
Fターム[3C058AC02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(その他) (1,655) | 装置の補助機構 (1,647) | 計測、表示 (600)
Fターム[3C058AC02]に分類される特許
141 - 160 / 600
ウェーハ研磨装置およびウェーハの製造方法

【課題】搬送時におけるウェーハ全周の画像を撮影することなく、当該ウェーハの割れ検出を行うことが可能なウェーハ研磨装置およびウェーハの製造方法を提供する。
【解決手段】本発明に係るウェーハ研磨装置1は、ウェーハ2を保持可能な透孔21が設けられたキャリア20と、定盤12、14とを備え、キャリア20の透孔21に保持されたウェーハ2を定盤12、14に対して相対移動させて、該ウェーハ2を研磨するウェーハ研磨装置において、透孔21内に残留するウェーハ破片の有無を検知する、画像処理手段6もしくは非接触検出手段7の少なくとも一方を備える。
(もっと読む)
ガラス基板の製造方法、研磨方法及び研磨装置、並びにガラス基板

【課題】ガラス基板の研磨精度を向上させる研磨装置等の提供。
【解決手段】上定盤40を駆動するモーターと、下定盤30を駆動するモーターと、下定盤30の内周の内側に設けられたサンギアを駆動するモーターと、下定盤30の外周の外側に設けられたインターナルギアを駆動するモーターと、これらのモーターを制御する制御部90とを備え、制御部90が、これらのモーターの駆動を制御することによってガラス基板を研磨する研磨装置であって、制御部90が、これらのモーターの駆動に必要な電力または電力量に基づいて、ガラス基板の研磨を調整することを特徴とする、研磨装置とそれを用いたガラス基板の製造方法。
(もっと読む)
研磨装置および研磨方法
【課題】被処理物の破損を防止または抑制し、かつ被処理物を高精度に研磨することのできる研磨装置および研磨方法を提供すること。
【解決手段】上定盤と、下定盤と、上定盤および下定盤の間に、ワークを保持するキャリアとを有し、キャリアに保持されたワークが上定盤および下定盤により挟み込まれることでワークに圧力が加わった状態にて、キャリアが上定盤および下定盤に対して相対的に自転しながら公転することにより、ワークの両面を研磨するよう構成された研磨装置であって、ワークの研磨時における研磨抵抗を測定する研磨抵抗測定手段220と、研磨抵抗測定手段220により測定された研磨抵抗に基づいて、キャリアの自転比率を制御する制御手段230とを有する。
(もっと読む)
研磨装置
【課題】ウエハへの研磨の際、安定したウエハの研磨を行うだけではなく、ウエハの研磨精度も高める。
【解決手段】研磨装置1は、対向配置された上定盤13と下定盤11の定盤間にウエハ5を配して上定盤13と下定盤11とでウエハ5を挟持し、上定盤13によってウエハ5に荷重をかけ、下定盤11を回転させることによりウエハ5を回転させてウエハ5を研磨する。この研磨装置1では、ウエハ5への研磨時間あるいはウエハの累積回転をパラメータとして、上定盤13のウエハ5への荷重と下定盤11の回転数とを可変制御し、かつ、上定盤13のウエハ5への荷重と下定盤11の回転数とを同期制御する制御部4が設けられる。
(もっと読む)
研磨装置、研磨方法、研磨制御プログラム、及びそのプログラムを記録した記録媒体
【課題】各研磨処理における諸条件が異なっても、各研磨時間を制御し、各被処理基板の研磨量を略一定とする。
【解決手段】研磨加工の時間経過に応じて変化する状態変数を取得する状態変数取得手段12と、研磨加工が開始されてから所定の経過時間までの前記状態変数の平均値と研磨レートとの相関式を記憶する記憶手段22と、被処理基板に対する研磨加工動作を制御する制御手段20とを備え、前記制御手段は、研磨加工が開始されてから所定の経過時間における前記状態変数の平均値と前記相関式とを用いて研磨レートを算出し、算出された研磨レートに基づき加工終了までの時間を決定する。
(もっと読む)
CMP装置
【課題】コンディショニングにより薄くなった研磨パッドを、適切なタイミングで新たな研磨パッドと交換することが可能となるCMP装置を提供する。
【解決手段】回転可能な研磨テーブル10と、研磨テーブル10上に配置された研磨パッド20と、研磨パッド20の研磨面上にスラリーを供給するスラリー供給部30と、研磨パッド20の研磨面に基板50の被研磨面を押し当てる研磨ヘッド40と、研磨パッド20の研磨面をコンディショニングするコンディショナー60と、廃液を排出するための廃液ライン70と、前記廃液に含まれる粒子を測定する粒子測定部80と、粒子測定部80の測定結果を利用して、研磨パッド20の交換タイミングを通知する通知部90と、を有するCMP装置。
(もっと読む)
半導体装置の製造方法
【課題】半導体装置が微小化しても、CMPの研磨終了点を正しく検出できる半導体装置の製造方法を提供する。
【解決手段】基板の表面のシャロートレンチアイソレーション溝を埋めると共に上記表面の上に形成された絶縁膜を、上記絶縁膜に照射した光の干渉光の時間変化を監視しながら、研磨する研磨工程を有し、上記基板のスクライブ領域に対応するスクライブ面積に応じて予め設定した最短研磨時間の経過後に、上記干渉光の時間変化が所定の条件を満たす時点で、上記研磨工程を終了する。例えば最短研磨時間50を経過後に、干渉光強度の時間変化が減少から増加に転じた時点54を研磨終了点として検出する。これによってたとえノイズによる極小点48が出現しても誤検出することがない。
(もっと読む)
化学機械研磨装置及びその運転方法
【課題】化学機械研磨における処理条件の安定化に寄与する化学機械研磨装置の運転方法を提供する。
【解決手段】化学機械研磨装置の運転方法は、回転するパッドに回転するウエハが接触してウエハが研磨され、研磨中にパッドの回転に伴いパッド周方向に関するウエハの位置が相対的に移動し、ウエハを保持して回転させるヘッドを有する化学機械研磨装置の運転方法であって、ヘッドの回転トルクに対応する物理量を、パッド上の周方向の複数の位置で測定する工程と、パッド上の複数の位置で測定されたヘッドの回転トルクに対応する物理量に基づき、パッド上の異常箇所を特定する工程とを有する。
(もっと読む)
半導体装置の製造方法
【課題】研磨前の複数のウエハ間に厚さのバラツキがあっても、研磨の途中でウエハの残り厚さを測定することなく、研磨後のウエハ残り厚さを所定の設定厚さにバラツキを小さく自動的に調整できる研磨工程を含む半導体装置の製造方法を提供する。
【解決手段】半導体基板1の一方の主面に所要の半導体機能領域を形成する工程と、前記半導体機能に影響を及ぼさない領域に、半導体特性に必要な前記半導体基板厚さを前記一方の主面からの所定の深さとして、該所定の深さに前記半導体基板1に対して被研磨量比率の異なる材料を埋め込む工程と、前記半導体基板1の他方の主面から所定の研磨速度で研磨し、前記材料が露出した半導体基板の研磨を実質的に停滞させ、全半導体基板で前記材料が露出した時点で研磨を終了させる研磨工程を含む半導体装置の製造方法。
(もっと読む)
マルチワイヤソーのワイヤ断線予防装置
【課題】ワークの切断に用いられるマルチワイヤソーのワイヤの断線の予兆を検知するようにしたマルチワイヤソーのワイヤ断線予防装置を得る。
【解決手段】スラリ供給弁4からスラリが供給され、シリコンインゴッドのワーク3を切断中のワイヤ1の反射光をビジョンセンサ5によって撮像し、この撮像された画像をワイヤ異常検知部12により、グレイレベル化し、このグレイレベル化された画像を解析し、平均値と標準偏差が設定閾値内であり、かつグレイレベルの強度が閾値を超えたとき、ワイヤの乱れ線として検出するとともに、この検出された乱れ線を時系列に蓄積して出現頻度が閾値を超えたとき、断線の予兆と判断して、ワイヤによる切断作業を制御する加工制御装置20へ制御信号を出力して、断線を予防するようにした。
(もっと読む)
基板研磨装置及び方法
【課題】研磨効率を向上し、且つ研磨過程で基板が破損されることを防止することのできる基板研磨装置及び方法を提供する。
【解決手段】基板研磨装置は研磨ユニットとパッド支持部材とを具備する。研磨ユニットは基板支持ユニットに安着された基板を研磨する研磨パッドと、研磨パッドを移動させるパッド駆動部材とを具備する。パッド支持部材は基板支持ユニットに安着された基板のエッジ研磨の時、基板と接触されない研磨パッドの研磨面の一部分を支持するように基板支持ユニットの一側に設置される。これによって、基板研磨装置は基板のエッジを研磨する過程で研磨パッドが基板の外側に傾くことが防止される。
(もっと読む)
ワイヤードラムの異常検出装置
【課題】 ワイヤードラムへのワイヤー巻き付け状態の異常を検出する装置を提供する。
【解決手段】
ワイヤードラムのワイヤー巻き付け面に螺旋状のワイヤー溝が設けられ、該ワイヤー溝にワイヤーが導入され一層をなして巻き付けられ、導出されるようにしたワイヤー巻き付け装置と、前記ワイヤードラムの外円周面の近くで、ドラムの溝から露出するワイヤーの高さの範囲内で、ドラム回転軸線に平行な仮想直線上を進む光線を発射する投光器と、該光線を受ける受光器と、前記投光器と受光器とを取付けるセンサー取付部材を備える。
(もっと読む)
研磨終点検出方法及び半導体製造装置
【課題】化学機械研磨における終点検出の精度を高めた研磨終点検出方法を提供する。
【解決手段】化学機械研磨における研磨終点検出方法において、前記化学機械研磨がされている基板に光を照射する光照射工程と、前記基板において反射された反射光を受光する受光工程と、前記受光した反射光に基づき光の強度を調節する調節工程と、前記受光した反射光に基づき波長ごとに分光する分光工程と、前記基板に光を照射した場合の基準となる分光特性に対し、前記分光された光の分光特性の比又は差の値を算出する計算工程と、前記算出された値が所定の範囲内にある場合には、前記調節工程において調節された光の分光特性をリファレンスとして用いて終点検出を行うことにより上記課題を解決する。
(もっと読む)
研磨方法および装置
【課題】研磨中に半導体ウエハ等の基板上に金属膜(または導電性膜)の残膜があるか否かの検査を実施することにより検査時間を短縮することができ、残膜を検出した場合には、そのまま追加研磨を実施することにより処理時間を短縮することができる研磨方法および研磨装置を提供する。
【解決手段】回転する研磨テーブル100上の研磨面に研磨対象の基板Wを押圧して基板W上の膜を研磨する研磨方法において、基板Wの研磨中に、研磨テーブル100の回転に伴い、研磨テーブル100に設置された終点検出センサ50により基板Wの被研磨面を走査し、基板Wの被研磨面の走査により得られた終点検出センサ50の出力を監視し、終点検出センサ50の出力の変化から研磨終点を検出し、研磨終点を検出した後に、終点検出センサ50または異なるセンサの出力を監視し、基板上の一部に残った膜を検出する残膜監視を行う。
(もっと読む)
化学的機械的研磨を監視するためのデータ処理
【課題】基板の研磨を監視するための技術を実施する方法及び装置。
【解決手段】2つ以上のデータ点が取得され、各データ点は、センサの感知領域内の特徴部により影響される値を有すると共に、感知領域が基板を横断していくときに基板(10)とセンサとの相対的位置に対応する。基準点のセットを使用して、取得したデータ点を変更する。この変更は、基板を横断する感知領域により生じる取得したデータ点の歪を補償する。変更されたデータ点に基づき、基板の局部的特性を評価して、研磨を監視する。
(もっと読む)
研磨終点検知方法、研磨終点検知装置、研磨方法、および研磨装置
【課題】研磨レートの変化(低下)を利用して正確な研磨終点を検知することができる研磨終点検知方法および研磨終点検知装置を提供する。
【解決手段】本発明の研磨終点検知方法は、膜を有する基板の研磨中に、基板の表面に光を照射し、かつ基板から戻る反射光を受光し、反射光の反射強度を波長ごとに測定し、反射強度に基づき、膜に関する反射強度と波長との関係を示す分光プロファイルを生成し、分光プロファイルから、反射強度の極値を示す少なくとも1つの極値点を抽出し、研磨中に、分光プロファイルの生成と極値点の抽出を繰り返して複数の分光プロファイルおよび複数の極値点を取得し、複数の分光プロファイル間での極値点の相対変化量に基づいて研磨終点を検知する。
(もっと読む)
丸鋸研削装置
【課題】事前計測で研削時間の短縮を図りつつ高低刃にも対応することを可能にする。
【解決手段】レーザビーム発射装置と受光素子とによって構成される透過型光センサを「連続出力モード」として遮光量最大となる刃(刃先の最も高い刃)を割り出し((A)→(B))、次に、当該刃を右方向へ移動させて遮光量ゼロとなる移動量から最大径を算出し((C)→(D))、再び左方向へ移動させて各刃がレーザビームを横切る状態にすると共に光センサの出力を「コンパレータモード」に切り替えた状態で丸鋸軸を回転させて検出信号を得ることで各刃の一歯毎のピッチを算出し((E)→(F)→(G))、最大径の刃の刃先を研削加工位置にセットした状態でギャップエリミネータの出力から砥石と刃先の接触直前の状態を検出し、加工プログラムに従って一歯毎に研削加工を実行する((H)→(I)→(J))。
(もっと読む)
マルチワイヤーソーおよびこれを用いたウエハ製造方法
【課題】マルチワイヤーソーおよびこれを用いたウエハ製造方法を得ること。
【解決手段】シリコンブロック1の下部端面1cの高さおよび角度を調整する高さ・角度調整機構と、シリコンブロック1の奥行き方向17全域に亘って、加工開始時に最初にワイヤー4に当接する部分1cとワイヤー4との隙間dを、ワイヤーガイドローラ溝6aの深さd1からワイヤー4の直径d2を差引いた長さd3よりも小さい長さの隙間になるように前記高さ・角度調整機構を調整して加工を開始させる制御手段と、を備える。
(もっと読む)
研磨監視方法
【課題】膜の厚さのばらつきに起因する影響を排除して、正確な研磨の進捗を監視することができる研磨監視方法を提供する。
【解決手段】本研磨監視方法は、基板の研磨中に、積層構造を有する基板の表面に光を照射し、基板から戻る反射光を受光し、反射光を波長に従って分解して分光波形を生成し、所定の光学干渉成分を選択的に除去するための数値フィルタを分光波形に適用して監視用分光波形を生成し、監視用分光波形の変化を研磨中に監視する。
(もっと読む)
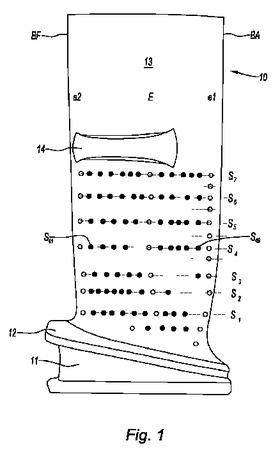
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
141 - 160 / 600
[ Back to top ]