
Fターム[3C059DC02]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の材料 (112) | 金属基体 (90) | 銅基 (37)
Fターム[3C059DC02]に分類される特許
21 - 37 / 37
放電加工電極製造方法とその方法を用いて製造された放電加工電極を用いるコイル製造方法
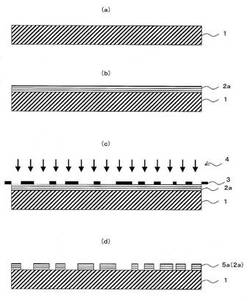
【課題】高精度の放電加工電極を簡単に低コストで製造可能な放電加工電極製造方法を提供する。
【解決手段】導電性の基板1上にフォトレジスト層2aを配置するA工程と、このフォトレジスト層を放電加工電極の配線形状を映したマスク3で被覆するB工程と、紫外光4を、マスクを介してフォトレジスト層に露光するC工程と、フォトレジスト層を現像して、マスクによって形成された放電加工電極の配線形状のパターン5aを残して他のフォトレジスト層を取り除くD工程と、導電性の基板に代えてパターン上に、さらにA工程からD工程を少なくとも1回繰り返してパターン上にさらにパターン5bを重ねて型枠5を形成する工程と、導電性の基板をメッキ電極として電解メッキを行い型枠に金属を析出させて放電加工電極を形成させる工程と、型枠を剥離させる工程とを有する。
(もっと読む)
微細工具の製造方法及び微細工具の製造装置

【課題】容易に微細工具を製造することができる微細工具の製造方法及び微細工具の製造装置を提供する。
【解決手段】微細工具の製造方法は、棒状工具本体1の外周部を棒状工具本体1とは別の材料からなると共に、棒状工具本体1より除去成形が容易な材料のクラッド材2によって被覆して複合構造工具3を形成し、この複合構造工具3のクラッド材2の一部を除去して棒状工具本体1を必要長さに露出させて微細工具100を製造するものである。
(もっと読む)
成形型加工電極、成形型の製造方法及び成形型
【課題】より容易に成形型加工電極や成形型を作製することができると共に、作製した成形型で成形体を成形する際に成形体の成形曲がりをより抑制する。
【解決手段】成形型加工電極10は、六角形の立壁部23が連なることにより外周が略円状に形成されたスリット溝形成部22により成形型のスリット溝を加工する一方、内周が略円状に形成されスリット溝形成部22の外周の立壁部23に重なり合うと共にその外周が略円状に形成されたスリット溝形成部32により、外周側のスリット溝を加工する。同様に、第3電極40のスリット溝形成部42より、更に外周側のスリット溝を加工する。このように、複数のスリット溝形成部が円周方向に分割され、複数のスリット溝形成部の重複部分が成形体と同じ略同心円状に形成されている。また、スリット溝形成部22,32,42,の面積がより近い値に設計されており、電極の消耗度合いの差を生じにくい。
(もっと読む)
ダイスおよびその製造方法
【課題】緩み止め効果を向上させたねじ部を製造するダイスおよびその製造方法を提供する。
【解決手段】一対の平ダイス30、40は、平坦部21a、22aと傾斜部21b、22bとが交互に連続するように形成される両フランク21、22を有するステップロックボルト10のねじ山20を転造加工するためのダイスである。そして、固定側平ダイス30では、その転造加工面31における平坦状突起条部33aと傾斜状突起条部33bとが、放電加工用電極50に設けられる各放電加工用突起条51の平坦状放電部52aおよび傾斜状放電部52bによる放電加工によりそれぞれ形成される。また、移動側平ダイス40の転造加工面41も同様に形成される。
(もっと読む)
ワイヤ放電加工用電極線
【課題】 従来の高速加工ワイヤ放電加工用電極線は加工速度が向上するも、製造コストが高くなり、高速加工以外の放電加工に必要な他の特性が悪くなるという欠点がある。
【解決手段】銅合金線の外周面に溶融亜鉛めっきを施して、銅合金と亜鉛の間で銅と亜鉛の物質移動現象により拡散を起こさせることによって、亜鉛の濃度勾配を有する銅―亜鉛合金層を生成せしめ、前記濃度勾配を有する銅―亜鉛合金層の表層を純亜鉛にすることにより、冷間伸線加工時に表層にクラックが生じない構造であるので、加工速度の高速化だけでなく、電極線と被加工物の相対位置を計測する位置決め精度が良好で、かつ電極線を連続的に走行させた時の金属粉の発生量が少なく、被加工物の面粗度が良好な電極線を経済的に提供することが可能になる。
(もっと読む)
ワイヤ放電加工用電極線
【課題】小さな放電ギャップで安定して放電を発生させることができる微細加工に好適なワイヤ放電加工用電極線を提供する。
【解決手段】鋼線(ピアノ線)11の表面に黄銅めっき層12を設けた線材を伸線加工してなる電極線10(ワイヤ放電加工用電極線)の最表面全面に、浸漬等により、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等、母材よりも電気抵抗の大きい厚み0.1〜5μmの非絶縁性抵抗膜13を設ける。W(タングステン)線からなる電極線の場合も同様に最表面全面に非絶縁性抵抗膜を設ける。
(もっと読む)
放電加工方法および燃料噴射ノズルの製造方法
【課題】所定位置出しに時間を掛けないで加工時間を短くする。
【解決手段】所定の位置、姿勢に保持されたワーク2に電極22を送って接近させ、電極22とワーク2との間で放電を開始したときの電極22の送り位置Pdを記憶する放電開始位置取込工程と、電極22を放電開始位置から所定の加工送り量Lkだけ送ってワーク2に孔加工をする加工工程と、孔加工後に電極22を所定の戻し量Lmだけ送りを戻す戻し工程とを備えている。
これは、ワーク2と電極22との間で放電が開始する位置は各孔毎で略一定のため、この放電開始位置を基準位置として、そこから所定の加工送り量Lkだけ送ってワーク2に孔加工をするようにしたものである。これによれば、加工のための電極送りの途中で所定の基準位置の検知ができて、そのままの電極送りで加工に入れるため、所定の位置検出に時間を掛けることなく、加工時間を短くすることができる。
(もっと読む)
ハニカム体成形用金型の製造方法
【課題】放電加工中の変形を抑制し、溝加工の精度に優れたハニカム体成形用金型の製造方法を提供すること。
【解決手段】
材料を供給するための供給穴と、供給穴に連通し材料をハニカム形状に成形するための多角形格子状のスリット溝3とを有するハニカム体成形用金型1を製造する方法である。金型の穴成形面11に供給穴を形成する穴加工工程と、金型の穴成形面11の反対側の面である溝成形面12にスリット溝3を形成する溝加工工程とを有する。溝加工工程は、スリット溝3の形状に対応する格子状を呈すると共に、厚みが0.1mm以下である電極を使用し、電極を金型に対面させて放電する放電加工と、放電加工中に電極が所定量摩耗した場合にその先端部を削除して新たな先端放電面を形成する先端部削除処理とを交互に繰り返してスリット溝3を掘り進める。
(もっと読む)
放電加工装置
【課題】径の細い加工電極や超硬合金より軟らかい材料の加工電極を用いた場合であっても、ワーク加工精度の悪化や電極周りの異常放電を防止できる、高精度で低加工コストの放電加工装置を提供する。
【解決手段】ワーク11を保持するための保持部10と、ワーク11に対して放電するための加工電極21を有してなる電極部20とを有してなる放電加工装置100において、電極部20が、放電中に加工電極21を固定して保持するための電極保持体22と、ワーク11と電極保持体22の間に位置し、ワーク11と対向する加工電極21の先端を貫通させて、前記先端を位置決めする電極先端ガイド23と、電極先端ガイド23と電極保持体22の間に位置し、電極保持体22による加工電極21の固定が開放された状態で、加工電極21を把持する電極把持ハンド24とを有してなる放電加工装置100とする。
(もっと読む)
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
(もっと読む)
放電加工用電極の作製法
【課題】残留応力による放電部の電極片部11の破損を防止できる放電加工用電極の作製法を提供すること。
【解決手段】電極材料から所定の機械加工を施して電極外形母体1を形成し、該電極外形母体1を機械加工して電極外形体9を形成する電極外形体形成工程と、前記電極外形母体1の放電部3にワイヤー放電加工によって前記放電部3の肉材3cを除去して所定の肉厚と形状を有する電極片部11を形成する電極片部形成工程とを備える放電加工用電極の作製法であって、前記電極片部形成工程の前に少なくと1回の前記電極外形体9の残留応力を除去するための焼鈍をする電極外形体焼鈍工程を施す。
(もっと読む)
Cu−Wパイプとその製造方法及びそれを用いた放電加工用パイプ電極とその製造方法
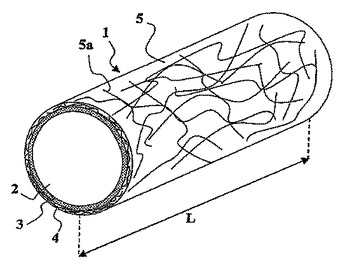
【課題】 外径が0.5mm以下のような極細径のCu−Wパイプとその製造方法及びそれを用いた放電加工用パイプ電極とその製造方法を提供すること。
【解決手段】 Cu−Wパイプは、 組成が、組成が重量%でCuを25〜30%、NiまたはCoを0.1〜0.5%、CeO2を0(0を含まず)〜1.0%、及び不可避不純分を除く残部がWからなるパイプ状の焼結体であって、前記パイプの最小作製寸法が外径0.08mm×内径0.04mmであり、前記焼結体のWの粒径が0.5〜3.0μmである。
(もっと読む)
ワイヤ放電加工用被覆電極線及びその製造方法
【課題】導電性および放電加工性能が良好なワイヤ放電加工用被覆電極線及びその製造方法を提供するものである。
【解決手段】本発明に係るワイヤ放電加工用被覆電極線6は、心材1の外周に2層以上の被覆層2,3,4,5を有し、断面四角形で、外周角部にR状の円コーナー部Rを有するものである。
(もっと読む)
放電加工用Cu−W系合金電極材
【課題】 短納期加工への対応、即ち、電極消耗率が小さく、一層の高速加工を可能にする放電加工用電極材とその製造方法とを提供すること。
【解決手段】 放電加工用Cu−W系合金電極材は、25〜60mol%の銅(Cu)粉末と、周期表の2族元素Ca、Sr、Baの内から少なくとも2種類以上の粉末を式、(X)WO4(但し、式中のXは2族元素、以下式Iと呼ぶ)により0.3mol%〜3.0mol%と、残部がタングステン(W)粉末とからなる混合粉末を焼結したものからなるか、または、前記銅(Cu)粉末を除いた前記混合粉末からなる多孔質焼結体を作製して、その空孔部に25〜60mol%の銅(Cu)を溶浸したものからなる合金材料であって、前記合金材料の組織は、前記2族元素が前記式Iの複合タングステン酸塩の形態で分散相を形成している。
(もっと読む)
ワイヤ放電加工用電極線
【課題】従来から、放電加工の際に、断線頻度の少ない電極線の出現が要望されていた。
【解決手段】 本発明のワイヤ放電加工用電極線は、導電性金属ワイヤの表面に1〜50,000平方マイクロメートルの大きさからなる斑点状の絶縁膜(金属酸化膜等)をまだら状に施した電極線であり、好ましくは、その導電性金属ワイヤの導電度が、8.7m/(Ω・mm2)以上で、銅亜鉛合金を中心心材とし、その周りに銅亜鉛合金中心心材より高亜鉛濃度の銅亜鉛合金を施した2層構造を有している電極線であり、位置決め等の接触検知性能に影響を及ぼすことなく、断線頻度を低減することを可能にするワイヤ放電加工用電極線である。
(もっと読む)
放電加工用の複合材ワイヤ
本発明は、β相内の連続銅亜鉛サブレイヤ(3)と、γ層内の破砕銅亜鉛合金構造を有する表面層(4)とからなる銅亜鉛合金コーティングによって取り囲まれた、銅または銅亜鉛合金のコア(2)を有するワイヤ(1)に関し、裂け目(5a)のβ相内の銅亜鉛合金は、外から視認することができる。この場合、放電加工速度が実質的に向上する。
 (もっと読む)
(もっと読む)
銅系材料およびその製造方法
【課題】
Fe、Cの汚染のないCu基系材料および鋼製密閉容器を使用してもFe、Cの汚染を防ぐことができる製造方法を提供する。
【解決手段】
Cuを必須成分とし、Wおよびセラミックスから選ばれた少なくとも1つの成分を含む銅系材料であって、該銅系材料は、上記成分の粉末を所定割合で混合した混合粉を、非鉄製の焼成用容器に収納し、または、プレス加工して圧粉体とし、この圧粉体を非鉄製の冶具で把持し 1083 ℃以上、1400 ℃未満で焼成する予備処理工程と、該予備処理工程で得た焼成体を 950 ℃以上、 1083 ℃未満で熱間等方圧加圧処理する工程とにより得られる。
(もっと読む)
21 - 37 / 37
[ Back to top ]