
Fターム[3C063BG07]の内容
研磨体及び研磨工具 (13,968) | 台金又は基材に関するもの (1,051) | 台金又は基材の形状 (594) | 平板状 (321) | 円板状、ディスク状又はドーナツ盤状 (231)
Fターム[3C063BG07]に分類される特許
141 - 160 / 231
研削加工装置
【課題】研削工程毎の研削砥石の交換が正確な位置調整により効率よく行われるとともに、高い寸法精度で生産効率が向上する研削加工が可能な研削加工装置を提供する。
【解決手段】研削加工対象物41の被加工面と交差する軸芯35周りに、互に種類の異なる複数の砥石群31、32がそれぞれ放射状に配されるとともに、前記複数の砥石群31、32のうちいずれか一つの砥石群が選択的に前記被加工面と接触可能に保持されたことで、研削砥石31、32の交換及び調整作業をすることなく連続して一連の研削加工することができ、高精度に研削加工の切り込み制御をすることができるので、タクトタイムの短縮を図ると同時に精度の高い研削加工が可能になる。
(もっと読む)
研磨装置および研磨シート

【課題】 研磨装置の研磨盤駆動を停止することなく、研磨の粒度を変えて研磨をおこない、研磨工程を短縮するとともに、任意の研磨粒度の部分を個別に交換することや研磨面の研磨粒度の組合せ変更を、容易におこなうことを可能とする。
【解決手段】 研磨面が平行移動または回転する研磨装置であって、研磨面は複数の研磨シート片からなることを特徴とする研磨装置。研磨シート片は同心円状に配置してもよく、その場合、外縁部から中心部へ向かって、または中心部から外縁部へ向かって、粒度が順に大きくなるように配置することが好ましい。
(もっと読む)
研削加工における研削液の動圧開放方法、その方法を利用した研削方法およびその研削方法に用いる砥石
【課題】少なくとも1本の傾斜溝を、砥石と工作物とが接触する接触面を上下に貫通させることにより、接触面に向けて供給された研削液に発生する動圧を開放し、工作物の加工精度を高めて研削能率を向上させる。
【解決手段】砥石の研削面と工作物とが接触する接触面に向けて研削液を供給しながら工作物を研削する研削加工において、研削面に刻設された傾斜溝と、接触面の砥石円周方向と平行な一方の縁の延長線との交点を一方交点、他方の縁の延長線との交点を他方交点と定義した場合、一の傾斜溝の他方交点と、一の傾斜溝と隣接する傾斜溝の一方交点とが砥石円周方向において所定のオーバラップ量だけオーバラップし、接触面の砥石円周方向長さがオーバラップ量よりも小さくなるようにする。
(もっと読む)
砥石及び台金
【課題】台金の厚みを不必要に厚くすることなく、軽量で取扱いが容易であるとともに、不必要にワークを多く削り過ぎてしまうことがない砥石及びこの砥石に使用される台金を提供すること。
【解決手段】台金11の表面の少なくとも一部に、ダイヤモンド砥粒やCBN砥粒等の超砥粒を含む砥粒層20が形成された砥石10であって、前記台金11は、800℃〜1100℃の加熱処理後の降伏点が300N/mm2以上となる耐熱性を備えた耐熱性材料で構成されている。さらに、熱伝導率の高い砥粒を選択することにより、加工時の火花の発生を抑えることができる。
(もっと読む)
スムージング工具及びスムージング方法
【課題】被加工物の凹状部に対しても固定砥粒フイルムを当接でき、安定したスムージング加工が行えるようにする。
【解決手段】スムージング工具10は、砥粒を工具作用面に固定状態で保持して被加工物11の表面を加工するものであり、軸方向の一端が加工機に取り付けられ、他端に略球面の凸状部12bが形成された回転軸12と、凸状部12bの工具作用面側に固定された弾性部材14と、弾性部材14に固定された固定砥粒フイルム15とを備えている。
(もっと読む)
回転砥石
【課題】 本発明の目的は、生産性を低下させることなく、板ガラスの端部を面取り加工しても、欠損や破損を防止できる回転砥石、及び板ガラスの端面加工方法を提供することである。
【解決手段】 この回転砥石10は、アルミニウム製で、中心に孔部10a′を有する円盤状台金10a(外径120mm、内径80mm、厚み40mm)と、この円盤状台金10aの外周面に接合された円環状の例えばフェノール樹脂製の衝撃吸収層10b(厚み10mm)と、この衝撃吸収層10bの外周面に接合された円環状の砥粒層10c(厚み5mm)から構成されている。
(もっと読む)
吸塵用研磨具
【課題】シート状研磨材をパッドに取り付ける際に、孔位置を整合させる必要をなくし、研磨材の付け替え労力を軽減すること。
【解決手段】a)研磨面、背面及び20個以上の孔を有するシート状研磨材と;b)支持面及び背面を有するバックアップパッドであって、i)20個以上の孔を有する、又はii)複数の孔を有し、該支持面に、該シート状研磨材の20個以上の孔同士を結ぶ線に沿って伸長されかつ該複数の孔同士を連通する溝を有する、バックアップパッドとを;有し、シート状研磨材の背面がバックアップパッドの支持面に着脱自在に固定されている吸塵用研磨具であって、該シート状研磨材の該20個以上の孔はバックアップパッドの孔とほぼ隣接していて、等間隔複数正三角形の格子状に配置されている、吸塵用研磨具。
(もっと読む)
軟質材加工用回転工具
【課題】被加工材を加工した際に発生する削り屑の排出を促進して、この削り屑に起因する被加工材の加工効率の低下や加工面の面粗さの悪化を確実に防止でき、軟質材である被加工材を効率良く、安定的に加工・調整できる軟質材加工用回転工具を提供する。
【解決手段】軟質材よりなる被加工材が移動され、この被加工材に対して加工を施す軟質材加工用回転工具であって、基板11の表面11Aには、上方に突出する切刃凸部が形成され、切刃凸部の上面は、一方側から他方側に向かうにしたがい基板11の底面11Bからの高さが段々と低くなるように段状をなして、前記底面11Bからの高さが最も高い最上面13と少なくとも一つの中間棚部14とを備えており、最上面13の他方側の辺稜部を除く辺稜部に切刃17が形成されていることを特徴とする。
(もっと読む)
薄型ウェハ製作用研削砥石及び研削方法
【課題】 シリコンウェハや、その他薄片化が要求される被研削材の研削加工に用いられる、切れ味が良く被研削材にダメージを与えないで高能率で高品質な面仕上げが期待できる研削砥石や経済的効果のある研削方法を確立する。
【解決手段】CVD法により、砥粒層としてダイヤモンド膜7を成膜してなるリング状、あるいは円盤状の研削砥石のダイヤモンド膜部に溝9や凸凹のパターンを設けること。さらには研削砥石の砥粒層の内外周、または外周の稜部をRに形成すること。研削液に純水を用いることにより効率的で経済効果のある研削加工が出来る。
(もっと読む)
研磨ディスクの改良
【課題】加工中に被加工部を観察することが可能であり、また被加工部が冷却される回転サンディング・ディスクを提供する。
【解決手段】アングル研削盤のアクセサリは大きな通気/観察用の開口を有する使い捨ての研磨ディスクを含み、このディスクは通気穴を有する弾性の押え板と共に使用される。この一方又は両部材の開口はこの開口が加工面からの突出物に係合せぬような形状とされ、且つ使用中には加工面に渡って空気が流れ易くする。
(もっと読む)
研磨盤及びこれを用いた金属塗装面の研磨方法
【課題】弾性板の一面側に研磨布の背面側を固着し、弾性板の他面側に回転研磨装置側の回転盤への固定手段を設けて、研磨布がベース布の表面側にウール繊維を植設して構成されていると共に、ウール繊維を植設した面内に縦溝・横溝が格子状に形成されている研磨盤を用いて行なった研磨の後、当該研磨後の研磨面に残存している微小な傷、バフ目を取り除くために行なう仕上げ研磨に際し、仕上げ研磨工程時間を短縮可能で、仕上げ研磨後の仕上げ面に微小な傷やバフ目などがほとんど残らない鏡面状態の仕上げ面を実現することに適した研磨盤と研磨方法の提供。
【解決手段】ベース布の表面側に綿繊維が植設されていると共に綿繊維を植設した面内に縦溝及び横溝が格子状に形成されている研磨盤を使用した。
(もっと読む)
多層構造薄刃ブレード及びその製造方法
【課題】刃厚が極めて薄いにもかかわらず曲がりが少なく、精度の良い加工が可能で、低コストで製造できる多層構造薄刃ブレード及びその製造方法を提供する。
【解決手段】円盤状のグリーンシートを積層して焼結したところの、中心層11及び側面層12,13を有する多層構造の焼結体ブレードの上記中心層11が、砥粒11aと結合材11bとを有する焼結体で構成され、該多層構造の焼結体の切断に寄与する周縁部3において、側面層12,13の一部がドレッシング等の機械的方法で除去され、それにより、多層構造薄刃ブレードの周縁切断刃部が、砥粒11aが表面に露出した中心層部分11cだけで構成される。
(もっと読む)
可撓性研磨ディスクを製造する方法及び可撓性研磨ディスク
【課題】既知の方法による問題点を排除し、均質な特性を備えた可撓性研磨ディスクを安定して、経済的に製造する方法と、その方法によって製造される研磨ディスクを提供する。
【解決手段】研磨ディスクは上側と下側とを備えた裏張りを含み、上側にはディスクの表面層を形成する研磨剤のコーティングを有する。可能な限り特定の模様を備えるようにされた表面層を形成するために、各研磨ディスクの裏張りは別個にコーティングされる。この製造方法において、裏張りの上側にある研磨剤のコーティングは、特別な構造とし裏張りに対して押圧されるエンボスモールドによってエンボス加工される。
(もっと読む)
研磨パッド
【課題】ウエーハの被研磨面から均一厚さに研磨できる研磨パッドを提供することを目的とする。
【解決手段】研磨面31が、チャックテーブルに保持されたウエーハの回転中心から外周に向かう所要領域を研磨する研磨領域EPOLと研磨機能を有しない非研磨領域ENONとを含み、これら研磨領域EPOLおよび非研磨領域ENONが、研磨面31の回転中心からの半径R1≦R≦R2に至り形成されているので、研磨領域EPOLと非研磨領域ENONとの比率設定によって周速の速い外周側の除去レートを実質的に減らすことで研磨深さがウエーハ全面に亘って均一となり精度の高い平坦面として鏡面仕上げすることができるようにした。
(もっと読む)
さび除去および素地調整に優れた回転研削工具およびその製造方法ならびにそれを用いたさび除去および素地調整方法
【課題】橋梁などの大面積を有する鋼構造物や、保管中の製鉄工程中間製品などに形成された厚いさびや固着さびを、効率的かつ効果的に、しかも低コストでありながら高い作業性と安全性を確保しながら除去し、鋼材面の素地調整を行える回転研削工具を提供する。
【解決手段】金属回転盤の研削面の一部または全部に、20個/cm2以上の面密度となるようモース硬度9を超える硬質粒子が蝋付け接合されており、この硬質粒子と蝋材により構成された突起部の高さをH、突起部の直径をDとしたとき、平均Hは300μm以上、平均H/Dは0.3以上であり、突起部の硬質粒子に外接する仮想球を用いて蝋材の表面から露出している硬質粒子の露出表面積率を求めたとき、平均露出表面積率が10%以上であるさび除去および素地調整に優れた回転研削工具である。
(もっと読む)
研削工具
【課題】研削作業中に被加工物の加工面の研削状態を確認しつつ研削を行うことが可能な研削工具を提供する。
【解決手段】研削工具10は円盤状の台金12から構成されている。台金12には、周縁部に板状部14が設けられ、中央部に固定部20が設けられている。板状部14の底面には、ダイヤモンドやCBN等の砥粒がレジンボンドにより連続して固定された研削領域16が設けられている。固定部20には、研削機の動力軸に研削工具10を固定するための軸孔22が設けられている。研削工具10には、板状部14の上面から研削領域16に連通する複数の貫通孔18が穿設されている。これにより、被加工物の加工面の研削状態を確認しつつ研削を行うことができる。
(もっと読む)
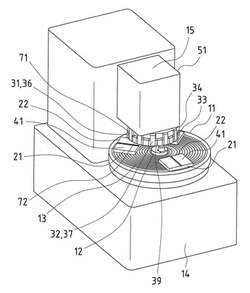
光学表面の表面仕上げツール
本発明のツールは、
−横方向端面(113)を備えた剛性支持体(104)と、
−横方向端面に押し付けられると共にこれを覆う弾性的に圧縮可能なインターフェイスと、
−光学表面に押し付けられるようになっていて、それ自体端面(113)の反対側でこの端面と整列してインターフェイスに押し付けられると共にこれを覆う可撓性パッドと、
−支持体(104)を端面(113)を横方向に越えて位置する可撓性パッドの周辺部分に連結するばね戻し手段(115)と、
−ベース(130)の一部である可撓性フランジ(131)とを有し、可撓性フランジ(131)は、可撓性フランジ(131)によって包囲されている剛性支持体(104)も又、ベース(130)の一部をなしている。
(もっと読む)
吸塵用研磨具
【課題】吸塵用孔を有する研磨材をバックアップパッドに取り付ける際に、孔位置を整合させる必要をなくし、研磨材の付け替え労力を軽減すると同時に、吸塵用研磨具の研磨性能を更に向上させること。
【解決手段】20以上の吸塵孔3、3’を有するシート状研磨材と、第1主表面と対向する第2主表面を有し、前記第1主表面と第2主表面とを貫通する少なくとも1つの吸塵用穴を持つ基体材1と、前記基体材の第1主表面に接合され、前記研磨材を取付ける取付け面と前記取付け面から前記基体材の第1主表面方向に延在する複数の孔を持つ、通気部材4、4’とを有し、前記通気部材は前記基体材と協働して、粉塵を、前記取付け面から前記基体材の第2主表面に流出させる、研磨材支持用バックアップパッドとを有する吸塵用研磨具。
(もっと読む)
バリ取りブラシ
【課題】機械工作によって製作されたワーク加工面のバリを取るものであって、最小回数で、取り残しのないバリ取り作業を行うことができるバリ取りブラシとすること。
【解決手段】回転軸を備えたブラシベース1と、該ブラシベース1に装着されること。多数のブラシ毛は前記ブラシベース1へ配置装着されると共に配置構成Aは非円形状とすること。前記ブラシベース1の中心部は、前記ブラシの非配置領域aとすること。また前記ブラシ毛をブラシ束2により構成し、前記ブラシベース1に着脱自在とすること。前記配置構成Aは角形状又は異形状等とすること。
(もっと読む)
回転砥石
【課題】砥粒層の強度を向上し、砥粒層が均等に摩耗するようにして、砥粒層の割れや欠け、クラックの発生を防止し、切断能率を向上させた回転砥石を提供する。
【解決手段】切断砥石1においては、円盤状の基板2の外周側に砥粒層3が設けられており、基板2の中心には、取付用の穴4が設けられている。また、切粉を排出するためのスリット5が基板2の円周方向に等間隔に設けられている。砥粒層3の厚み方向の中間領域に金属製のシート状物質6が円周方向に設けられ、基板2の外周端から見て波線状となっている。シート状物質6は、砥粒層3の厚みTの50%以上80%以下の厚みで形成され、シート状物質6の材料として、Cu、Ni、Fe、ステンレス、真鍮、または炭素のいずれかを用いることができる。
(もっと読む)
141 - 160 / 231
[ Back to top ]