
Fターム[3C056AA01]の内容
乾式カミソリ及びバリカン (1,569) | カミソリとバリカンの刃の共通事項 (70) | 薄板状刃の製造 (28)
Fターム[3C056AA01]の下位に属するFターム
Fターム[3C056AA01]に分類される特許
1 - 9 / 9
切断刃及び当該切断刃の製造方法

【課題】所望とする刃先形状に近似した形状に加工したあとに焼入硬化工程を施すことを不要とすることにより、製造プロセスを簡略化して、高い生産性及び低コスト化を実現する切断刃及び当該切断刃の製造方法を提供する。
【解決手段】鋭角な刃先角を形成する刃先を備える切断刃であって、当該切断刃が、準安定オーステナイト相を有する変態誘起塑性鋼からなり、刃先となるべき部分に対して塑性加工を施すことによって刃先の部分を形成し、当該刃先の部分が、当該刃先の部分以外の他の部分よりも高い硬度を備える。
(もっと読む)
刃物の製造方法、この製造方法で得られる刃物と、小型電気機器

【課題】エッチング加工から研削加工に至る一連の加工を円滑に行なえ、しかも溶接部分に生じる腐食や割れなどを一掃して刃物の耐久性を向上できる刃物の製造方法を提供する。
【解決手段】刃本体20と、刃本体20を支持する刃支持体21とを備える刃物の製造方法である。刃物は、金属板材にエッチング加工と、プレス加工と、溶接加工を記載順に施す。得られた第3ブランク39に熱処理を施して刃物を完成する。必要に応じて研削加工を施す。プレス加工や溶接加工を行なった後に熱処理を施を施すので、事前に熱処理を施す場合に比べて、プレス加工を簡便にしかも正確に行なえる。また、熱処理を行なうことにより、溶接部の応力腐食や割れを防止して刃物の耐久性を向上できる。
(もっと読む)
電気かみそり用トリマー刃およびそれを用いた電気かみそり
【課題】トリマーの固定刃をしなやかな芯材を高硬度のメッキ材で被覆し、その摺動面を平面研磨で形成した電気かみそり用トリマー刃と電気かみそりを提供する。
【解決手段】トリマー刃4は銅合金やステンレスなどをプレス等の塑性加工(ヘッダー加工)によって外刃42を含む芯材41を形成する。複数の外刃42は芯材41を一部の櫛状体をピン状に折り曲げ加工されて形成される。この外刃42に芯材41より硬度の高いニッケルなどの材質をメッキする。このメッキを施した外刃(固定刃)42の内刃(可動刃)との摺動面のメッキ材質を平面研磨で加工して隙間のない平面を得ると共に、髭を捕らえる刃先を鋭角に仕上げる。
(もっと読む)
摺動部材及びその製造方法
【課題】初期摩耗に要する時間を短くすることができる摺動部材を提供する。
【解決手段】表面にナノレベルの凹凸構造を有するダイヤモンド状炭素皮膜Bによって、基材Aの表面を被覆して摺動材を形成する。ナノレベルの凹凸構造によって、摺動の際の相手材との接触面積を小さくすることができ、面圧を大きくして摩耗を促進させ初期摩耗に要する時間を短くすることができる。
(もっと読む)
切断要素、切断要素を備えている電気シェーバ及びこのような要素を製造するための方法
本発明は、電気シェーバにおいて使用されるような、切断要素10に関する。前記切断要素は、自身の表面の少なくとも一部にわたって硬化されている表面層14を有するステンレス鋼から作られており、前記切断要素の切断端面11は、少なくとも自身の切断エッジ12にわたって硬化されている鋼の表面層を有しており、この端面の残りは前記ステンレス鋼を有していることを特徴とする。前記切断要素は、自己鋭利化及び摩耗調整可能な特性を有している。本発明は、前記切断要素を製造するための方法と本発明による切断要素を少なくとも1つ有している電気シェーバとにも関する。 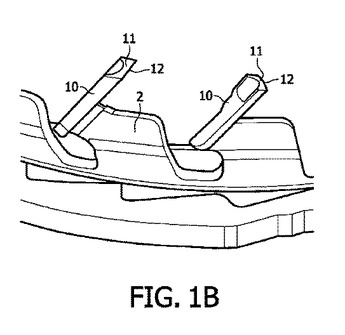 (もっと読む)
(もっと読む)
刃の製造方法
【課題】仕上がりがよく、刃先の形状に影響をできるだけ与えないでバリなどを取り除くことができる刃の製造方法を提供する。
【解決手段】本発明は、開口10の縁に刃先を有する刃1を製造する刃の製造方法である。そして、開口10の端に刃先11を形成する刃先形成工程と、研磨材を含む研磨流体90中に配置して、研磨流体90を開口10に通過させるように流動させて刃先11の研磨を行う流体研磨工程とを有するものである。そして、流体研磨工程で、刃先11付近の研磨を行うので、刃先11の形状に影響をできるだけ与えないでバリなどを取り除くことができる。
(もっと読む)
電気かみそりの曲面形状を有する外刃の加工方法及び加工装置
【課題】加工工程を簡素化することができ、内周面形状の寸法精度を容易に高めることができるようにする。
【解決手段】金属からなる板状の外刃素材に複数の凹凸を形成しつつ当該外刃素材を曲面形状に成型する転写・曲げ工程12と、曲面形状に成型された外刃素材を焼き入れする焼入工程と、焼き入れされた曲面形状の外刃素材の内周面側の凹凸を研削することにより複数の貫通孔が設けられた刃を形成する研削工程14と、刃の形成された外刃素材を焼き戻す焼戻工程15とを備える。
(もっと読む)
バリカン
【課題】エッチング法で形成される固定刃(または可動刃)の金属刃体の構造強度を格段に向上して、使用時における金属刃体のたわみ変形を阻止し、常に鋭い切れ味を発揮できる切断刃ユニットを備えたバリカンを提供する。
【解決手段】本体ケース1のヘッド部に、固定刃10と可動刃11とからなる往復動型の切断刃ユニット5が配置してある。固定刃10(または可動刃11)を構成する金属刃体15を、エッチング法で形成される刃本体28と、刃本体28の非摺動面側に接合固定される補強板29とで構成する。補強板29の外形形状は、切刃33部分を除く刃本体28の外形形状と一致させる。
(もっと読む)
レザー用ジルコニアベースブレード及びフォイル並びにその製造方法
安定化された又は部分的に安定化されたジルコニアペーストがメッシュの形の親水性フィルム上にスクリーン印刷され得る。焼成で、これは優れた耐摩耗性を有する電気レザー用のとても鋭いフォイル(10,110,210,310)になる。安定化された又は部分的に安定化されたジルコニアはまた、濡れ性のあるプラスチックフィルム上にスクリーン印刷され、その後焼成されて優れたエッジを有する低コストのレザーブレードを生成する。それぞれがナイフエッジ周辺部(324)を持つ穴(312)のアレイを組み込んだ湾曲したレザーブレード(310)は、より大きなカッティング力と、シングルやダブルのエッジよりも大きな肌表面の調節を提供する。 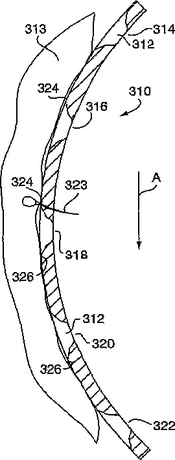 (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]