
Fターム[3C060BA03]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 穴あけ、型抜き加工の形態 (1,032) | ナイフ状刃によるもの (370)
Fターム[3C060BA03]の下位に属するFターム
対向部が粘弾性体のもの (9)
Fターム[3C060BA03]に分類される特許
121 - 140 / 361
ソフトロータリーダイ用ウェーブ刃

【課題】 従来の段ボールケース用ソフトロータリーダイ打抜刃を使用してカットした物は、打抜き後のカット面で手にけがをしやすく、また紙紛も多く見られた。
【解決手段】 段ボールケース用ソフトロータリーダイ打抜刃の先端部から中央にかけて表裏面に波形状の加工を設けたものである。これにより、段ボールケース打抜き後のカット面がウェーブ形状になり、手にけがをしにくく、また紙紛を軽減できる。
(もっと読む)
切断装置および切断方法

【課題】 連続して走行するシート状ワークの端部に、不等ピッチで切り込みを入れ、大幅に生産性を向上することが出来る切断装置および切断方法を提供すること。
【解決手段】 シート状ワークの走行に追従して回転する送りロールと、シート状ワークを介して送りロールに対向した位置に配置された円筒型のナイフロールとを備え、
前記ナイフロールの外周に、シート状ワークに所定のカットパターンの切り込みを入れる刃の部分と、刃の無い部分とが設けられており、
前記ナイフロールがシート状ワークに追従して回転させて所定のカットパターンの切り込みを入れる機構と、前記ナイフロールを停止させ刃の無い部分でシート状ワークを空送りさせる機構と、を備えた切断装置および切断方法を提供する。
(もっと読む)
フォイルカッター及び中実形カッターローラー
本発明は、ロータリーパンチに関し、特に支持ローラーの外周面に用いられるフォイルカッターを有するロータリーパンチであって、フォイルカッターが、下面及び上面を備えるベースプレートを有し、ベースプレートの上面には、少なくとも1つの切刃が配置され、ベースプレートの上面が、切刃に隣接しかつ切刃により部分的に又は完全に取り囲まれる少なくとも1つの領域を有するものに関し、該領域には、打ち抜くべき扁平部材の部分が打ち抜きプロセス中に締め付けられている。本発明により、フォイルカッターが、切刃に隣接しかつ切刃により部分的に又は完全に取り囲まれる少なくとも1つの領域内には、ベースプレートの上面に設けられる少なくとも1つの隆起部を有し、隆起部は、隆起部が、扁平部材の打ち抜かれる部分若しくは扁平部材の打ち抜かれる複数の部分領域の締め付けを防止するように、形成して配置されかつフォイルカッターに結合されている。 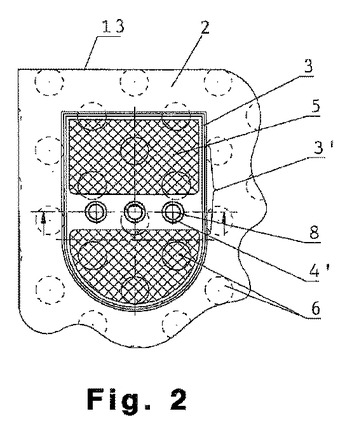 (もっと読む)
(もっと読む)
ダイカットロール
【課題】ラベル等が印刷されたシート状のワークに切込みや折れ線等を連続して加工するダイカットロール1を作製する際に、素材の無駄を最小限に抑制して作製する。
【解決手段】本体部11の取付け穴15の雌ねじ部16にシャフト12のねじ軸部17を螺合し、本体部11の両端に小径のシャフト12を結合し、耐摩耗性、じん性を有する機能素材とシャフト12が別部材とされたダイカットロール1とする。
(もっと読む)
ロータリダイカッタの打抜き屑除去装置及び刃物取付台
【課題】刃物取付台の取付け、取替え時に押出し棒の着脱作業を廃して作業効率を向上させると共に、打抜き屑を打抜き刃から除去する押出し棒の摩耗を低減する。
【解決手段】ナイフシリンダ10に穿設された複数の第1の貫通孔16に第1の押出し棒18を移動自在に装着し、刃物取付台12に穿設された第2の貫通孔34に第2の押出し棒36を移動自在に装着して第2の押出し棒36を第1の押出し棒18と突き合せ可能にし、第2の押出し棒36の外側端に打抜き屑aを押し出す押出しレバー30を取り付け、ナイフシリンダ10の内部に打抜き屑aの押出し時に第1の押出し棒18を押し出す偏芯シリンダ14を設け、第1の押出し棒18の外側端18aが常にナイフシリンダ外周面10aより外方に突出しないように移動ストロークを規制する。第1の押出し棒18及び第2の押出し棒36を好ましくは自己潤滑性樹脂又は耐摩耗性材料で構成する。
(もっと読む)
抜き型
【課題】
微細振動を与えつつ打ち抜き対象の打ち抜き加工を行い、クラックを防止するとともに刃先当接部分の消耗を低減する。
【解決手段】
下定盤の何れかに配置して使用される抜き型を備えた抜き型1であって、抜き型1は、基台11と、帯状刃(トムソンは)12と、帯状刃12の刃先に微細振動を与える超音波振動体13(通常は、板状)が、当該帯状刃12に沿って複数備えられており、超音波振動体13の刃先が数μmの振動を起こすことで、クラックなしの切断を行う。
(もっと読む)
切断装置
【課題】ワークの,相互に高低差がある複数の切断部を一工程で一挙に切断することができ,しかも使用する刃具の刃先精度の管理を容易にすると共に,その刃具の延命を図ることができる切断装置を提供する。
【解決手段】ワークWの,相互に高低差hもしくは切断深さの差がある複数の切断部A,Bを切断する複数の刃具31,32を備える切断装置において,ワークWを支持するワーク支持台22に刃具37,38に押されることにより沈む刃具受け部材26,27を設けた。
(もっと読む)
プラスチックシート成形品の打抜き型
【課題】可動凸刃の撓りや固定凹刃の振動等を防止することで、常時、両者を正確に噛み合わせ、高品質のプラスチックシート成形品を安定して供給することができる打抜き型を開示する。
【解決手段】昇降可能に支持した可動凸刃と、この可動凸刃の刃先が嵌入可能な内形の固定凹刃とを備えた打抜き型であって、可動凸刃は、固定凹刃の前記内形よりも大きい外形を有する拡大胴部の下縁に前記固定凹刃に嵌入可能な刃先部を突出して設けた。可動凸刃は、内部にプラスチックシート成形品の成形部の逃げ凹部を有する。固定凹刃は、型枠部の内部を可動凸刃毎に仕切部で区画した升状をなし、前記型枠部および前記仕切部を台座にボルト止めした。固定凹刃は、さらに、その内形に沿って、型枠部および仕切部を台座にろう付けまたは溶接した。
(もっと読む)
穿孔装置
【課題】シートを穿孔跡やばりがなく、大きな力を必要としないで連続的に穿孔することができる穿孔装置を提供する。
【解決手段】フレームと、前記フレームに穿孔方向に上下動可能に支持された複数のパンチと、前記パンチと紙葉束を挟んで対向する前記フレームに設けられたダイと、前記パンチを駆動するモータとを備える。前記複数のパンチは、正方向回転と逆方向回転それぞれで紙葉を穴ぐりする略U字状の刃先を有し、前記フレームには、所定ストロークで往復移動するカム板を設け、このカム板には、一方向移動と反対方向移動それぞれで前記複数のパンチを穿孔方向に往復動するカム溝が形成され、前記モータは、正方向回転で前記カム板を往方向に移動し、逆方向回転で前記カム板を復帰方向に移動し、前記パンチに正方向回転と逆方向回転を紙葉の穿孔毎に交互に伝達する。
(もっと読む)
型抜き加工装置
【課題】ダイで型抜きしたカスが、受けロールの表面に付着したり、連続用紙に付着するなどして、型抜き加工装置が故障することを防止した型抜き加工装置を提供する。
【解決手段】周面にダイを着脱可能に装着するダイロールと、ダイロールに装着したダイによる抜き圧を受けてダイロールと回転する受けロールと、ダイロールと受けロールの間を連続走行させる連続状の被加工物の下流側に設置させたガイドロールと、を有する型抜き加工装置であって、前記受けロールと前記ガイドロールとの間に設けられ、前記受けロールと前記ガイドロールとの間を走行する前記被加工物の下面領域を含む領域の大きさを有する受け口と、前記被加工物から型抜きされたカスを下方に吸引する吸引部と、を備えた吸引ダクトと、前記受けロールと前記ガイドロールとの間を走行する被加工物の上方側に設けられ、前記被加工物に向かって空気を噴出する空気噴出ダクトと、を備えている。
(もっと読む)
ローラ型の圧縮・切込み・切断ユニット
包装材料用の、ローラ型の圧縮・切込み・切断ユニット(1)が、少なくとも一つの突出する切込み・切断輪郭形状部(3)を備えるモータ駆動ローラ(2)と、少なくとも一つの当接する逆輪郭形状部(5)を備える被駆動逆転ローラ(4)と、モータ駆動ローラ(2)と逆転ローラ(4)との間で、運動を同期した様態で直接に伝達する運動学的手段(6)であって、それぞれのシャフト(2a,4a)に接続されている運動学的手段(6)と、ローラ(2)と逆転ローラ(4)との間の切込み接触又は切断接触を可能にするようにされた調節式のプッシャ要素(7)と、ローラ(2)と逆転ローラ(4)との間に配置された少なくとも一つの回転要素(10,11)であって、モータ駆動ローラ(2)の回転を被駆動逆転ローラ(4)のスラストリングの回転から切り離すようにされた回転要素(10,11)とを具備する。 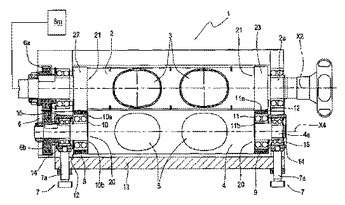 (もっと読む)
(もっと読む)
基板分割装置
【課題】製品基板と捨て基板とが連結部で連結したプリント基板を切断分割した後で、先に取り出したい捨て基板が必ず上になるようにして作業性が向上する基板分割装置を提供する。
【解決手段】プリント基板10は、内側の製品基板11と外側の捨て基板12とが連結部12aにより連結している。基板分割装置の刃24には、かえし24aが備わる。(A)のように、刃24を地面方向に押し込んで連結部12aを切断する。次に、(B)のように、刃24を天方向に持ち上げるときに、捨て基板12は、切断された刃24のかえし24aに乗り上げて確実に天方向に持ち上げられる。切断動作が全て完了後は、(C)のように、捨て基板12が必ず製品基板11の上側(天側)になる。したがって、作業者は、先に捨て基板12を取り外す作業を行うときに、製品基板11が引っ掛かるということはなく、作業性が向上する。
(もっと読む)
鉤刃と段ボール
【課題】段ボールのジッパを形成するとき、鉤刃により段山が潰れて段ボールの強度劣化の要因となる。
【解決手段】段ボールのジッパを形成する鉤刃の2辺の内の1辺のみに刃を設ける。更に、ジッパの進行方向と平行でない辺に刃設ける。
(もっと読む)
三次元抜き型ユニット
【課題】
微細振動を与えつつ立体打ち抜き対象の打ち抜き加工を行い、受け部材(刃を受けるための型)の刃先当接部分の消耗を低減する。
【解決手段】
刃先Tが基材12の表面から三次元状に突出してなる帯状刃11を備え、上定盤61と下定盤62の何れかに配置して使用される立体打抜き対象の抜き加工用の三次元抜き型1と、三次元抜き型1が配置された定盤に対向する定盤に配置される、帯状刃11の三次元形状に対応した表面形状を持つ受け部材18とを備えた三次元抜き型ユニットであって、三次元抜き型1には、帯状刃11に微細振動を与える超音波振動体13が帯状刃11に沿って複数備えられている。
(もっと読む)
抜型用面版
【課題】一度剥がした際に、貼着面が塵埃や水分等で汚れても清掃によって貼着力を復原でき、長期保存も可能で、貼着面が破損しなければ、貼着力が弱まることなく何度でも再利用できるようにする。
【解決手段】シート素材に切断線、折目用の罫線を形成するように、ダイ型と共に使用されるカッティングプレート20上に面版1を固着する。この面版1の貼着面側には、カッティングプレート20に対する貼り付け、剥離、再貼り付けが可能な非粘着性吸着層5を形成する。この非粘着性吸着層5は、無数の微細陥没穴6を有するミクロ吸盤構造の厚さ50〜150ミクロンのアクリル系樹脂層によって形成する。これにより、貼着面に糊等の接着剤を塗布しなくても、単に圧着するだけで、微細陥没穴6内が負圧状態となることで一定の固着能力を有し、何度でも貼り剥がしができる面版1を形成可能にする。
(もっと読む)
二つの反対に駆動できる作業ローラ間で材料帯を加工する装置
【課題】作業ローラの軸線間の角度が出来るだけ簡単に変更できるように、最初に述べられた種類の装置を改良させること。
【解決手段】この発明は、機台(20)と、二つの作業ローラ(2、3)と四個の受台リング(4,4a,5,5a)とを備える二つの反対に駆動できる作業ローラ(2、3)で材料帯を加工する、特に打抜く或いは印刷する装置に関する。作業ローラ(2、3)が機台(20)に支承されている。作業ローラ(2、3)間の軸線間隔は、それら端部に取付けられて対に互いに下ろす円錐状走行面(L)によって作業ローラ(2、3)に配置された受台リング(4,4a,5,5a)により確保される。この発明によると、少なくとも一つの受台リング(4,4a,5,5a)が軸方向移動自在に少なくとも一つの作業ローラ(2、3)に支承されている。これは、出来るだけ作業ローラ(2、3)の互いの軸線間隔の一面的変更を可能とする。
(もっと読む)
パッケージフィルム開口亀裂線のロール形成機構およびそのロール形成方法
【課題】受圧ユニットのアンビルロールにより、開口刃モジュールが作動する際の衝撃力を低減し、アンビルロールの磨耗を減らすことができるパッケージフィルム開口亀裂線のロール形成機構を提供する。
【解決手段】パッケージフィルム開口亀裂線のロール形成機構は、受フレーム6と、受圧ユニット22と、受フレーム6と、受圧ユニット22の受圧座223との間に結合された衝撃力緩衝機構10と、受圧ユニット22のアンビルロール221に隣接した箇所に配置され、回転可能な開口刃軸20と、開口刃軸20に配置された少なくとも1つの開口刃部211とを有する開口刃モジュール2とを備える。
(もっと読む)
転移部材の位置決め治具及びこの治具を使用した面版の位置決め方法
【課題】打ち抜き型の材質如何に関わらず転移部材を受け型に位置合わせすることができ、しかも脱着も容易な転移部材の位置決め治具及びこの治具を使用した面板の位置決め方法を提供する。
【解決手段】打抜機に、打ち抜き型(雄型)22と、面板が貼り合わせられる受け型(雌型)21とを取り付け、受け型に転移部材12を転移させて、転移された転移部材を目印にして、上記面板を受け型に貼り合わせる転移部材の位置決め治具1であり、打ち抜き型の金属製の打抜刃26及び/又は金属製の押罫部材25に沿って吸着される磁石として取り付ける取付手段と、前記転移部材を着脱自在に保持する保持手段1bとを備える。
(もっと読む)
抜き型
【課題】抜き型の刃材埋め込み作業の負荷を軽減するとともに刃材の埋め込みを正確に行うことにある。
【解決手段】平坦な上下面を備える板材3に貫設した貫設溝4内に刃材6の根元部が打ち込み埋設された抜き型において、平坦な上下面を備える板材3に貫設した貫設溝4内に刃材6の根元部が打ち込み埋設された抜き型において、前記貫設溝4が板材3下面に対して垂直方向に貫設され、前記刃材6の根元部6bと刃部6aとの間の刃材6面に、該刃材6の刃部刃先線に対して平行に目安線8が表示されている。
(もっと読む)
穿孔装置
【課題】分岐管が接続される立胴部を横向きにしてガス管に取り付けた分岐継手を通してガス管へ穿孔を行う際、管側方に穿孔作業のためのスペースが十分になくても穿孔が確実に行える穿孔装置を提供する。
【解決手段】ロッド23に油圧シリンダー18のプランジャー17を固定し、シリンダー16にホールソー21を固定する。ガス管1への穿孔時にはロッド23を操作し、油圧シリンダー18をホールソー21と共にホールソー装入口14に装入し、立胴部13まで押込む。次に支え部材27と係止部材28を備えた反力受け手段をロッド23に沿わせてホールソー装入口14に装入し、係止部材28を立胴部内壁に形成される凹溝31に嵌合させると共に、支え部材27をホールソー装入口14奥側の内周天井部に当てがう。反力受け手段装着後、油圧シリンダー18に送油し、シリンダー16と共にホールソー21を前進させてガス管1に押し当て穿孔する。
(もっと読む)
121 - 140 / 361
[ Back to top ]