
Fターム[3C060BA03]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 穴あけ、型抜き加工の形態 (1,032) | ナイフ状刃によるもの (370)
Fターム[3C060BA03]の下位に属するFターム
対向部が粘弾性体のもの (9)
Fターム[3C060BA03]に分類される特許
101 - 120 / 361
蓋材付き容器の製造方法
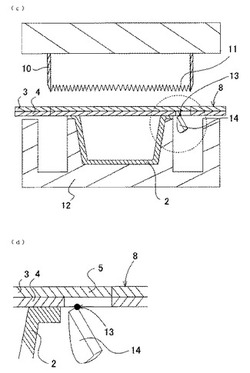
【課題】工程を増やさずに、既存の製造工程で、ハーフカットよりも外層剥離用タブの先端側の内層の除去ができる蓋材付き容器の製造方法を提供する。
【解決手段】容器の内部に所望の内容物を入れ、蓋材原反8でシールした後、蓋材原反を、凸刃と凹刃が交互に連なる鋸歯を有する打ち抜き刃10で容器外周形状に打ち抜く際に、外層剥離用タブの周縁に対応する鋸歯における一部の凹刃の底部を、刃を潰した鈍化部11とした打ち抜き刃を用いて蓋材原反を打ち抜き、鈍化部に対応する部分13でハーフカットよりも外層剥離用タブの先端側の内層14が蓋材原反に連なった状態とし、不要となった蓋材原反部分を蓋材付き容器から除去する際にハーフカットよりも外層剥離用タブの先端側の内層が不要となった蓋材原反側に連なって除去されることを特徴とする蓋材付き容器の製造方法。
(もっと読む)
平盤打ち抜き装置

【課題】シートの切れムラを解消することのできる平盤打ち抜き装置を提供する。
【解決手段】打ち抜き刃が取り付けられる上部固定台盤11と、上部固定台盤11の下方で、上部固定台盤11に対向して接離自在に設けられた可動台盤12と、可動台盤12を上部固定台盤11に向けて上下動させるリンク機構18と、リンク機構18のシート入口側及び出口側の下端部近傍にそれぞれ設けられた楔片16とを備える。楔片16をそれぞれ単独で電動機32にて動作可能とした。
(もっと読む)
打抜型
【課題】カートンブランクの後端側端縁に形成された傾斜部にヒゲ状部等を形成することなく、精度良く傾斜部を形成すること。
【解決手段】カートンブランク用打抜型10は下型11と、上型14とを有し、この上型14に罫線刃21と切断刃15とが設けられている。切断刃15はカートンブランク5の両側縁5c,5dに対応する一対の側縁刃17,17と、先端側端縁5aに対応する先端側切断刃16とを有している。先端側切断刃16は搬送方向Lに直交する直交刃16aと、直交刃16aの一端側に連結されカートンブランク5の傾斜部5eを形成する傾斜刃16bとからなっている。一方の側縁刃17は搬送方向Lの後端側に延長された延長刃18を有し、延長刃18により形成された延長部5fは傾斜部5eと交差する。
(もっと読む)
シートの加工方法
【課題】打ち抜き加工の信頼性が高く、装置の寿命を延ばすことができるシートの加工方法を提供すること。
【解決手段】ロール状に巻回された台紙2を巻き出し、別途巻き出された被切断シート1の下面側に該台紙2を重ね合わせて積層シート3を得、該積層シート3を、切断型11に固定設置された切断刃12と受け台13との間に搬送する。搬送中の積層シート3における被切断シート1の打ち抜き予定部位が、切断刃12と受け台13との間に到達したときに、積層シート3の搬送を停止し、静止した積層シート3における被切断シート1の上面側に向けて切断型11を移動させ、切断刃12で積層シート3を押圧することによって、被切断シート1の打ち抜き予定部位を打ち抜き切断すると共に、台紙2に、該台紙2を完全には切断しないハーフカットを施す。
(もっと読む)
紙器・ダンボール用ロータリー打抜型
【課題】安価で高精度のロータリー・ミーリング抜型を提供する。
【解決手段】一定の間隔で方眼状にボルト穴21を開けた5ミリ−12ミリ厚のロータリー状のユニバーサルベース2と所定の図形を前記ユニバーサルベース2上で設計し、ロータリー・ミーリング加工された型台4とその上部に罫線刃または切刃42を持ち前記穴21に対応する固定穴31を持つセグメント型と前記ユニバーサルベース2に所定の図形に合わせてセグメント型を固定したロータリー抜型。
(もっと読む)
ロータリダイカッタの刃物取付台、その固定方法及び装置
【課題】刃物取付台の着脱に取付けボルトを不要にして、刃物取付台の着脱時間を短縮可能にして、ロータリダイカッタの運転効率を向上する。
【解決手段】円筒状のナイフシリンダ10に2個の固定用リング16a、16bを遊嵌させ、駆動装置28でネジ軸18を回動させて移動台20a、20bを移動させ、該移動台に設けられたヨークプレート24で該固定用リングを刃物取付台14の両端部まで移動させる。そこで作動装置60により固定装置40を作動させ、固定用リングをナイフシリンダ外周面12に固定して刃物取付台14を固定する。固定用リングを固定した後は、ヨークプレート24を固定用リングから離しておくので、ヨークプレート24の摩耗をなくすことができる。
(もっと読む)
打ち抜き機における面版装置
【課題】低コストで、高い精度が得られ、繰り返して使用できる面版装置を提供する。
【解決手段】ブランクを製作する打抜き機において、抜き型15に設けた押し罫を用いてブランクの一面に凹状折り筋を形成し、凹状折り筋の位置に合わせて凸状折り筋を上記ブランクの他面に形成するための面版類を使用する面版装置であって、面版類18の位置決めのために、その所定位置に形成した複数個所の位置決め開口18aと、位置決め開口と係合して面版類に着脱可能で、抜き型15の位置決め孔15aに着脱するピン軸23と組み合わされた位置決めコマ27と、位置決めコマを所定位置に配置した抜き型15と受け板17を接触させ、位置決めコマを受け板に接着させて位置を転写するために位置決めコマに設けた接着部24及び上記接着された位置決めコマに嵌合して位置決めされる上記面版類18とを備えて構成された面版装置。
(もっと読む)
打ち抜き刃
【課題】シートやフィルムからなる立体形成品(曲面成形品,折り曲げ成形品)やプレス成形品や射出成型品を、立体形状の輪郭に沿って打ち抜くに際して、微細かつ正確な打ち抜き処理ができる打ち抜き型を提供する。
【解決手段】上下定盤間に配置されて立体形成体を打ち抜くための打ち抜き型に使用する打ち抜き刃1であって、金属ブロックの先端に刃を備え、当該刃の先端高さが、当該刃先の部位によって異なる高さを持つ、削り出しにより形成されたことを特徴とする打ち抜き刃。
(もっと読む)
打ち抜き刃ユニット
【課題】打ち抜き刃の刃先を加熱することで対象物の打ち抜き面を良好にすることができる技術を提供する。
【解決手段】上下定盤81、82間に配置された打ち抜き対象物(アクリル等)を打ち抜くために使用される上下の打ち抜き刃からなる抜き刃ユニットU1であって、金属ブロック(基部)の上面に、刃先から当該金属ブロックの底面までの距離が、全ての部位で同一、または、少なくとも一部で異なる刃が、削り出しにより形成されている。
(もっと読む)
打ち抜き型
【課題】
立体形成品(曲面成形品,折り曲げ成形品)やプレス成形品や射出成型品を、立体形状の輪郭に沿って打ち抜くに際して、微細かつ正確な打ち抜き処理を行なう。
【解決手段】
上下定盤間に配置されて立体形成体を打ち抜くための打ち抜き型1Aであって、打ち抜き刃の先端の高さが、当該打ち抜き刃の部位によって異なる輪郭を持つ打ち抜き刃を備えた第1基盤11と、前記打ち抜き刃の先端に対して相対的に離隔しまたは近接する、前記打ち抜き刃の各部位の先端の高さに対応した凹凸を有する受け面を持つ第2基盤12と、前記第1基盤と前記第2基盤とを垂直方向にのみ摺動可能にする案内部材13と、を備えたことを特徴とする。
(もっと読む)
加工装置および製造装置ならびにシート加工方法
【課題】 薄膜状のシート材から製品を分割形成する際に、前記製品の形成に関する不要な部分として前記シート材から分割される不要物の飛散を防止することができる加工装置および製造装置ならびにシート加工方法を提供することである。
【解決手段】 加工装置1は、予備加工工程と本加工用工程とを経て、薄膜状のシート材11から製品12を分割する。予備加工工程において、シート材11に、予備加工用切断刃によって、互いに角度を成す2方向に2つの端がそれぞれ延びて形成される切込みが形成される。本加工工程において、本加工用切断刃5を用いて、予備加工工程後のシート材11から製品12が分割される。予備加工時切込み15の垂直方向両側の浮上がり量が相互に非対称になるので、加工装置1は本加工工程後の不要物13の飛散を防止することができる。
(もっと読む)
形抜き型及び打ち抜き刃の刃先高さ調整方法
【課題】刃先高さを調整しようとする打ち抜き刃に応じた取付け板と定盤の間にスペーサシートを配置して刃先高さを調節する場合、スペーサシートにより取付け板が広い範囲で変形させられるのを回避し、隣設する打ち抜き刃が一緒に押し下げられて刃先がテーブルへ過度に圧接して損傷するのを回避する。
【解決手段】打ち抜き刃の基端が露出する取付け板の平面に、必要に応じて定盤と取付け板の間に介在されるスペースシートの厚さ及び幅に応じて凹所を打ち抜き板の基端に沿って形成する。
(もっと読む)
共通の刃を備えるダイカット
本発明は、概して、ベース部材と、切断定規と、圧縮性最上層とを有する、ローラ式ダイカッティング機械用のダイカット組立体を対象とする。ベース部材は、長さ、幅および厚さを有する概して長方形形状である。切断縁部を含む切断定規は、複数の幾何形状を含むパターンへと形成される。幾何形状を含むこのパターンは、その形状により可能となる場合には各幾何形状が共通の箇所を共有するように、形成される。切断定規は一般に、傾斜した向きでベース部材に結合され、ここでは、このパターンの辺はベース部材の長さに対して横向きではない。圧縮性最上層はベース部材に結合される。一般に、切断定規は圧縮性最上層の中に収まり、圧縮性最上層は切断定規の切断縁部を越えて延在する。 (もっと読む)
カス分割抜き型
【課題】
打ち抜きカスのサイズが大きい場合であっても打ち抜きカスの排出をスムーズに行う。
【解決手段】
閉じた輪郭を有する打ち抜き刃12により薄状体を打ち抜き、前記輪郭の内側の打ち抜き結果物を前記輪郭の内側から基台11の下部に連通する排出空間131,132,133 を介して排出する抜き型において、閉じた輪郭の内側に、当該輪郭を少なくとも2部分に分割するカス分割用補助刃14を有することを特徴とする。
(もっと読む)
細幅の長尺発泡体シールの製造方法及び細幅の長尺発泡体シール
【課題】 断熱、緩衝、遮音用などを小ロット多品種にも対応した細幅の長尺シールの製造方法およびその製品を提供する。
【解決手段】 細幅の長尺発泡体シートや長尺発泡体シールの製造方法において、発泡体ブロックを所定の厚さ以下の平面状発泡体シートにスライスし、一方、CADデータに基づく数値制御可能な加工により、もしくは数値制御にて加工した加工型を用いた加工により、このスライスした平面状発泡体シートを、3点を通るラインからなる円弧の連続的な繋がりを有し、かつ、ピッチが等間隔である、渦巻き状のラインにカットし、このカットした渦巻き状シートの部分を上記の平面状発泡体シートから抜き取とることにより、上記の平面状発泡体シートの厚さを幅としおよびピッチの間隔を厚さとする細幅の長尺シートもしくは長尺シールに形成することによる細幅の長尺シール6の製造方法。
(もっと読む)
CAD面版の取り付け部材。
【課題】 本発明は前記「面ピタ君」の問題点を克服せんとするものである。その問題点とは
a.転写パッチ510をカッティングプレート6に転写したのち、抜型2に残った円盤受け仲介物300を取り外さなければならない。
b.転写パッチ510が消耗品として部品となり、費用がかさむ。
本発明は以上の問題点を克服するために発明されたものである。
【解決手段】 抜型2とCAD面版1の同じ位置にピン穴21とピン穴係合穴12を持ちCAD面版1をカッティングプレート6に取り付けるジグにおいて、
a.底部に磁石53を持ち頂部にレセプター穴42に係合する転写体突起52を持つ転写体5。
b.抜型2のピン穴21に挿入するレセプターピン40とその底部に同一中心のレセプターフランジ41とその最低部に転写体5を収納するレセプター穴42を持つレセプター4。
c.レセプターフランジ41とそれに係合する転写体5の合計の厚みが切刃23と合板の厚みの差(23.6−18.0=5.6)に略、等しくしたものである。
(もっと読む)
打ち抜きプラスチックフイルムの製造方法及び該製造方法に用いるプレス加工機
【課題】単葉のプラスチックフイルムの積層体の打ち抜き工程におけるプラスチックフイルムの帯電を防止して、単葉のプラスチックフイルムの製造を効率的にする。
【解決手段】プレス台に打ち抜き外郭形状の打ち抜き刃を1又は2以上を備え、該打ち抜き刃の位置に対向するプレス上板の位置に、打ち抜き外郭形状より寸法が小さい略相似形の貫通孔を有し、該貫通孔の面積より大きくかつ、前記打ち抜き外郭形状より小さい外郭形状の天然繊維の布によって、前記貫通孔を塞いだプレス上板を有するプレス加工機のプレス台に、多数枚積層されたプラスチックフイルムを載置して、前記プレス上板を下降させて、多数の単葉プラスチックフイルムを打ち抜き刃の内部から回収することを特徴とする打ち抜きプラスチックフイルムの製造方法。
(もっと読む)
平盤打抜き装置
【課題】チェス及び面板の交換を安全にかつ短時間で行えるようにすることにより、打ち抜き型の交換に要する作業効率を大幅に向上できるようにすることを目的とする。
【解決手段】平盤打抜き装置のプレス部分に打抜き型の交換用取出し口を設け、引き出されたチェスを交換するためのチェス反転装置を交換用取出し口の外方に設置したものにおいて、チェス反転装置は対峙した状態で反転する一対の支持アームを支柱に支持させ、支持アームには上下にチェスガイドを設けるとともに、当該チェスガイド間に空間部分に面板を支持する面板ガイドを設けて構成した。
(もっと読む)
ソフトロータリーダイ用ウェーブ刃
【課題】 従来の段ボールケース用ソフトロータリーダイ打抜刃を使用してカットした物は、打抜き後のカット面で手にけがをしやすく、また紙紛も多く見られた。
【解決手段】 段ボールケース用ソフトロータリーダイ打抜刃の先端部から中央にかけて表裏面に波形状の加工を設けたものである。これにより、段ボールケース打抜き後のカット面がウェーブ形状になり、手にけがをしにくく、また紙紛を軽減できる。
(もっと読む)
切断装置
【課題】切断刃の取り付けが容易であり、耐久性が高く、被切断物が軟らかい素材や薄い材料であっても安定して高品質に切断可能な切断装置を提供する。
【解決手段】トムソン刃等の切断刃18と、その切断駆動装置50を有する。切断刃18を位置決めする保持部材20と、保持部材20に形成された側面に対向して設けられ、切断刃18を挟持する固定部材30を備える。固定部材30を保持部材20の側面に対して押圧し、切断刃18を固定する止めネジ32a,32bを備える。切断刃18の刃先18aが当接する刃受け部24を有する。刃受け部24は、弾性ゴム体44と、弾性ゴム体44の表面に配置された金属受け部材46とから成る。
(もっと読む)
101 - 120 / 361
[ Back to top ]