
ブラシ装置
【課題】ブラシの寿命を延ばすことのできるブラシ装置を提供する。
【解決手段】本ブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えているので、ブラシ4の寿命を延ばすことができる。
【解決手段】本ブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えているので、ブラシ4の寿命を延ばすことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワークの孔内のバリ等を研磨する際に使用するブラシ装置に関するものである。
【背景技術】
【0002】
図4に示すように、従来のブラシ装置50は、回転駆動するシャフト51と、該シャフト51の外周面から該外周面に対して垂直方向に延びる複数の金属線材52からなるブラシ53とから構成され、ブラシ53(各金属線材52)先端の外径D1がワークWの孔10の内径D2よりも大径に設定される。
そして、ワークWの孔10内のバリ11を研磨する際には、ブラシ53を回転させながら孔10内に挿入する。すると、ブラシ53先端が孔10の内周面に接触してブラシ53全体が倒伏しながら孔10内を前進する。そして、ブラシ53がバリ11に接触したとき、ブラシ53の起き上がろうとする復元力によって、バリ11が研磨される。
【0003】
しかしながら、この種のブラシ装置50では、その使用頻度が増大するにしたがって以下(1)〜(3)の問題が発生する。
(1)ブラシ装置50がワークWの孔10内を前進する際、ブラシ53(各金属線材52)の先端がバリ11に到達する前の範囲Lにおいて常時孔10の内周面に接触するため、必要以上にブラシ53の摩耗が進行してしまい、ブラシ装置50の寿命が短くなる。
(2)ブラシ装置50の使用頻度が増大するにつれてブラシ53の起き上がろうとする復元力が弱くなり、最終的にはブラシ53が倒伏状態に至ってしまい、研磨力が低下してしまう。
(3)泥状の切粉がブラシ53の各金属線材52間に詰まって固着するためにブラシ53の倒伏状態を促進してしまう。
【0004】
なお、特許文献1には、吹き出しノズルを先端部に形成する通路を内部空間によって構成する筒状部材と、該筒状部材の外周面から突設させた多数本の金属線材とを備えるブラシ装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平4−138323号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に係るブラシ装置においても、ブラシが筒状部材の外周面から該外周面に対して垂直方向に延び、ブラシの外径が孔の内径より大きく設定されるので、図4に示すブラシ装置50と同様に、上記(1)〜(3)の問題が発生することになる。
【0007】
本発明は、かかる点に鑑みてなされたものであり、ブラシの寿命を延ばすことのできるブラシ装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の請求項1の発明は、回転駆動するシャフトと、該シャフトの外周面からワークへの加工方向とは反対側に所定の傾斜角度で倒伏した状態で延びる複数の金属線材からなるブラシと、前記シャフト内を軸方向に沿って延びる流体の主流路と、該主流路から分岐して複数延び前記隣接する金属線材間でその根元に開口する噴射孔と、を備えることを特徴とするものである。
請求項1の発明では、ブラシ装置がワークの孔内を前進する際、バリに到達する前段階では、ブラシを倒伏状態のままにして、ブラシ先端と孔の内周面との接触を極力避け、その後、ブラシ装置がバリに到達した際には、シャフトの主流路に流体、例えば、高圧クーラントを供給すると共に各噴射孔から噴射させることでブラシを起き上がらせてブラシの外径を拡径させてバリを研磨するようにする。これにより、ブラシ先端と孔の内周面との必要以上の接触を避けることができるのでブラシの摩耗を抑制でき、ひいてはブラシの寿命を延ばすことができる。
【0009】
請求項2の発明は、請求項1に記載した発明において、前記各噴射孔は、前記ブラシの倒伏側に所定の傾斜角度で傾斜して延びていることを特徴とするものである。
請求項2の発明では、ブラシの各金属線間に詰まっている切粉を流体、例えば高圧クーラントにより容易に排出することができる。
【0010】
請求項3の発明は、請求項2に記載した発明において、前記各噴射孔の軸方向に対する傾斜角度は、前記各金属線材の軸方向に対する傾斜角度よりも大きいことを特徴とするものである。
請求項4の発明は、請求項1〜3のいずれかに記載した発明において、前記流体はクーラントであることを特徴とするものである。
請求項3及び4の発明では、各噴射孔からの高圧クーラントの噴射によるブラシの拡径効果を促進させることが可能になる。
【発明の効果】
【0011】
本発明によれば、ブラシの寿命を延ばすことのできるブラシ装置を提供することができる。
【図面の簡単な説明】
【0012】
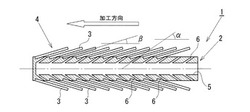
【図1】図1は、本発明の実施の形態に係るブラシ装置の断面図である。
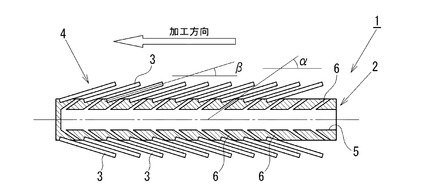
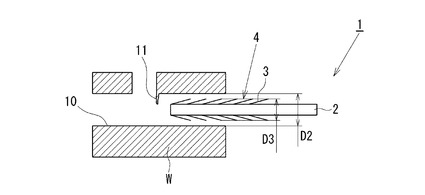
【図2】図2は、本ブラシ装置の、ワークの孔内におけるバリに到達する前段階の様子を示す図である。
【図3】図3は、本ブラシ装置によってワークの孔内のバリを研磨する様子を示す図である。
【図4】図4は、従来のブラシ装置の、ワークの孔内におけるバリに到達する前段階の様子を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態を図1〜図3に基づいて詳細に説明する。
本発明の実施の形態に係るブラシ装置1は、ワークWの孔10内に突出したバリ11等を研磨するものであって、図1に示すように、回転駆動する有底円筒状のシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4とから構成される。
【0014】
シャフト2には、軸直交断面略中央に軸方向に沿って延びる断面円形状の主流路5と、該主流路5から分岐して軸方向及び周方向に間隔をおいて複数延びる断面円形状の噴射孔6とが形成される。各噴射孔6は、ブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びている。そして、シャフト2の主流路5には、必要な時に、流体として高圧クーラントが供給され、各噴射孔6から外部に噴射される。なお、本実施の形態では、主流路5に供給される流体には高圧クーラントが採用されているが、圧縮空気を採用してもよい。
【0015】
ブラシ4は、金属線材3がシャフト2の外周面から周方向及び軸方向に間隔を置いて複数延びて構成される。また、各金属線材3は、シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びている。この状態におけるブラシ4(各金属線材3)の外径D3は、ワークWの孔10の内径D2よりも小径に設定される。
なお、シャフト2に設けた各噴射孔6は、ブラシ4の隣接する金属線材3間の根元に開口しており、その軸方向に対する傾斜角度αは、各金属線材3の軸方向に対する傾斜角度βよりも大きく設定される。これにより、図2及び3に示すように、高圧クーラントが各噴射孔6から噴射されると、ブラシ4の各金属線材3が起き上がりブラシ4の外径D3が拡径して、孔10の内径D2よりも大径になる。
【0016】
次に、本発明の実施の形態に係るブラシ装置1の作用を図2及び図3に基づいて説明する。
まず、図2に示すように、本ブラシ装置1をワークWの孔10内に挿入するが、この段階ではシャフト2は回転駆動されず、シャフト2の主流路5へ高圧クーラントも供給されない。その結果、本ブラシ装置1のブラシ4の外径D3は、孔10の内径D2より小径のままの状態であるので、ブラシ4(各金属線材3)の先端は孔10の内周面に接触しない。
【0017】
次に、図3に示すように、本ブラシ装置1のシャフト2の先端がバリ11に到達した時点で、シャフト2を回転駆動させると共に、シャフト2の主流路5へ高圧クーラントを供給する。すると、高圧クーラントがシャフト2の主流路5を経由して各噴射孔6から噴射されることからブラシ4の各金属線材3がシャフト2の外周面に対して略垂直方向に起き上がり、ブラシ4の外径D3が拡径して孔10の内径D2よりも大径になる。
そして、ブラシ4先端がバリ11に接触すると共にその起き上がろうとする力によりバリ11が研磨される。この時、各噴射孔6は、ブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びているので、ブラシ4の各金属線材3間に詰まっている切粉を排出することができる。
【0018】
次に、バリ11が全て研磨された後は、シャフト2の回転駆動が停止され、また、高圧クーラントの供給も停止される。その結果、ブラシ4の外径D3は孔10の内径D2よりも縮径され、その状態でワークWの孔10から取り除かれる。
【0019】
以上説明したように、本発明の実施の形態に係るブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えている。そして、本ブラシ装置1がワークWの孔10内を前進する際バリ11に到達する前の段階では、シャフト2の回転駆動を停止すると共に高圧クーラントの主流路5への供給を停止しているためにブラシ4の外径D3が孔10の内径D2より小径となり、ブラシ4の先端が孔10の内周面に接触しない。その結果、ブラシ4先端と孔10の内周面との必要以上の接触を避けることができるので、ブラシ4の摩耗を抑えることができ、ひいては本ブラシ装置1の寿命を延ばすことができる。
【0020】
また、本発明の実施の形態に係るブラシ装置1では、シャフト2の各噴射孔6がブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びているので、各噴射孔6から噴射される高圧クーラントによりブラシ4の各金属線材3間に詰まっている切粉を容易に排出することが可能になる。
【0021】
さらに、本発明の実施の形態に係るブラシ装置1では、各噴射孔6の軸方向に対する傾斜角度αは、ブラシ4の各金属線材3の軸方向に対する傾斜角度βよりも大きく設定されているので、高圧クーラントの噴射によるブラシ4の拡径効果を促進させることが可能になる。
【符号の説明】
【0022】
1 ブラシ装置,2 シャフト,3 金属線材,4 ブラシ,5 主流路,6 噴射孔,W ワーク
【技術分野】
【0001】
本発明は、ワークの孔内のバリ等を研磨する際に使用するブラシ装置に関するものである。
【背景技術】
【0002】
図4に示すように、従来のブラシ装置50は、回転駆動するシャフト51と、該シャフト51の外周面から該外周面に対して垂直方向に延びる複数の金属線材52からなるブラシ53とから構成され、ブラシ53(各金属線材52)先端の外径D1がワークWの孔10の内径D2よりも大径に設定される。
そして、ワークWの孔10内のバリ11を研磨する際には、ブラシ53を回転させながら孔10内に挿入する。すると、ブラシ53先端が孔10の内周面に接触してブラシ53全体が倒伏しながら孔10内を前進する。そして、ブラシ53がバリ11に接触したとき、ブラシ53の起き上がろうとする復元力によって、バリ11が研磨される。
【0003】
しかしながら、この種のブラシ装置50では、その使用頻度が増大するにしたがって以下(1)〜(3)の問題が発生する。
(1)ブラシ装置50がワークWの孔10内を前進する際、ブラシ53(各金属線材52)の先端がバリ11に到達する前の範囲Lにおいて常時孔10の内周面に接触するため、必要以上にブラシ53の摩耗が進行してしまい、ブラシ装置50の寿命が短くなる。
(2)ブラシ装置50の使用頻度が増大するにつれてブラシ53の起き上がろうとする復元力が弱くなり、最終的にはブラシ53が倒伏状態に至ってしまい、研磨力が低下してしまう。
(3)泥状の切粉がブラシ53の各金属線材52間に詰まって固着するためにブラシ53の倒伏状態を促進してしまう。
【0004】
なお、特許文献1には、吹き出しノズルを先端部に形成する通路を内部空間によって構成する筒状部材と、該筒状部材の外周面から突設させた多数本の金属線材とを備えるブラシ装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平4−138323号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に係るブラシ装置においても、ブラシが筒状部材の外周面から該外周面に対して垂直方向に延び、ブラシの外径が孔の内径より大きく設定されるので、図4に示すブラシ装置50と同様に、上記(1)〜(3)の問題が発生することになる。
【0007】
本発明は、かかる点に鑑みてなされたものであり、ブラシの寿命を延ばすことのできるブラシ装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の請求項1の発明は、回転駆動するシャフトと、該シャフトの外周面からワークへの加工方向とは反対側に所定の傾斜角度で倒伏した状態で延びる複数の金属線材からなるブラシと、前記シャフト内を軸方向に沿って延びる流体の主流路と、該主流路から分岐して複数延び前記隣接する金属線材間でその根元に開口する噴射孔と、を備えることを特徴とするものである。
請求項1の発明では、ブラシ装置がワークの孔内を前進する際、バリに到達する前段階では、ブラシを倒伏状態のままにして、ブラシ先端と孔の内周面との接触を極力避け、その後、ブラシ装置がバリに到達した際には、シャフトの主流路に流体、例えば、高圧クーラントを供給すると共に各噴射孔から噴射させることでブラシを起き上がらせてブラシの外径を拡径させてバリを研磨するようにする。これにより、ブラシ先端と孔の内周面との必要以上の接触を避けることができるのでブラシの摩耗を抑制でき、ひいてはブラシの寿命を延ばすことができる。
【0009】
請求項2の発明は、請求項1に記載した発明において、前記各噴射孔は、前記ブラシの倒伏側に所定の傾斜角度で傾斜して延びていることを特徴とするものである。
請求項2の発明では、ブラシの各金属線間に詰まっている切粉を流体、例えば高圧クーラントにより容易に排出することができる。
【0010】
請求項3の発明は、請求項2に記載した発明において、前記各噴射孔の軸方向に対する傾斜角度は、前記各金属線材の軸方向に対する傾斜角度よりも大きいことを特徴とするものである。
請求項4の発明は、請求項1〜3のいずれかに記載した発明において、前記流体はクーラントであることを特徴とするものである。
請求項3及び4の発明では、各噴射孔からの高圧クーラントの噴射によるブラシの拡径効果を促進させることが可能になる。
【発明の効果】
【0011】
本発明によれば、ブラシの寿命を延ばすことのできるブラシ装置を提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の実施の形態に係るブラシ装置の断面図である。
【図2】図2は、本ブラシ装置の、ワークの孔内におけるバリに到達する前段階の様子を示す図である。
【図3】図3は、本ブラシ装置によってワークの孔内のバリを研磨する様子を示す図である。
【図4】図4は、従来のブラシ装置の、ワークの孔内におけるバリに到達する前段階の様子を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態を図1〜図3に基づいて詳細に説明する。
本発明の実施の形態に係るブラシ装置1は、ワークWの孔10内に突出したバリ11等を研磨するものであって、図1に示すように、回転駆動する有底円筒状のシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4とから構成される。
【0014】
シャフト2には、軸直交断面略中央に軸方向に沿って延びる断面円形状の主流路5と、該主流路5から分岐して軸方向及び周方向に間隔をおいて複数延びる断面円形状の噴射孔6とが形成される。各噴射孔6は、ブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びている。そして、シャフト2の主流路5には、必要な時に、流体として高圧クーラントが供給され、各噴射孔6から外部に噴射される。なお、本実施の形態では、主流路5に供給される流体には高圧クーラントが採用されているが、圧縮空気を採用してもよい。
【0015】
ブラシ4は、金属線材3がシャフト2の外周面から周方向及び軸方向に間隔を置いて複数延びて構成される。また、各金属線材3は、シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びている。この状態におけるブラシ4(各金属線材3)の外径D3は、ワークWの孔10の内径D2よりも小径に設定される。
なお、シャフト2に設けた各噴射孔6は、ブラシ4の隣接する金属線材3間の根元に開口しており、その軸方向に対する傾斜角度αは、各金属線材3の軸方向に対する傾斜角度βよりも大きく設定される。これにより、図2及び3に示すように、高圧クーラントが各噴射孔6から噴射されると、ブラシ4の各金属線材3が起き上がりブラシ4の外径D3が拡径して、孔10の内径D2よりも大径になる。
【0016】
次に、本発明の実施の形態に係るブラシ装置1の作用を図2及び図3に基づいて説明する。
まず、図2に示すように、本ブラシ装置1をワークWの孔10内に挿入するが、この段階ではシャフト2は回転駆動されず、シャフト2の主流路5へ高圧クーラントも供給されない。その結果、本ブラシ装置1のブラシ4の外径D3は、孔10の内径D2より小径のままの状態であるので、ブラシ4(各金属線材3)の先端は孔10の内周面に接触しない。
【0017】
次に、図3に示すように、本ブラシ装置1のシャフト2の先端がバリ11に到達した時点で、シャフト2を回転駆動させると共に、シャフト2の主流路5へ高圧クーラントを供給する。すると、高圧クーラントがシャフト2の主流路5を経由して各噴射孔6から噴射されることからブラシ4の各金属線材3がシャフト2の外周面に対して略垂直方向に起き上がり、ブラシ4の外径D3が拡径して孔10の内径D2よりも大径になる。
そして、ブラシ4先端がバリ11に接触すると共にその起き上がろうとする力によりバリ11が研磨される。この時、各噴射孔6は、ブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びているので、ブラシ4の各金属線材3間に詰まっている切粉を排出することができる。
【0018】
次に、バリ11が全て研磨された後は、シャフト2の回転駆動が停止され、また、高圧クーラントの供給も停止される。その結果、ブラシ4の外径D3は孔10の内径D2よりも縮径され、その状態でワークWの孔10から取り除かれる。
【0019】
以上説明したように、本発明の実施の形態に係るブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えている。そして、本ブラシ装置1がワークWの孔10内を前進する際バリ11に到達する前の段階では、シャフト2の回転駆動を停止すると共に高圧クーラントの主流路5への供給を停止しているためにブラシ4の外径D3が孔10の内径D2より小径となり、ブラシ4の先端が孔10の内周面に接触しない。その結果、ブラシ4先端と孔10の内周面との必要以上の接触を避けることができるので、ブラシ4の摩耗を抑えることができ、ひいては本ブラシ装置1の寿命を延ばすことができる。
【0020】
また、本発明の実施の形態に係るブラシ装置1では、シャフト2の各噴射孔6がブラシ4の倒伏側に軸方向に対して所定の傾斜角度(傾斜角度α)で傾斜して延びているので、各噴射孔6から噴射される高圧クーラントによりブラシ4の各金属線材3間に詰まっている切粉を容易に排出することが可能になる。
【0021】
さらに、本発明の実施の形態に係るブラシ装置1では、各噴射孔6の軸方向に対する傾斜角度αは、ブラシ4の各金属線材3の軸方向に対する傾斜角度βよりも大きく設定されているので、高圧クーラントの噴射によるブラシ4の拡径効果を促進させることが可能になる。
【符号の説明】
【0022】
1 ブラシ装置,2 シャフト,3 金属線材,4 ブラシ,5 主流路,6 噴射孔,W ワーク
【特許請求の範囲】
【請求項1】
回転駆動するシャフトと、
該シャフトの外周面からワークへの加工方向とは反対側に所定の傾斜角度で倒伏した状態で延びる複数の金属線材からなるブラシと、
前記シャフト内を軸方向に沿って延びる流体の主流路と、
該主流路から分岐して複数延び前記隣接する金属線材間でその根元に開口する噴射孔と、
を備えることを特徴とするブラシ装置。
【請求項2】
前記各噴射孔は、前記ブラシの倒伏側に所定の傾斜角度で傾斜して延びていることを特徴とする請求項1に記載のブラシ装置。
【請求項3】
前記各噴射孔の軸方向に対する傾斜角度は、前記各金属線材の軸方向に対する傾斜角度よりも大きいことを特徴とする請求項2に記載のブラシ装置。
【請求項4】
前記流体はクーラントであることを特徴とする請求項1〜3のいずれかに記載のブラシ装置。
【請求項1】
回転駆動するシャフトと、
該シャフトの外周面からワークへの加工方向とは反対側に所定の傾斜角度で倒伏した状態で延びる複数の金属線材からなるブラシと、
前記シャフト内を軸方向に沿って延びる流体の主流路と、
該主流路から分岐して複数延び前記隣接する金属線材間でその根元に開口する噴射孔と、
を備えることを特徴とするブラシ装置。
【請求項2】
前記各噴射孔は、前記ブラシの倒伏側に所定の傾斜角度で傾斜して延びていることを特徴とする請求項1に記載のブラシ装置。
【請求項3】
前記各噴射孔の軸方向に対する傾斜角度は、前記各金属線材の軸方向に対する傾斜角度よりも大きいことを特徴とする請求項2に記載のブラシ装置。
【請求項4】
前記流体はクーラントであることを特徴とする請求項1〜3のいずれかに記載のブラシ装置。
【図1】


【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2012−61561(P2012−61561A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207865(P2010−207865)
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]