
Fターム[3C063EE29]の内容
Fターム[3C063EE29]に分類される特許
1 - 20 / 86
ワーク切削具
【課題】ワークを差込めば、切削部に押し当てたワークを回転させなくても球状、円錐状、円錐台形に切削可能とし、切削効率の向上を図る。
【解決手段】基体にワークを差込み可能な切削凹部を設け、切削凹部の内周面に切削刃物又は切削砥粒等の切削物を設け、切削凹部内に差込んだワークを前記切削部に押し当てた状態で基体を回転させると、ワークを切削凹部の内周面形状に沿って切削可能とした。切削凹部にワークを切削可能な入口側切削部と入口側切削部よりも内径の小さい奥側切削部を切削凹部の内周面に二段以上連設し、両切削部を入口側切削部から奥側切削部にワークを連続押し込み可能に連設した。入口側切削部と奥側切削部を、入口側切削部から奥側切削部にワークを連続押し込みできない階段状に設けた。切削凹部内に切り粉を排出可能な排出口又は一時的に溜めておく溜め空間を設けた。
(もっと読む)
サンドペーパー作製方法およびサンドペーパー

【課題】砥粒の付着が均一で、しかも脱落し難いサンドペーパー作製方法およびサンドペーパーを提供する。
【解決手段】シート素材11は、上に網素材12が貼り合わされる。前記網素材は、紙、布、樹脂、不織布、または金属素材の少なくとも1種類からなる。前記シート素材および網素材は、接着剤が塗布される。前記シート素材および網素材は、下部に砥粒14が入れられている収容部の上を通過する際に、前記砥粒に高い静電気が印加される。前記収容部における砥粒は、前記高い静電気が印加されることによって舞い上がる。前記高い静電気により舞い上がった砥粒は、シート素材および網素材の上を覆うように付着する。
(もっと読む)
研削工具
【課題】 研削機械や電動工具などに装着され、主として鉄、ステンレス等の金属板を研削して平坦にしたり、表面に塗布されている塗膜を除去したりするために用いられる回転型の研削工具であって、被切削板の平面が平坦でない場合でも均質な研削を行うことが出来る上に、寿命も長い研削工具を提供する。
【解決手段】 上記課題を解決するための研削工具は、金属など硬い材料で製作された基板に、弾性体からなる母体の表面に砥粒を焼き付け、接着、又は、この母体の内部に砥粒を含有させる、などの方法で造られた研削用部品を、工具回転中心の周囲に複数個装着したことを特徴とする。弾性体の形状、弾性係数、取付数、を適正に選ぶことにより、各種の被切削材の表面研削に適用することができ、被研削材の表面が平坦でない場合でも均質な研削が可能なうえに、研削で発生する切粉が研削用部品を劣化する危険が少ないため、工具としての寿命も長い。
(もっと読む)
ブラシ
【課題】本発明は、チャンネル部材に挟持されたチャンネルブラシまたはデッキに植え込まれた植え込みブラシに関するものである。
【解決手段】本発明のブラシは、複数個の短冊状サンドペーパーと、複数本のブラシ毛とから構成されている。前記ブラシは、チャンネル部材に前記短冊状サンドペーパーおよびブラシ毛を挟持して作製される。また、植え込みブラシは、前記デッキに溝を設け、その間に短冊状サンドペーパーおよびブラシ毛を挿入し、接着剤等で固定して作製される。前記複数個の短冊状サンドペーパーは、シート状部材の一方の面に砥粒が付着されており、砥粒側をブラシの進行方向に配置している。また、前記ブラシ毛は、前記短冊状サンドペーパーの長さより短くしてある。前記短冊状サンドペーパーは、後ろに設けられたブラシ毛の弾性により程よい力で支えられている。
(もっと読む)
自動車補修用研磨具
【課題】事故等で損傷した自動車の外板パネルを元通りに正確に且つ迅速に復元する事ができる、自動車補修用研磨具を提供する。
【解決手段】直方体形状の研磨具1の本体を、上体部3と下体部2に分割して形成し、平織金網4を芯材として下体部2の上面に仮固定してから、合成ゴム系接着剤を下体部2の上面部に均一に塗布し、上体部3の下面部にも合成ゴム系接着剤を均一に塗布して下体部2と上体部3を圧接着して一体化し、研磨シート6を貼り付けて研磨具1を製作する。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】一般鋼材やステンレス・アルミ等の金属部品加工後のバリ取りや研磨仕上げ、自動車用鋼板の表面処理等に利用される研磨ブラシ用毛材およびその毛材を用いた研磨ブラシに関し、廃棄時の環境負荷を低減し、かつ耐湿熱性および耐溶着性に優れた研磨ブラシ用毛材を提供する。
【解決手段】ASTM D6866/MethodBに準拠して測定されたバイオマス炭素濃度が70〜100%であり、融点200℃以上のポリアミド樹脂100重量部に対し、研磨砥材粒子を10〜50重量部含有せしめた組成物を溶融紡糸したモノフィラメントからなることを特徴とする研磨ブラシ用毛材。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
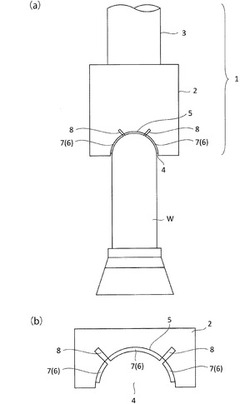
ブラシ装置
【課題】ブラシの寿命を延ばすことのできるブラシ装置を提供する。
【解決手段】本ブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えているので、ブラシ4の寿命を延ばすことができる。
(もっと読む)
工具を主軸に組み付けるためのフランジ
【課題】回転する工具によって、脆弱性の材料から成る肉薄の対象物の加工をも可能にするフランジを提供する。
【解決手段】フランジが、組付け状態において一方の端部で主軸5と協働していて、反対の側の他方の端部の領域に、フランジの回転軸線11に対して直角に方向調整された取付け面23を有しており、該取付け面23に組付け状態で工具4が接触している。フランジが、振動を減衰するために、少なくとも1つの部分範囲3を有しており、該部分範囲3が、フランジの全横断面にわたって延びていて、振動減衰性の材料から成っている。
(もっと読む)
ブラシ毛素材作製方法
【課題】本発明は、金属製ブラシ毛素材中に砥粒を混入したブラシ毛素材作製方法に関するものである。
【解決手段】本発明のブラシ毛素材作製方法は、金属素材を加熱する工程、前記金属素材を徐冷する工程、前記金属素材の上から砥粒を添加する工程、および所定の形状に成形する工程とから構成されている。前記金属素材の加熱工程は、次の工程で徐冷することにより、前記金属素材を柔らかくして前記砥粒の粒子を破壊することなく、前記金属素材に混入させる。
(もっと読む)
ブラシ毛用カバー
【課題】本発明は、少なくとも1本の棒状体の周囲を覆うブラシ毛用カバーに関するものである。
【解決手段】発明のブラシ毛用カバーは、少なくとも一本の棒状体の周囲をシート部材によって覆っている。前記シート部材は、前記不織布、ゴム系部材および/または合成樹脂製部材、天然繊維、合成繊維、天然毛の少なくとも一種類を織って作製されたシート部材、あるいは天然または合成革からなるシート部材からなる。前記棒状体は、金属部材、合成樹脂部材、その他ブラシ部材からなり、研磨中に折れても、前記不織布製シート等の内に止まり、作業者に危険を与えない。また、前記不織布等からなるブラシ毛用カバーによって覆われたブラシは、内部の棒状体と、これを囲むカバーとによって、ブラシとしての硬さを被研磨部材の硬さに合わせることができる。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】特に外部水冷方式で使用する場合の冷却効果に優れ、持続的な研磨性能を発揮する研磨ブラシ毛材および研磨ブラシを提供する。
【解決手段】総繊度が470〜15000dtexの合成樹脂マルチフィラメント2の外周長手方向に、砥材粒子含有合成樹脂モノフィラメント1を複数本引き揃え、接着剤3を介して固着してなる研磨ブラシ用毛材。
(もっと読む)
エッジ仕上げ工具、及びこれを用いたエッジ仕上げ工法
【課題】本発明は、従来の被加工物のエッジ仕上げにおせるバリ取りと研磨仕上げにおける課題の解決を図り、よって角部の曲率半径の小さな鋭利性の高いエッジの仕上げを、機械的接触研磨と通電による電解研磨を併用して行うエッジ仕上げ工具とその工法を提供する。
【解決手段】同軸回転する2種の回転面(11、21)を備えた回転体Taであって、該2種の回転面(11、21)の母線(mr、ma)同士の交角θを、被加工物のエッジの峡み角に一致させて配設すると共に、各回転面(11、21)の異なる位相位置にそれぞれ研磨具(4、5)を配設してなり、かつこれらの研磨具(4、5)の少なくとも一方側をエッジeへの接触時にエッジeを超える位置となるように配設する。これらの研磨具(4、5)の配設構成は、ゴム材や弾性樹脂材や撓みバネ材などの弾性手段(42)を介して行っている。
(もっと読む)
端縁加工工具、端縁処理装置及び端縁処理方法
【課題】鋼材の端縁処理において、被加工材の片面側からの一回の加工処理で、被加工材の表面側と裏面側の両方の端縁部における端縁処理ができる端縁加工工具、端縁処理装置及び端縁処理方法を提供する。
【解決手段】端縁加工工具10を回転駆動すると共に、該端縁加工工具を被加工材20の端部に沿って移動させることにより、前記被加工材の端縁部分を該端縁用切削工具の回転による切削で端縁処理する端縁処理装置に取付ける端縁加工工具において、該端縁加工工具の加工部11Aを、前記被加工材の表面側の端縁部に当接する第1加工部と、前記被加工材の裏面側の端縁部に当接する第2加工部を設けて形成し、同時に被加工材の表面側と裏面側の両方の端縁部を端縁処理するように形成する。
(もっと読む)
グラインダ、前記グラインダを使用した研磨方法、前記研磨方法を使用した表示装置の製造方法、及びこれを使用して製造した表示装置
【課題】本発明はグラインダおよびこれを利用した研磨方法を提供する。
【解決手段】本発明の第1の実施形態にかかるグラインダは、研磨面を形成する研磨部および前記研磨部を回転させるために前記研磨部と連結されたシャフトを含む。また、前記研磨部はリペア剤と研磨剤を混合した混合物およびポリウレタンを含み、前記シャフトの回転軸に垂直な面と前記研磨面とがなす角度αは、1°≦α≦7°を満たす。
(もっと読む)
カップ型回転砥石
【課題】研削チップ5の回転速度及び研削力を向上させ、同時に広範囲に亘り短時間で完全に旧塗膜を研削すると共に、剥離物が回転砥石1に付着しないようにする。
【解決手段】直径15cm〜30cmのカップ型の台金2の全外周縁下面に平坦部4を具備したリング状凸部3が設けられている。平坦部4には、砥石1の回転方向に刃先を向けた複数の研削チップ5が、大小異径の同心円上に沿って周方向に離隔して取り付けられている。研削チップ5の刃先前側面と、平坦部4とのなす角度θは、0<θ<90°に設定されている。研削チップ5の下部は刃先前側から視て円弧状に形成され、全体として中央が下方に膨出した蒲鉾状に形成されている。台金2には、外周縁から半径内方向に窪む円弧状の切縁を有する凹溝10を周方向に所定間隔毎に設けている。リング状凸部3の外周面には砥石回転方向に刃先が向けられた切刃11が周方向に設けられている。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
バリ取りブラシ
【課題】 製造コストを高くすることなくブラシ片の抜け止めを確実に行なうことができるバリ取りブラシを提供する。
【解決手段】 被加工面の研削、研磨、表面処理、洗浄、バリ取り等の各種加工をする為のバリ取りブラシ1において、前記バリ取りブラシ1は、複数本のブラシ片2aを束ねたブラシ部2、及び底部が閉塞された筒状の基台3を有し、前記ブラシ片2aが前記基台3の内側面3aを押圧する為の凸部4が前記基台3の内面に形成されてあると共に、前記ブラシ部2は、接着剤5を介して前記基台3に固定されてある。
(もっと読む)
研削方法、面取りガラス板の製造方法及び研削装置
【課題】カップ型の砥石ヘッドにより粗研削と仕上げ研削とを1工程で行い所定の高精度の平滑面を得る研削方法を提供する。
【解決手段】粗研削用環状砥石4を配した内カップ6と、細研削用環状砥石8を配した外カップ9とが間隙を有して同心円状に配され、被加工面が粗研削用環状砥石4に次いで細研削用環状砥石8により研削されるように2重カップ型回転砥石と被加工物とを相対移動させつつ、前記内カップ6の内周面22に研削液25を供給する研削方法である。また、前記2重カップ型回転砥石14と、砥石を軸心の回りに回転させる駆動手段16と、被加工物20を相対移動させる、移動手段と、研削液供給手段24とを備え、被加工物20の相対移動方向Sが、前記回転軸心23と研削後の面21を含む平面との交点から、被加工物20と細研削用環状砥石8とが加工中に当接する位置に至る方向にベクトル成分を有する方向である研削装置である。
(もっと読む)
研磨体およびその製造方法
【課題】CMP法の研磨加工に用いられる研磨体(LHAパッド)であって、内部に有する気孔により被研磨物に対し適度な圧縮弾性を発揮する研磨体を提供する。
【解決手段】研磨体10は、研磨粒子14を内包した複数の連通気孔16と、その連通気孔16と母材樹脂12とによって相互に隔てられ一の断面における断面積がその連通気孔16よりも大きい複数の大型気孔11とを、母材樹脂12中に備えるものであるので、大型気孔11により被研磨体に対し適度な圧縮弾性を発揮することができ、そのため、上記大型気孔11を備えず硬度の高い従来のLHAパッドと比較して、研磨加工の際に、被研磨体における未研磨箇所の発生やスクラッチ発生等を低減することが可能である。
(もっと読む)
1 - 20 / 86
[ Back to top ]