
Fターム[3C063EE26]の内容
Fターム[3C063EE26]の下位に属するFターム
艶出し (20)
錆取り又は塗装前仕上げ (23)
面取り又はバリ取り (86)
模様付け (2)
Fターム[3C063EE26]に分類される特許
1 - 20 / 111
電着超砥粒工具およびその製造方法
【課題】めっき厚を確実に測定することが可能な電着超砥粒工具を提供することを目的とする。
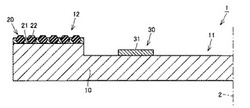
【解決手段】すなわち、CMPコンディショナ1は、台金10と、台金10の表面に形成された超砥粒層20とを備え、超砥粒層20ではダイヤモンド砥粒22がニッケルめっき層21により台金10に固定されており、さらに超砥粒層20のめっき厚を測定するために台金10の表面に設けられためっき厚測定部30を備える。めっき厚測定部30は、ニッケルめっき層31のみで構成されている。めっき厚測定部30は、超砥粒層20から離隔して設けられる。
(もっと読む)
ロータリドレッサ及びその製造方法

【課題】切れ味が良好で精度良くドレッシングを行なえるロータリドレッサ及びその製造方法を提供する。
【解決手段】ロータリドレッサ10は、芯金12と電鋳層16と電鋳層16の外周面17に固着された超砥粒20とを備え、複数の超砥粒20が集合した島領域21が外周面17に間隔をおいて複数設けられる。複数の超砥粒20が集合した島領域21が間隔をおいて複数設けられるため、安価な小さな超砥粒で高価な大きな超砥粒を低密度で固着した場合と同様のドレッシング精度が得られ、一個の超砥粒の接触面積は小さくでき良好な切れ味が得られる。また同じ粒径の超砥粒を用いた場合において、外周面の面積に対して同じ砥粒数でも、超砥粒が外周面に一様に分散している場合に比べ、ロータリドレッサの回転時に一個の島領域の超砥粒と次の島領域の超砥粒との間隔を広げ、砥粒のない領域を広くでき、切れ味を向上できる。
(もっと読む)
超砥粒工具およびその製造方法
【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
研磨布用ドレッサー
【課題】本発明は、前述した課題を解決するために、優れたパッド平坦性と高いパット研削力を同時に満たすドレッサーを提供する。
【解決手段】円盤状支持材の表面に複数個の砥粒が単層に固着されたドレッサーであって、円盤状支持材の半径をRとした場合、砥粒が、0.3R≦B<A≦0.9R、かつ、A−B≧4(mm)を満たす半径Bの同心円の外側、かつ、半径Aの同心円の内側のリング状領域に固着されていることを特徴とする研磨布用ドレッサー。
(もっと読む)
素線絶縁導体の絶縁皮膜除去工具および除去方法
【課題】絶縁皮膜付素線の絶縁皮膜を効率よく除去することができる絶縁皮膜付素線の絶縁皮膜除去工具および除去方法を提供する。
【解決手段】電力ケーブル10の接続端部で口出しされている素線絶縁導体のそれぞれの絶縁皮膜付素線12から絶縁皮膜12aを除去するための絶縁皮膜除去工具であって、絶縁皮膜付素線12の形状に合わせて屈曲可能であり、中空形状に形成されたその内部に絶縁皮膜付素線12を挿通可能なフレキシブルシャフト21と、このフレキシブルシャフト21の先端に取り付けられ、絶縁皮膜付素線12の絶縁皮膜12aと当接して摺動移動することで絶縁皮膜付素線12の絶縁皮膜12aを除去する除去手段33とを備える。
(もっと読む)
超砥粒工具およびその製造方法
【課題】高精度で超砥粒の脱落が起こらない長寿命のロータリードレッサを提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサ1は、溶射により形成されて、気孔率が3%以下である溶射層23と、溶射層23上に形成されて、1層の超砥粒21が結合材22により保持されている超砥粒層20とを備える。
(もっと読む)
クリーニング材
【課題】 クリーニング後の面に、深い傷を残すことなく綺麗な表面が得られ、しかも作業中もストレスなく、簡単に洗浄・汚れ落とし作業が行えるクリーニング材を提供する。
【解決手段】 ゴム弾性JIS6253で、30〜70の範囲硬さであって、30〜500ミクロン範囲の粒子径である弾性粒子2と、0.2〜25ミクロン範囲の研磨粒子3aと、を接着剤5に均一分散させたスラリーを作成し、該スラリーを耐水性のある平滑基材4上に一度にコーティングして、弾性粒子の周囲表面上に研磨粒子が存在するクリーニング層1を形成させる。
(もっと読む)
研磨用チップ
【課題】熟練した技量を必要とせず、誰にでも簡単にチップやキュレット等を研ぐことができる研磨用チップを提供すること。
【解決手段】歯科用超音波スケーラや歯科用エアスケーラのハンドピースの先端部に着脱自在に装着される軸部2と、この軸部2の先端部から連続するようにして延びるとともに、表面21、裏面、および二つの側面23を備えた平板部3と、この平板部3の先端部から連続するようにして延びる円柱部4と、を有し、前記表面21、裏面、二つの側面23、および円柱部4の外周面に、砥石が電着または焼結により固着されている。
(もっと読む)
精密研磨工具用チップおよびその製法ならびに該チップを用いた研磨工具
【課題】 本発明の課題は、従来の研磨工具では実現できない、より精密な研磨を実現する研磨工具を提供することである。
【解決手段】 本発明は、研磨工具用チップの製造方法であって、超砥粒層と超硬合金層とが焼結一体化された複合材からチップ材料を切り出す工程、および、切り出されたチップ材料の超硬合金層を、該チップ材料の超硬合金層側の下端面を含む平面と超砥粒層側の上端面を含む平面とのなす角αが0°<α<90°になるように加工する工程を含む、前記製造方法、該製造方法によって製造された研磨工具用チップ、および該研磨工具用チップを含む研磨工具に関する。
(もっと読む)
超砥粒焼結体研磨パッチおよびその製造方法
【課題】 本発明の課題は、パッドコンディショニング用焼結体等の、超砥粒焼結体からなる研磨パッチであって、円形の焼結体素材から、最も無駄なく切り出すことの出来る研磨パッチを提供することである。
【解決手段】 本発明の研磨パッチは、円形の超砥粒焼結体素材を、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。
都合8枚の研磨パッチ素材は合同であり、パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
合同なパッチはさらに円弧状辺と同心円をなす線に沿って分割した、複数組の8枚の合同なパッチとしてもよい。
さらに本発明は、そのような研磨パッチの製造方法、およびそれらを用いた研磨工具を含む。
(もっと読む)
パッドコンディショニング用焼結体およびその製造方法
【課題】0.35μmルール以下の調高精細配線ルールのLSI等用の半導体材料表面を研磨するCMP研磨パッドをコンディショニングするための研磨工具を実現できる、パッドコンディショニング用焼結体およびその製造方法を提供する。
【解決手段】超砥粒焼結体の研磨面に並んだ研磨単位を有する研磨用焼結体は、超砥粒焼結体表面の加工をレーザーカットにより行うため、研磨単位を緻密に、鋭いエッジを保ったままで形成することが可能であり、その高密度研磨単位列によって、LSI等用の半導体材料表面を研磨するCMP研磨パッドをコンディショニングするための研磨工具を提供することができる。また、円形超砥粒焼結体の素材から、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
(もっと読む)
表面スケール除去用の研磨ベルト、及びそれを用いた鋼帯製造方法
【課題】従来の表面スケール除去用の研磨ベルトは、ベルト本体の表面に直接付着された砥粒により表面スケールを研削するように構成されているので、研磨ベルトの目詰まりを起こしにくくすることと、エッジ部分における砥粒の消耗を抑えることとの両立が難しく、研磨ベルトの寿命が短くなっている。
【解決手段】熱間圧延が終了された後の鋼帯1に対して摺接される砥粒32を、ベルト本体30の表面に設けられた複数の粒状弾性体31の外面に付着させるように構成する。
(もっと読む)
ドリル用ドレッサー
【課題】ガラス板に孔加工を施すドリルが細い場合であっても、ドリルに曲げなどの破損を生じさせることなく、ドリルの研削部に対して確実にツルーイングを施すことが可能なドレッサーを提供する。
【解決手段】結合材に砥粒を分散保持してなる研削部7でガラス板に孔加工を施すドリル6に対して、ツルーイングを施すツルーイング部2を有するドリル用ドレッサー1であって、ツルーイング部2が、ドリル6の研削部7の砥粒よりも弱い結合力で、結合材に砥粒を分散保持してなる。
(もっと読む)
研磨方法、バフおよび研磨装置
【課題】容易にかつ効率的に硬化層を除去することができる研磨方法、バフおよび研磨装置を提供する。
【解決手段】バフ羽2の先端部分2bの剛性を低下する前処理工程と、前処理工程が実施されたバフ3で配管(被加工物)11の表面を研磨する研磨工程とを備える。前処理工程では、前処理用部材の表面研磨を、バフ2の回転数を200rpmとして約700秒実施する。
(もっと読む)
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
パッド・コンディショニングに適した研磨工具及びこれを用いた研磨方法
【課題】工程制御が容易でかつ工具寿命の向上も達成可能なコンディショニングのための工具を提供する。
【解決手段】剛性基板が平面状の円形表面を有し、該基板に、該円形表面に関して一定レベル内に位置する有限面積の平坦な頂面を持つ切れ刃31の集合を交差する二組の平行線群41,42からなる格子状に整列配置した研磨工具であって、各切れ刃31は頂部における該工具の軸に垂直な断面(水平断面)が四辺形でありかつ上記軸方向に延びた縦稜線を有する焼結ダイヤモンドで構成され、かかる切れ刃31は集団として限定された面積を持つ複数個の研磨島に形成され、該研磨島の複数個が一定間隔ごとに、工具の回転中心に関する同心円上に規則的に配置されていることを特徴とする、CMPパッドのドレッシングに適した研磨工具。
(もっと読む)
サイドプレート用研磨調整装置
【課題】塗工装置のサイドプレートを容易に、かつ、精度良く研磨し、形状を調整することの可能なサイドプレート用研磨調整装置の提供を目的とする。
【解決手段】研磨調整装置1は、サイドプレート105の載置される載置板2、サイドプレート105の第一の円弧部を研磨する第一の研磨治具3、サイドプレート105の第二の円弧部を研磨する第二の研磨治具4、及び、サイドプレート105を第一の研磨治具3や第二の研磨治具4に押し付けるための押し付け部材5などを具備し、塗工装置101のサイドプレート105を研磨し、形状を調整する。
(もっと読む)
ワイピングフィルム及びその製造方法
【課題】被処理面にスクラッチや異物を発生させずに異物を除去することのできる機能を持ち、且つ安定したクリーニング特性を有するワイピングフィルム及びその製造方法を提供する。
【解決手段】基材1と、基材1上に配置された凹凸を有する下地層2と、凹凸を有する下地層2上に配置されたコーティング層3とコーティング層3内に分散する研磨粒子4とを含む表面層5とを備えるワイピングフィルムである。
(もっと読む)
ロータリドレッサ
【課題】円周上のダイヤモンド砥粒の個数を揃えることにより、ドレス抵抗を低減させるとともに、偏摩耗を抑制して、ドレッサの形状精度を長期に亘って維持できるロータリドレッサを提供することを目的とする。
【解決手段】軸方向位置の径が異なる円弧部あるいは傾斜部からなる外周面を有するロール11と、ロールの外周面に埋め込まれた多数のダイヤモンド砥粒12とを備え、ロールの外周面のいかなる軸方向位置においてもダイヤモンド砥粒の個数を一定にした。
(もっと読む)
1 - 20 / 111
[ Back to top ]