
Fターム[3C063BG07]の内容
研磨体及び研磨工具 (13,968) | 台金又は基材に関するもの (1,051) | 台金又は基材の形状 (594) | 平板状 (321) | 円板状、ディスク状又はドーナツ盤状 (231)
Fターム[3C063BG07]に分類される特許
81 - 100 / 231
磁器切断用回転砥石
【課題】 本発明は上記問題を解決し、磁器を切断する際の生産性を悪化させることなく、切断面の形状不良の発生を防止することができる磁器切断用回転砥石を提供する。
【解決手段】
第1の円盤1aの外周に切断用砥粒層1bが形成された第1の回転砥石1と、第2の円盤2aの外周に面付用砥粒層2bが形成され、第1の回転砥石1と重ね合わさせて配設された第2の回転砥石2とから構成したため、第1の回転砥石で磁器を切断すると同時に、第2の回転砥石2で切断面を面付することが可能となる。面付用砥粒層2bに、第1の回転砥石1側に向かって徐々に外径が大きくなるテーパー面2cを形成すると、面付時に、テーパー面2cが、磁器碍管51内面51aの端縁51eを回転軸方向外側から内側に順次除去するので、磁器碍管51の内面51aにカケ込みが発生することがない。
(もっと読む)
研削ホイール

【課題】 研削砥石に超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着されるマウント装着プレートと、第1面、該第1面と反対側の第2面及び該第1面に一体的に形成された連結軸を有し、連結軸が該マウント装着プレートに連結されるとともに複数の研削砥石が該第2面の外周部に固定されたホイールベースと、該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、該マウント装着プレートの全周と該ホイールベースの全周とを囲繞するように該マウント装着プレートの外周と該ホイールベースの外周とに締結された円筒状薄板と、を具備したことを特徴とする。
(もっと読む)
研削ホイール
【課題】 研削砥石に超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着されるマウント装着リングと、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固定されたホイールベースと、該研削砥石の半径方向内側で該ホイールベースの該第1面に配設された超音波振動子と、該マウント装着リングと該ホイールベースとの間に介装された振動吸収リングと、を具備したことを特徴とする。
(もっと読む)
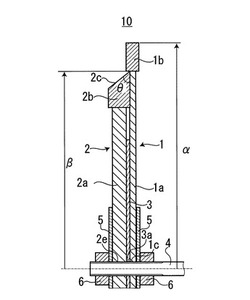
ハブ付きブレード
【課題】回転時の遠心力による刃先の変位を低減し加工品質や加工精度の向上を図るハブ付きブレードを提供する。
【解決手段】ダイシングブレード1は、ハブ3と当該ハブ3の外周縁部3bから一部外側に張り出して設けられたブレード部5とを備えている。ハブ3は、一体に形成されており、第1面A側に位置し外周縁部3bに近づくほど第2面B側に近づくように傾斜する第1テーパ面7と、第2面B側に位置し、外周縁部3bに近づくほど第1面A側に近づくように傾斜する第2テーパ面9と、を有している。
(もっと読む)
カッター
【課題】ダイヤモンド等の砥粒を含むカッターにおいて、チップを形成するボンドを高強度化することで切り刃を薄くし、切削抵抗を低減して高速切断ができるカッターを提供することである。
【解決手段】上記課題は、ボンドと基板を接合する部位の成形密度を均一に高密度することで達成でき、砥粒層の内部に半径方向に向かって延びる板部が介在し、板部を挟んで対抗するボンド同士を繋ぐための突き抜け孔が形成されているカッターにおいて、突き抜け孔を形成する壁部が基板の半径方向と鉛直な方向に対して傾斜して設けることにより解決される。
(もっと読む)
研磨剤を含浸する電鋳製薄型カッティングソー及びコアドリル
【解決手段】本発明は,ダイヤモンドの研磨剤が含浸したニッケル電鋳製の薄型カッティングソー,ブレード(20)又はコアドリルに関する。薄型のカッティングソーは,複数の凸部(22)と,凸部と等しい数の凹部(24)を有し,凸部と凹部のそれぞれは交互に位置し,凸部と凹部は実質的に平行であり,凸部と凹部は連結部(26)を介して連結される。ある実施の形態において,接続部の少なくとも1つには,中間ステップ,又は部分的な凸部及び部分的な凹部が形成されている。これらの中間ステップ,又は部分的な凸部及び部分的な凹部により,カッティングソーが回転する切断幅D1にわたる基材の分布がより均一となり,刃先が実質的に平坦となる。 (もっと読む)
回転砥石の製造方法及び該製造方法によって製造された回転砥石
【課題】回転砥石の寿命時間を延長し、かつ、廃棄する砥石材料の量を減少することができる回転砥石構造を得る。
【解決手段】グラインダーの砥石回転駆動用シャフト32を嵌める砥石中央孔を設けた中央部12aと該中央部12aの外周外側に設けた有効砥石円形部12bを一体に有する円盤状の砥石本体12を備える回転砥石11の製造方法において、中央部12aの肉厚を有効砥石円形部12bの肉厚よりも薄く形成するとともに、該中央部12aの薄くした肉厚分の砥石材料を有効砥石円形部12bの肉厚面上に盛り、該有効砥石円形部12bの肉厚を中央部12aの肉厚よりも大きく形成するようにした。
(もっと読む)
超砥粒ホイール
【課題】軽量化を図ると共に、工具自体の破損の可能性を低減する超砥粒ホイールを提供する。
【解決手段】超砥粒ホイール1は、円環形状の台金3と、台金3の外周表面に設けられた超砥粒層5と、を備えている。台金3は、円環形状の内側円板31と、この内側円板31の外側において内側円板31に同心に設けられた円環形状の外側円板33と、を有し、内側円板31の材料は、外側円板33の材料よりも、密度が大きく、熱膨張率が小さく、引張強度が大きくなるように選択される。
(もっと読む)
プラトー面加工用レジノイド超砥粒砥石ホイール
【課題】プラトー面を高能率で研削可能なプラトー面加工用レジノイド超砥粒砥石ホイールを提供する。
【解決手段】砥石ホイール10によれば、砥石部16が10〜60容積%の気孔率と2〜15GPaの弾性率とを有することから、適度な軟らかさで超砥粒が結合されるとともに適度の割合で気孔が形成されているので、外周面で研削する通常の砥石ホイールと同様の研削手法を用いて、被削材28の表面の拡大断面において図5に示すように深い油溝gと平坦なプラトー面部pとが精度良く、一挙に且つ能率良く形成される。
(もっと読む)
超音波振動を付与した研削砥石による加工方法
【課題】 様々な研削装置に用いて被研削物を高速、高精度で研削加工ができ、かつ砥石の消耗の小さい研削砥石および研削加工方法を提供すること。
【解決手段】 研削砥石8は、アルミ合金製の砥石保持部材9の外側面に平行なスリット10a、10bを設ける。そしてその砥石保持部材9の凹み部に円環状の圧電セラミック12a、12bを、エポキシ樹脂を用いて接合する。最外周部に円環状の砥石4の層を設ける。砥石保持部材9の両側に構造的強度を向上させるために、円環状のステンレス製のサポート板15a、15bをエポキシ樹脂により接合する。
(もっと読む)
砥粒、電着工具、砥粒の製造方法及び電着工具の製造方法
【課題】砥粒の切れ味の劣化を防止することができる砥粒、電着工具、砥粒の製造方法及び電着工具の製造方法を提供する。
【解決手段】砥粒本体21と、砥粒本体21の表面の一部を露出させるように表面を被覆する導電材22と、を備え、電着工具に用いられる、砥粒23。
(もっと読む)
研磨部品を担体に接合するための連続金属相を有する研磨工具
研磨物品は、担体要素、研磨部品、および研磨部品と担体要素との間の接合領域を含む。研磨部品は、金属マトリックスに結合した研磨粒子を含む。研磨部品は、溶浸材で実質上満たされた、連続細孔の網状構造をさらに含む。溶浸材は、少なくとも1種の金属元素を含有する溶浸材組成物を有する。接合領域は、少なくとも1種の金属元素を含有する接合金属組成物を有する接合金属を含む。接合領域は、担体要素と異なる領域であり、かつ、担体要素から分離した相である。元素重量パーセント差は、溶浸材組成物と比べた接合金属組成物中に含有される各元素の重量含有率の差の絶対値である。接合金属組成物と溶浸材組成物との元素重量パーセント差は、20重量パーセントを超えない。  (もっと読む)
(もっと読む)
薄刃砥石およびダイシング方法
【課題】研磨・切削性、耐久性に優れ、剛性とタフネスとのバランスに優れた薄刃砥石を提供する。
【解決手段】平均粒径が0.1μm〜10μmのダイヤモンドおよびまたは立方晶窒化ホウ素(CBN)からなる砥粒を5質量%〜50質量%の範囲で含有するポリイミドフィルムであって、厚さが1μm〜30μmである薄刃砥石、中でもポリイミドフィルムが、少なくとも芳香族テトラカルボン酸類の残基としてピロメリット酸、芳香族ジアミン類の残基としてベンゾオキサゾール構造を有するジアミンであるポリイミドフィルムであり、かつ面方向での線膨張係数が−10ppm/℃〜20ppm/℃である薄刃砥石。
(もっと読む)
研削装置と切削装置
【課題】 少なくとも2パターンのR面をワークに形成することができる研削装置を提供すること。
【解決手段】 研削装置2は研削部材102,202を備えている。研削部材102は複数のセグメント120を備えている。研削部材202は複数のセグメント220を備えている。セグメント120は、研削面140とD1側R面130を備えている。セグメント220は、研削面240とD1側R面230を備えている。研削部材102,202は、D1側R面130によってワークを研削することが可能である第1位置関係と、D2側R面230によってワークを研削することが可能である第2位置関係との間を相対移動することができる。これによって、2パターンのR面をワークに形成させることができる。
(もっと読む)
高気孔率超砥粒樹脂製品および製造方法
超砥粒工具などの超砥粒製品は、超砥粒粒子成分、および超砥粒成分が分布している熱可塑性ポリマー成分を含む多孔質連続相を含む。超砥粒製品の超砥粒製品前駆体は、超砥粒粒子成分、結合剤成分、および被包ガスのポリマー発泡剤を含む。超砥粒製品を形成する方法は、超砥粒、結合剤成分、および被包ガスのポリマー発泡剤を混合して、例えば、超砥粒製品前駆体を形成するステップを含む。混合された超砥粒、結合剤成分、および被包ガスのポリマー発泡剤は、発泡剤内の被包から少なくとも一部のガスを放出させる温度まで一定時間加熱される。  (もっと読む)
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
砥石
【課題】 研削先端位置を修正することなく2つの研削加工を同一装置で連続的に行うことができる砥石を提供する。
【解決手段】 砥石10は、ホイール11の外周面の一部に砥粒層12に代えて配置され、ホイールの低速回転時もしくは回転停止時には砥粒層よりも外側に突き出し、ホイールの高速回転時には砥粒層よりも内側に引っ込む仕上げラッピング手段20を備える。ホイールを高速回転させて砥粒層により研削仕上げ加工し、続いてホイールを低速回転させて仕上げラッピング手段により仕上げラップ加工するので、砥粒層及び仕上げラッピング手段の工具先端位置関係を調節する必要が無く、研削仕上げ加工及び仕上げラップ加工を同一装置で連続的に行うことができる。
(もっと読む)
切削装置
【課題】切削装置において、切削ブレードの中心部に形成された被挿入孔の内周面と切削ブレードが装着される挿入軸の外周面との間のクリアランスを確保しつつ、切削ブレードの回転中心と挿入軸の回転中心との間の偏心を抑制して精密な切削を可能とする。
【解決手段】切削ブレード32の円形基台320に形成された被挿入孔322のフランジ301bに当接する側の開口部に面取り部323cを設け、被挿入孔322に挿入される挿入軸301aとフランジ301bとの結合部には、面取り部323cに当接して円形基台320の回転中心と挿入軸301aの回転中心とを合致させるテーパー部301dを形成し、切削ブレード32の回転軸心とスピンドルの回転軸心とを一致させ、挿入軸301aを有するスピンドルが高速回転しても偏心しないようにして切削ブレードの振動を抑制し、精密な切削を可能とする。
(もっと読む)
両面ラップ盤用回転定盤
【課題】両面ラップ盤用回転定盤においてキャリアの破損を防ぎつつ、効率よく研磨を実施する。
【解決手段】両面ラップ盤用回転定盤において、摺り合せ面(11)の少なくとも内側周縁(21)と外側周縁(22)に沿って、金属粉とダイアモンド粉とを焼結せしめた所定の厚みと幅を有し、断面が矩形をなした棒状の研磨片(23)を、相互にこれら研磨片(23)の横巾と同等かより狭い巾の空隙(16)を保って、ほぼ均等かつ同心円状に固定して研磨片環状配列群(29)(30)を形成すると共に、内側周縁(21)寄りの研磨片(23)と外周周縁(22)寄りの研磨片(23)に挟まれた中間領域に、金属紛とダイアモンド粉とを焼結せしめて所定の厚さと直径を有する円柱状をなしたダイアモンドペレット(10)をほぼ均等かつ同心円状に固定した。
(もっと読む)
切削ブレード
【課題】 高速回転時に切刃の倒れを防止することが可能な切削ブレードを提供することである。
【解決手段】 円形ハブが一体的に形成された円形基台と、該円形基台の前記円形ハブと反対側の側面外周部に形成された切刃とから少なくとも構成され、切削装置のスピンドルの先端部に装着される切削ブレードであって、該円形ハブに円形又は環状座繰り部を形成し、該座繰り部の外周側を環状バランス部としたことを特徴とする。
(もっと読む)
81 - 100 / 231
[ Back to top ]