当接点XLで移動可能に支持し、この当接点XLでガラス板WのエッジWeが当接した位置決めピン2をガラス板Wとともに実際の位置決め点Xに押し戻す押圧機構10を設けた。押圧機構10は、ステッピングモータ12と、ステッピングモータ12の出力により偏心回転しつつ位置決めピン2に摺接して、当接点XLから実際の位置決め点Xに移動させる押圧円板16を具備している。
(もっと読む)
ガラス基板積層治具及び該治具を用いた磁気記録媒体用ガラス基板の端面研磨方法及び該端面研磨方法を用いた磁気記録媒体用ガラス基板の製造方法

【課題】端面研磨工程における加工精度、生産性を高め、取り扱いが容易であり、さらに、ガラス基板積層体を解体することなく、外周端面研磨、内周端面研磨を行うことが可能なガラス基板積層治具を提供することを目的とする。
【解決手段】中心部に円孔を有する円盤形状の磁気記録媒体用ガラス基板を積層したガラス基板積層体の外周端面研磨及び/又は内周端面研磨に用いるガラス基板積層治具であって、前記磁気記録媒体用ガラス基板の円孔に挿入され、前記ガラス基板積層体の内周端面を支持し、前記磁気記録媒体用ガラス基板の位置合わせをするシャフトを有しており、前記シャフトは、シャフトの両端にクランプボルトを嵌合可能なクランプボルト嵌合部と、シャフトの周囲にガラス基板積層体を支持する軸止部と、を備えることを特徴とするガラス基板積層治具及びそれを用いた磁気記録媒体用ガラス基板の端面研磨方法、磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
ソーワイヤおよびそれを用いたIII族窒化物結晶基板の製造方法
【課題】引張破断強度が高く細いソーワイヤを用いて反りの小さいIII族窒化物結晶基板を歩留まり良く製造できるIII族窒化物結晶基板の製造方法を提供する。
【解決手段】本III族窒化物結晶基板の製造方法は、炭素濃度が0.90〜0.95質量%、ケイ素濃度が0.12〜0.32質量%以下、マンガン濃度が0.40〜0.90質量%以下、リン濃度が0.025質量%以下、イオウ濃度が0.025質量%以下および銅濃度が0.20質量%以下の鋼線を含み、ワイヤの直径が0.07mm以上0.16mm未満で、ワイヤの引張破断強度が4200N/mm2より高く、ワイヤのカール径が400mm以上のソーワイヤ22を用いて、ソーワイヤに破断張力の50%以上65%以下の張力をかけて、III族窒化物結晶体30をスライスする。
(もっと読む)
光学素子加工用治具、光学素子加工装置、及び光学素子製造方法
【課題】同時に加工可能な光学素子の数を従来よりも増やすことができる光学素子加工用治具、光学素子加工装置、及び光学素子製造方法を提供する。
【解決手段】光学素子加工用治具10は、光学素子材料の表面を研磨又は研削する光学素子加工装置において用いられる光学素子加工用治具10であって、球面形状の表面に、光学素子材料の一部が配置される凹部11が複数設けられた形状をなす部材からなる。
(もっと読む)
ウェーハの研削方法
【課題】サファイア基板の表面に半導体層が形成され外周が面取りされたウェーハの裏面を研削する場合において、内部に割れを生じさせないようにする。
【解決手段】サファイア基板10の表面に発光層11が積層され少なくとも表面側の外周に面取り部12が形成されたウェーハ1の裏面1bを研削する方法において、ウェーハ1の表面1aを硬質基板2に貼着し、少なくとも硬質基板2とウェーハ1の面取り部12との間の隙間に樹脂3を充填し、その状態でウェーハ1の裏面1bを研削する。硬質基板2とウェーハ1の面取り部12との間の隙間に樹脂3を充填した状態で研削を行うため、面取り部12がばたつくことがなくなり、面取り部12を起点として内部に割れが生じるのを防止することができる。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
サイドプレート用研磨調整装置
【課題】塗工装置のサイドプレートを容易に、かつ、精度良く研磨し、形状を調整することの可能なサイドプレート用研磨調整装置の提供を目的とする。
【解決手段】研磨調整装置1は、サイドプレート105の載置される載置板2、サイドプレート105の第一の円弧部を研磨する第一の研磨治具3、サイドプレート105の第二の円弧部を研磨する第二の研磨治具4、及び、サイドプレート105を第一の研磨治具3や第二の研磨治具4に押し付けるための押し付け部材5などを具備し、塗工装置101のサイドプレート105を研磨し、形状を調整する。
(もっと読む)
光学素子保持装置及び光学素子の製造方法
【課題】光学素子を研削・研磨加工する装置において、光学素子を容易に交換することができる光学素子保持装置等を提供する。
【解決手段】光学素子保持装置は、弾性部材2を介して光学素子1が支持される支持面10aを有する光学素子保持具10と、弾性部材を光学素子保持具に対して着脱自在に保持する弾性部材用真空系50とを備える。また、光学素子の製造方法は、弾性部材を介して光学素子を光学素子保持具に保持させる保持工程と、光学素子の加工面を加工工具に当接させる当接工程と、加工工具を回転及び揺動させることにより、加工面を研削・研磨加工する加工工程と、光学素子を加工工具から離す退避工程と、弾性部材を光学素子保持具に保持させた状態で光学素子を取り外す取り外し工程と、上記保持工程〜取り外し工程を所定回数繰り返した後で、光学素子保持具から弾性部材を取り外し、別の弾性部材と交換する弾性部材交換工程を含む。
(もっと読む)
円盤状基板の製造方法およびスペーサ
【課題】円盤状基板の外周端面の研磨を行なう工程と内周端面の研磨を行なう工程とで共通のスペーサを使用することができ、円盤状基板の生産性を向上させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板10の間にスペーサ110を介在させて積層する積層工程と、ガラス基板10の内周端面を研磨する内周研磨工程と、内周研磨工程の後に積層状態を維持したままガラス基板10の外周端面を研磨する外周研磨工程と、を有し、スペーサ110は、ガラス基板10の外径半径をR1、内径半径をR2、外径チャンファ長をCout、内径チャンファ長をCin、スペーサ110の外径半径をr1、内径半径をr2、とすると、r2>R2+Cin…(1)r1<R1−Cout…(2)r1+r2<R1+R2−Cout…(3)であることを特徴とするガラス基板10の製造方法。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
レンズ保持治具
【課題】レンズの径や厚みに関わらず正確にレンズを保持固定可能で、さらに損傷無く簡易にレンズを脱着することができるレンズ保持治具を提供する。
【解決手段】レンズ10のコバ面にその内周が嵌合する円筒部と、円筒部の下端から内側に向かって突出したフランジ部と、を備え、円筒部の高さ方向にスリットが設けられた把持部材20と、把持部材の円筒部が挿入される挿入孔を有するリング部と、リング部の挿入孔を形成する内面から突出可能とされ、把持部材を介してレンズを固定する固定具と、を有する固定部材30と、を含む。
(もっと読む)
グラビヤ印刷機械用ドクターブレードの刃先研磨機
【課題】平面研磨機と円筒研磨を一つの機械に集約した研磨機を製作し、印刷状態と同じ状態で研磨する方法の研磨機械を提供する。
【解決手段】平面研磨はドクターアーム6がBの位置にあり、ドクターブレード1の研磨面が真上を向いた状態で研磨する。ドクターシャフト7には角度計がついており刃先研磨角度を見る事ができる。研磨砥石12はボールジョイント13で保持角パイプ14に取付られているので左右に揺動できる。保持角パイプ14はスライドレール15に取付られており、上下に自由にスライドできる。したがってドクターブレード1の研磨面には砥石12、保持角パイプ14、とスライドレール15の合計重量が作用する事になる。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
ガラス基板積層体用ワークホルダ及びこのワークホルダを用いたガラス基板の製造方法及びこの製造方法で製造されたガラス基板及びこのワークホルダを用いた磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】本発明はガラス基板積層体を保持する作業を効率良く行えると共に、ガラス基板積層体の研磨を高精度に行えることを課題とする。
【解決手段】ワークホルダ10は、下枠部20と、上枠部30と、側枠部40とを一体に結合させたホルダ本体50を有する。下枠部20と、上枠部30と、側枠部40とは、夫々ステンレス等の金属により形成されており、溶接により一体化される。下枠部20及び/又は上枠部30の機械加工は、溶接終了後に行う。また、ホルダ本体50の上部には、上側保持部60と、位置決め部70とが設けられている。上側保持部60は、ホルダ本体50の上枠部30に取付けられ、ホルダ本体50内に収納されたガラス基板積層体を保持する。位置決め部70は、上側保持部60に取り付けられると共に、センタリングシャフトの上端を保持する。
(もっと読む)
光ファイバ端面の研磨治具と研磨装置及び研磨方法
【課題】複数本の光ファイバの端面を容易かつ迅速に斜め研磨を行うことが可能な光ファイバ端面の研磨治具を提供する。
【解決手段】複数本の光ファイバ1の端部を保持して研磨するための治具に於て、複数本の光ファイバ1を挟圧保持する押圧プレート32と、受けブロック31と、を備え、押圧プレート32及び受けブロック31は、複数本のV字溝31a,32aを有し、V字溝31a,32aは、研磨状態で研磨面Kに接近する対向平面に対して所定の傾斜角度をもって形成されている。
(もっと読む)
棒状ワークの加工方法及びその装置
【課題】棒状ワークに二筋の溝部を迅速に切削することができるとともに、切削精度を向上することができる棒状ワークの切削装置を提供する。
【解決手段】床面にコラム22を介して軸受23を設け、該軸受23に回転支持軸24を介してインデックステーブル25を、鉛直軸線の周りで旋回可能に装着する。前記インデックステーブル25にワークWとしてのニードルバルブ10をクランプするクランプ機構31を設ける。前記インデックステーブル25の上下方向から切削機構部11の回転工具14,15を接近させて前記ニードルバルブ10の小径部10d及び鍔部10eの外周面に接触させ、ニードルバルブ10に二筋の溝部10fを同時に切削する。
(もっと読む)
加工システムにおけるワーク搬入出装置及びその方法
【課題】ワーク搬入出装置の構成を簡素化でき、ワークの搬入出時間及び加工時間を短縮して作業能率を向上できる加工システムにおけるワーク搬入出装置を提供する。
【解決手段】ワーク位置切換機構21のインデックステーブル25を旋回することによって、クランプ機構31を搬入位置P1、加工位置P2及び搬出位置P3に順次移動する。ワーク位置切換機構21及びワーク搬送装置41の上方にワーク搬入出装置51を設ける。ワーク搬入出装置51のアーム63の先端部に搬入用クランプ機構64及び搬出用クランプ機構65を設ける。アーム63を昇降動作又は旋回動作させ、搬入ステーションS1にあるパレット47に保持された未加工ワークWを搬入位置P1に搬入する動作と、搬出位置P3にあるクランプ機構31に保持された加工済みワークを搬出ステーションS2の搬出用パレット47に搬出する動作を同期して行う。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ供給装置
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にする。
【解決手段】 ホルダ供給装置51は、レンズホルダ40A〜40C、41A〜41Dを収納する複数のカセット180A〜180Gと、複数のシュート120A〜120Gを備えている。レンズホルダ40A〜40Cは標準用レンズホルダからなり、レンズホルダ41A〜41Dは小径用レンズホルダからなる。カセット180A〜18Gは、同じく標準ホルダ用カセットと小径ホルダ用カセットとからなる。シュート120A〜120Gは、それぞれレンズホルダ40A〜40C、41A〜41Dを種別毎に収納する標準ホルダ用と小径ホルダ用のシュートとからなり、種別が同じカセットのみの装着を可能にしている。
(もっと読む)
1 - 20 / 114
[ Back to top ]