
Fターム[3C058BB02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御 (755) | 制御手段 (548) | 電気的制御 (418)
Fターム[3C058BB02]に分類される特許
201 - 220 / 418
磁気レオロジー仕上げにより形成された均一な薄膜
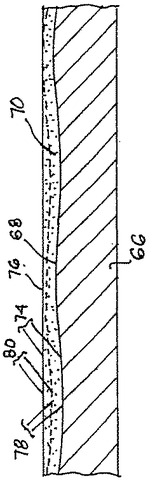
【課題】基板要素の下面に予め被覆することのできる極めて均一な厚さを有する薄い層を形成する改良された方法を提供する。
【解決手段】材料の加工層70は、所望の最終厚さ78よりも厚い厚さ74を有するように形成される。偏光解析法、レーザ干渉法、又はx線回折法又はその他の既知の手段により加工層70の領域的(XY)厚さの決定が行われる。加工層70の自由面から除去すべき厚さのマップは、磁気レオロジー式仕上げ装置の制御システムに入力される。加工層70は、装置の加工物ホルダに取り付けられ且つ、機械に対して正確に割り出される。次に、機械は、制御システムにより命令されたように磁気レオロジー式仕上げにより材料を除去し、公称平均厚さ及び極めて高度の表面完全性にて極めて高度の厚さの均一さを有する残留層が残るようにする。
(もっと読む)
半定量的な厚さの決定
基板が研磨されている間に、基板はまた光源からの光で照射される。基板の表面から反射した光の現在のスペクトルが測定される。第1のパラメータ値を有する選択されたピークが、現在のスペクトル内で識別される。プロセッサを用いて、第1のパラメータに関連する第2のパラメータの値が、ルックアップテーブルから決定される。第2のパラメータの値に応じて、基板の研磨が変更される。基板を研磨する前に、基板から反射した光の最初のスペクトルを測定してもよく、最初のスペクトルの選択されたピークに対応する波長を決定してもよい。  (もっと読む)
(もっと読む)
インラインウェハ厚さ感知
裸のシリコン基板を形成する方法が記載される。裸のシリコン基板が測定され、測定は、基板上の1点で信号を得るために無接触静電容量測定デバイスによって行われる。信号、または信号によって示される厚さが制御装置に通信される。信号、または信号によって示される厚さに従って調節後の研磨パラメータが決定される。調節後の研磨パラメータを決定した後、調節後の研磨パラメータを使用して、ポリッシャ上で裸のシリコン基板が研磨される。  (もっと読む)
(もっと読む)
複数ウェハの化学機械研磨の終点制御
コンピュータ実行方法は、研磨基板群を研磨装置内で同時に研磨する工程を含む。各基板は、独立可変の研磨パラメータにより個別に制御可能な研磨レートを有する。前記基板群の各々の厚さとともに変化する測定データを前記基板群の各々から研磨中に、インサイチューモニタリングシステムで取得する。各基板が目標時間で有することになる予測厚さを、前記測定データに基づいて求める。少なくとも1つの基板の研磨レートを調整するよう前記少なくとも1つの基板に関する研磨パラメータを調整することにより、前記基板群が、このような調整を行なわない場合よりも同じ厚さにより近い厚さを前記目標時間で有するようになる。  (もっと読む)
(もっと読む)
ワイヤソー装置

【課題】固定砥粒ワイヤを用いた場合でも、ワイヤが破断することを防止して、固定砥粒方式の本来の加工能力の高さと高速切断処理を確実に実現できるワイヤソー装置を提供する。
【解決手段】押し付けられた被加工物11を切断加工するための往復走行可能なワイヤ2を有し、ワイヤ2に予め砥粒が固着されたワイヤソー装置1において、ワイヤ2の往復走行中、ワイヤ2の張力を調整するための張力調整手段6と、張力調整手段6を介してワイヤ2の張力を制御する一方、ワイヤ2の走行速度を制御する制御装置12とを備え、制御装置12は、ワイヤ2の張力をワイヤ2の破断強度の50%以上となる設定値に対してプラスマイナス2.5N以下に制御しながら、一方向の定常走行から他方向の定常走行へと前記ワイヤ2の走行反転を実施する際、ワイヤ2の加減速度を36000m/min2以上に制御するか、又は、前記走行反転に要する時間を3秒以下に制御する。
(もっと読む)
ワイヤソー
【課題】ワーク切断部間でのワイヤ張力の調整をより応答性良く行う。
【解決手段】ワイヤソーは第1、第2のワーク切断部1A,1Bを有する。各ワーク切断部1A,1Bの各々一対のガイドローラ10a,10bにはワイヤWが巻回され、これによりワーク切断用のワイヤ群が形成されている。ワーク切断部1A,1Bの間にはワイヤWの張力を検出するテンションゲージ18が設けられ、コントローラ50は、テンションゲージ18による検出張力に基づき、当該張力が許容値を外れている場合には、ワーク切断部1A,1BのうちワイヤWの走行方向下流側に位置するワーク切断部1A(又は1B)のガイドローラ10a,10bの回転速度を所定速度だけ変更する。
(もっと読む)
渦電流利得の補償
基板の処理中の原位置監視は、半導体処理装置内で、基板上の導電膜を処理すること、および処理中に、渦電流センサからの信号を生成することを含む。この信号は、渦電流センサが基板に隣接しているときに生成された第1の部分と、渦電流センサが金属ボディには隣接しているが、基板には隣接していないときに生成された第2の部分と、渦電流センサが金属ボディにも基板にも隣接していないときに生成された第3の部分とを含む。信号の第2の部分を信号の第3の部分と比較し、少なくともこの比較の結果に基づいて利得を決定し、信号の第1の部分にこの利得を乗じて、調整された信号を生成する。  (もっと読む)
(もっと読む)
研磨進捗監視方法および研磨装置
【課題】除去すべき膜の量(厚さ)が小さい場合であっても、研磨の進捗を監視することができ、かつ膜の下地層の凹凸の影響を受けない研磨進捗監視方法および研磨装置を提供する。
【解決手段】本発明は、膜を有する基板Wの研磨の進捗を監視する方法である。この方法は、基板Wの表面を研磨パッド22で研磨し、研磨中に、基板Wの表面に光を照射し、かつ基板Wから戻る反射光を受光し、反射光の波長ごとの反射強度を測定し、異なる波長での反射強度から複数の特性値を取得し、複数の特性値を研磨中に監視し、複数の特性値のそれぞれの時間変化の極大点または極小点を検出する。
(もっと読む)
数値制御ブローチ研削盤の基準すくい面の位置検出方法
【課題】NCブローチ研削盤において、自動的にブローチ工具の基準刃部、すくい面を検出し、ブローチ工具のテーブルへの取付作業、タッチセンサの設定作業を容易にする。
【解決手段】基準すくい面30をブローチ工具2の最後端とし、(A)タッチセンサ4のプローブ40を加工軸8線上の背面6側に位置決めし、これを検出開始位置7とし、(B)プローブを加工軸方向に相対移動させブローチ工具を回転又は揺動9させて、(C)検出した歯溝51内の位置を検出位置10とし、(D)回転方向を逆転9aさせ、プローブの歯側面への接触信号により、回転方向を逆転9bし、これを繰り返し、(E)回転が所定角度を超えた位置でプローブを停止し、(F)該位置を基準すくい面の刃溝部15とし、(G)ブローチ工具を所定角度ずつ間歇回転又は揺動させながら、プローブをすくい面側に前後移動させ、すくい面30の位置を自動検出する。
(もっと読む)
数値制御ブローチ研削盤の基準すくい面の位置検出方法
【課題】NCブローチ研削盤において、自動的にブローチ工具の基準刃部、すくい面を検出し、ブローチ工具のテーブルへの取付作業、タッチセンサの設定作業を容易にする。
【解決手段】基準すくい面30をブローチ工具2の最後端とし、(A)タッチセンサ4のプローブ40を加工軸8線上の背面6側に位置決めし、これを検出開始位置7とし、(B)プローブを移動させブローチ工具を回転又は揺動9させて、(C)検出した位置を検出位置10とし、(D)検出位置で回転方向を固定し、プローブを上昇、ランドに沿わせ軸方向移動、下降を繰り返し、(E)プローブが所定量下方位置となった位置でプローブを停止し、(F)該位置を基準すくい面の刃溝部15とし、(G)ブローチ工具を所定角度ずつ間歇回転又は揺動させながら、プローブをすくい面側に前後移動させ、すくい面30の位置を自動検出する。
(もっと読む)
半導体装置の製造方法およびCMP装置
【課題】製品ウエハの研磨レートをウエハ単位に予測し研磨精度を向上させ、テストウエハの研磨処理を少なくする。
【解決手段】装置データ測定手段10は、研磨パッドの温度データとコンディショナーのトルクデータを収集する。消耗品データ管理手段11は、研磨パッドと研磨ヘッドのウエハ保持部材とコンディショナーのコンディショナーディスクの交換後の累積使用時間を管理する。膜厚測定手段12は研磨前後のテストウエハの膜厚を測定し、推定モデル演算手段14によって実際の研磨レートを演算する。推定モデル演算手段14ではこの研磨レートと装置データ測定手段10の装置データと消耗品データ管理手段11の消耗品データから、重回帰分析により研磨レート推定モデル式を算出する。研磨レート管理手段15は、製品ウエハ研磨時に装置データ測定手段10と消耗品データ管理手段11とに管理されているデータと、推定モデル式とから研磨レートを推測する。
(もっと読む)
流体配送システムのための流れ制御モジュール
本明細書において説明する実施形態は、基板プロセシングシステム内での流体の配送のための応用例を提供する。より詳しくは、本明細書において説明する実施形態は、基板プロセシングシステム内でのプロセシング化学薬品の配送のための応用例を提供する。一実施形態では、流体配送システムを提供する。流体配送システムは、流体を供給するための大容量流体源と、大容量流体源から流れ出る流体の比率を制御し監視するための流体配送モジュールと、流体配送モジュールから下流に設置された第1のストリーム配管と、第1のストリーム配管に沿って設置された第1のスイッチと、流体配送モジュールから下流に設置された第2のストリーム配管と、第2のストリーム配管に沿って設置された第2のスイッチとを備え、流体配送モジュールが、予め定められた比率に従って第1のストリーム配管および第2のストリーム配管を通って流れる2つのストリームへと大容量流体源からの流体を分ける。  (もっと読む)
(もっと読む)
研磨装置および研磨レート推定方法
【課題】研磨レートのより高い推定精度を得ることができる研磨装置、研磨レート推定手法、プログラム、データ処理装置を提供する。
【解決手段】研磨による発熱量の情報を利用し、研磨レート推定部Kが、その検出した情報に基づいて研磨レートを推定する。研磨レート推定部Kは、あらかじめ与えられているプログラムに従って、研磨により発生した熱量の情報を利用して研磨レートを推定する構成を有している。このデータ処理装置では、研磨装置の研磨により発生した熱量の情報を取り込み、研磨レート推定部Kが、予め与えられているプログラムに従って、その取り込んだ情報に基づいて研磨レートを推定する。
(もっと読む)
テーパホーニング加工方法およびテーパホーニング盤
【課題】ホーニング砥石の往復動作に切込み拡縮動作を所定の関係をもって高精度に連動させ、ホーニング砥石に加わる負荷を可及的に均一化させるテーパホーニング加工技術を提供する。
【解決手段】ホーニングツール1を備えた回転主軸2をワークWのテーパ内径面Waの軸線方向へ往復動作させる主軸往復駆動源およびホーニング砥石10を切込み拡張動作させる切込み駆動源として、主軸往復駆動用サーボモータおよび切込み駆動用サーボモータをそれぞれ使用し、両サーボモータの動作を相互に連動させて、ホーニング砥石10のテーパ砥石面10aがホーニングツール1の昇降ストローク動作に伴ってワークWのテーパ内径面Waに平行に移動するように、ホーニング砥石10の切込み拡張動作を、ホーニングツール1の往復動作に同期同調させる。
(もっと読む)
研磨装置および研磨方法
【課題】膜の除去などの研磨の変移点を精度よく検知することができ、かつ基板の表面内の局所的な研磨状態を監視することができる研磨装置および研磨方法を提供する。
【解決手段】本発明の研磨装置は、研磨面1aを有する研磨パッド1が取り付けられる研磨テーブル2と、基板Wを研磨面1aに押圧する基板保持部3とを有し、研磨テーブル2と基板保持部3の相対移動により基板Wの表面を研磨する。研磨装置は、基板Wの表面に接触するターゲット10と、ターゲット10の振動の振幅および周波数の少なくとも一方を測定する振動測定部11と、振動測定部11によって測定された振幅および周波数の少なくとも一方に基づいて研磨処理を制御する制御部12とを備える。
(もっと読む)
ホーニング加工方法およびホーニング盤
【課題】ホーニング砥石の往復動作に切込み拡張動作を所定の関係をもって高精度に連動させることにより、ホーニング砥石に加わる負荷を均一化させるホーニング加工技術を提供する。
【解決手段】主軸往復駆動部と砥石切込み部の駆動源としてそれぞれサーボモータを使用し、これら両サーボモータの動作を相互に連動させて、ホーニング砥石に掛かる加工負荷が平均化されるように、ホーニング砥石の切込み拡張動作を、ホーニングツールの昇降(往復)動作に同期同調させて制御する。これにより、既存の基本的な機械的装置構成に修正を加えることなく、ホーニング砥石に加わる負荷を可及的に均一化させ、さらにはホーニング加工の精度安定化および精度向上を図れる。
(もっと読む)
研磨加工方法および装置
【課題】電解研磨と機械研磨とを同時に行う研磨加工方法および装置を提供すること。
【解決手段】駆動側ワーク(駆動側加工ワーク)1と被駆動側ワーク(被駆動側加工ワーク)2とを、砥粒(遊離砥粒)3を分散させた電解液4中で少なくとも一部を対向させて配置し、前記各ワーク1,2を相対運動させるとともに、少なくともいずれか一方のワークと前記電解液4との間に電力を掛けて、機械的な研磨と電解研磨とを生じさせる研磨加工方法において、前記駆動側ワーク1と前記被駆動側ワーク2との前記砥粒3を挟んだ加工部位での法線力を相対的に増大させるとともに、前記ワーク1,2と前記電解液4との間に掛ける電力を相対的に低くする形状創成加工と、前記法線力を相対的に小さくするとともに、前記電力を相対的に高くする表面研磨加工とを行うことを特徴とする研磨加工方法である。
(もっと読む)
終点検出方法及び半導体装置の製造方法
【課題】事前の煩雑な準備工程を行うことなく、工程終了点を、光学的に、簡便かつ正確に検知する方法を提供することを目的とする。
【解決手段】研磨面に光を照射し、この研磨面研磨面で反射する反射光を検出し、この検出した反射光の反射強度又は反射率の経時的変化に基づいて、研磨の終点を判定することを含む終点検出方法、ならびにこのような終点検出方法を含む半導体装置の製造方法。
(もっと読む)
ワイヤソーによるワークの切断方法及びワイヤソー
【課題】ワイヤの張力を所定の目標張力に近付けるための張力調節装置を利用して巻取側のワイヤの張力のみを有効に低減しながら効率よくかつ高精度でワークの切断を行う。
【解決手段】ワイヤソーにおいて、ワイヤWを前進させながらワーク28を切断する前進駆動切断工程と、ワイヤWの駆動方向を反転させるための第1の切換工程と、ワイヤWを後退させながらワーク28を切断する後退駆動切断工程と、ワイヤWの駆動方向を反転させて前記前進駆動切断工程に復帰するための第2の切換工程とを順に繰り返す。前記両切断工程では張力操作装置18A,18Bを用いて巻取り側のワイヤ張力のみ下げる。そのためのワイヤ目標張力の低下は各切換工程においてワイヤWの減速が終了してから行う。
(もっと読む)
加工時における基板の分光モニタリングを使用した研磨速度の調整
基板からの反射光の現在のスペクトルのシーケンスを受け取ることと、現在のスペクトルのシーケンスに含まれる現在の各スペクトルを参照スペクトルライブラリの複数の参照スペクトルと比較して、最良一致参照スペクトルのシーケンスを生成することと、最良一致参照スペクトルのシーケンスの適合度を求めることと、適合度に基づき、研磨速度を調整すべきかどうか、または研磨速度の調整量のうちの少なくとも1つを決定することとを含む、コンピュータで実施される方法。  (もっと読む)
(もっと読む)
201 - 220 / 418
[ Back to top ]