
Fターム[3C100DD06]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報交換手段 (564) | 非接触式のもの (548) | 光学式 (259) | テレビカメラ (72)
Fターム[3C100DD06]に分類される特許
41 - 60 / 72
ライン稼働率監視方法
【課題】カラーフィルタの製造方法において、ガラス基板毎にラインタクトを計測し、そのラインタクトの変化量から当該設備の稼働状態を監視し、設備異常の早期発見を支援するライン稼働率監視方法を提供する。
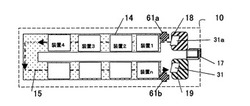
【解決手段】ローダー18、複数の装置と、アンローダー19と、ライン連結した搬送ライン15と、ラインを管理するライン処理制御部17を装備した処理ラインを用いた製造方法であり、処理ライン内へローダー18より基板31を投入し、装置による処理手段14を実行し、アンローダー19から基板31を搬出する処理ラインの、搬送中の基板31の通過の時刻を読み取る、コードリーダ設置のシステムによる、ライン稼働率監視方法であって、処理ライン内に設置したコードリーダ61a、61bであるコード読み取りカメラによって、基板31に添付したID番号からなるコードと、その通過時刻を読み取り、その時間差より、ラインタクトを算出する。
(もっと読む)
作業内容指示システムおよび作業内容指示方法

【課題】ワークに組み付けられた部品の確認要点を容易に確認することができる作業内容指示システムおよび作業内容指示方法を提供する。
【解決手段】少なくともワークWの種類情報Tyを入力する識別情報入力装置12と、各ワークWの種類情報Tyに対応する部品の一覧情報Daおよび各部品の確認要点情報Dbを記録する記録装置10bと、前記一覧情報Daを用いて前記ワークWの種類情報Tyに対応する複数の部品Pa,Pb…を抽出し、これらの部品Pa,Pb…の確認要点情報Dba,Dbb…をまとめる処理を行う作業内容指示手段P1と、作業内容指示手段P1によりまとめられた確認要点情報DBa,Dbb…を表示する表示装置11と、ワークWに組み付けられた部品Pa,Pb…の組付確認情報Iok(Ing)を入力する確認情報入力装置13とを備える。
(もっと読む)
異常検出方法及び装置
【課題】通常の生産過程において、正常値が不明であっても、照明や機構部品などの搭載精度に影響するような部品の、経時変化等による異常を検出できる異常検出方法及び装置を提供する。
【解決手段】同一対象物(プリント基板)の同一対象(部品マークやはんだペースト)を複数の装置(実装装置)で認識する際に、装置間の認識結果の差に基づいて、装置の異常を検出する。装置が3台以上ある場合は、認識結果の誤差の分布から、異常がある装置を推定することができる。
(もっと読む)
作業支援システム
【課題】組み立て作業の進捗状況に応じて自動的に作業手順の指示を切り替える新たな手法を提供する。
【解決手段】作業指示装置4は、組み立て作業の作業手順の指示を工程毎に出力する。撮像装置1は、組み立て作業の対象である複数の部品と当該組み立て作業に使用される1以上の工具とのうちの少なくともいずれかが表されている画像を撮像する。画像処理装置2は、撮像した画像に対し画像処理を施し、制御手段3は、作業指示装置4が出力している指示に対応する工程の作業が完了したことを、撮像装置1が撮像した画像に基づいて検出する。ここで、制御手段3は、作業指示装置4が出力している指示に対応する工程の作業の完了を検出したときには、作業指示装置4を制御して、当該作業手順において当該工程に続く次の工程についての指示を出力させる。
(もっと読む)
動作解析装置
【課題】所定の動作を撮影した動画を利用し、その動作を解析する動作解析装置を提供する。
【解決手段】所定の動作を撮影した動画を読み込む動画読込部と、動画読込部で読み込んだ動画上で、動作を行う主体の一部に対して、動作を追跡するための追跡オブジェクトを設定する設定部と、動画読込部で読み込んだ動画上の動作に基づいて、設定部で設定した追跡オブジェクトを追跡する追跡部と、追跡部が追跡の結果取得した追跡データに基づいて、動作を解析する動作解析部と、を有する。
(もっと読む)
物品を製造および包装するためのシステム
【課題】タバコ製品を製造および包装するシステムおよび方法と、該システムを接続するためのユニットと、タバコ産業の加工材料の識別方法を提供する。
【解決手段】データ収集コンピュータ6に接続された接続ユニット10、加工材料を識別するコードCを検出するための感知装置7、および加工材料が使用開始される時刻の信号を発するための信号装置9a,9bを有するタバコ製造および包装システム1であって、接続ユニット10は、データ収集コンピュータ6が所定時間にわたって感知装置7および信号装置9a,9bから受信したデータD1,D2を使用可能とするサーバ機能を備える。
(もっと読む)
生産ラインにおける製品検査情報記録システム
【課題】誤って不良品が出荷された場合でも、不良品が発生した原因を究明可能にするとともに、クレームの処理に要する時間およびコストの低減化を図り得る生産ラインにおける製品検査情報記録システムを提供する。
【解決手段】製造工程2での製品を撮影する製造状態撮影カメラ11と、検査工程4終了後に且つ製品が良品であると判断された場合に当該製品を撮影する良品撮影カメラ13と、検査工程終了後に且つ製品が不良品であると判断された場合に当該製品を撮影する不良品撮影カメラ14と、上記各撮影装置にて撮影された画像データに製品の識別データおよび製品の検査結果データを関連付けてこれら各データを記録する画像記録装置21と、この画像記録装置に記録された各データに基づき生産ラインを監視する監視用コンピュータ装置23とを具備したものである。
(もっと読む)
生産支援システム、生産支援方法及びプログラム
【課題】製品の生産を支援することができる生産支援システム、生産支援方法及びプログラムを提供する。
【解決手段】生産支援システムは、生産支援サーバ1と、生産支援データベース2と、を備えている。生産支援データベース2は、製品を構成する部品の形状を含む部品の特性、及び、製品の製造装置の製造条件パラメータの値を複数規定し、規定した各製造条件パラメータの値と部品の特性とを対応付けて記憶する。生産支援サーバ1は、製造装置に使用する部品を受け付け、生産支援データベース2からこの部品の特性を抽出する。そして、生産支援サーバ1は、抽出した部品の特性と、製造条件パラメータの値とに基づいて、製造装置のそれぞれの製造条件パラメータの値を決定する。
(もっと読む)
廃棄処理装置および廃棄処理情報管理システム
【課題】廃棄処理すべき記録媒体を確実に廃棄処理できるようにする。
【解決手段】廃棄処理装置3は、記録媒体の廃棄を行う廃棄処理手段4と、記録媒体を廃棄処理手段4まで導く通路となる搬送路と、記録媒体の存在の有無を検知する第1および第2の記録媒体検知手段(7、8)と、第1および第2の記録媒体検知手段(7、8)のON/OFFシーケンスの検知結果によって記録媒体が廃棄処理手段4によって廃棄されたか否かを判定する廃棄完了判定手段11とを備える。
(もっと読む)
移動パターン特定装置、移動パターン特定方法、移動パターン特定プログラム、およびこれを記録した記録媒体
【課題】煩雑な場合分けや条件などを設けることなく、入力された移動パターンと標準の移動パターンとの対応付けを的確に行うことが可能な移動パターン特定装置を提供する。
【解決手段】入力パターンとしての動画像データからマーカー位置の変位を示す入力時系列データが特徴点位置取得部11によって生成される。この入力時系列データは、距離系列変換部14によって入力距離系列データに変換される。作業特定処理部15は、入力距離系列データが、複数種類の標準パターン毎に予め登録されている標準距離系列データのうちのどの標準距離系列データに対応するかを特定し、特定結果をユーザに提示する。
(もっと読む)
機器の生産性を向上させる方法
【課題】機器の生産性を向上させる。
【解決手段】ベンダ側コンピュータ26は、機器10の備える監視装置18の取得した稼働状況データを通信回線100を介して取得し、機器10の稼働状況を遠隔にて監視する。機器10からは、さらに部品交換時のメンテナンスデータが送信され、メンテナンスデータを受信したベンダ側コンピュータ26は、これに基づいて部品の最適交換周期を算出する。算出された各部品の最適交換周期は工場101に送られる。工場101側では最適交換周期を機器10の運用にフィードバックして、生産性を向上させることができる。
(もっと読む)
作業監視システム
【課題】作業者の作業を自動的にチェックでき、ひいては人的要因による事故の発生を防止する。
【解決手段】作業情報取得装置により取得された作業情報における作業者の作業内容が適正な作業として予め定める基準作業情報と一致するものであるか否かを識別装置により識別し、この識別結果に応じて、作業における作業工程毎に作業タグをタグ生成装置により生成し、このタグ生成装置により生成される作業タグに基づいて、作業内容に不具合が存在するか否かを検証装置により検証する。そして、検証装置による検証により作業内容に不具合が存在することが検出された場合には、作業支援装置により、映像表示装置及び/又は音声出力装置に対して、作業者への報知情報を送信するとともに作業支援情報を送信する。
(もっと読む)
二次元コード読取装置および方法並びに生産システム
【課題】ワークこのワークに組み付ける部品に設けた二次元コードの読み取りを正確にかつ安定性よく行え、ひいては前記ワークに関する生産効率の向上を図れ、トレーサビリティーや工程管理等にも寄与する二次元コード読取装置および方法並びに生産システムを提供すること。
【解決手段】順次搬送するワーク1に組み付けられた部品に設けた二次元コード2を複数の画像フィルタリング条件にて読み取り、当該部品に予め割り当てた部品情報を取得する読み取り部3を備え、また、前記ワーク1に予め割り当てたワーク情報とこのワークに組み付けた部品の前記部品情報との照合を行う演算処理部を備えた。
(もっと読む)
基板処理装置の生産工程管理システム
【課題】基板処理装置の生産工程を発注者が即座に確認することができる基板処理装置の生産工程管理システムを提供する。
【解決手段】半導体製造装置の受注を受けた半導体製造装置生産工場100では、その生産工程計画を確定した後に生産工程認識サーバ20にデータベースとして登録する。その後、生産進捗に関する情報は生産作業者用コンピュータ50から入力される。また、生産工程計画を変更したときには、その情報が生産管理者用コンピュータ40から入力され、データベースが修正される。データベースが新規に登録されたとき、またはデータベースが修正されたときには、生産工程認識サーバ20から発注者宛に電子メールによる通知が行われる。発注者はコンピュータ10から生産工程計画のデータベースを任意の時点で閲覧することができる。
(もっと読む)
器具管理システム及び器具管理方法
【課題】 作業区画に持ち込まれた器具を適切に管理して、作業区画内への器具の置き忘れを検出するとともに、置き忘れた器具を特定して、迅速な探索に寄与する。
【解決手段】 工具を作業区画に持ち込む際に、カメラ23により工具を撮影し画像データを得るとともに、計量機器22で当該工具の重量を測定して重量データを得る。一方、工具を作業区画から持ち出す際には、計量機器22で工具の重量を測定し、持ち込む際に測定した工具の重量データと照合する。
(もっと読む)
電子装置の検査及び調整システム
【課題】製造、検査、調整、及び選別を複数の地域に分散させて行うことを可能にし、これにより生産性及び品質を向上させたり、価格の上昇を抑え、それらの工程で得られた様々な情報を有効利用することが可能な電子装置の検査及び調整システムを提供する。
【解決手段】生産設備側では、電子装置11の製造、撮影、及び特性の測定を行っている。この後、電子装置11は、生産設備側から調整選別側へと輸送される。この際中、インターネットを通じて市場で、検査電子装置11の画像及び特性を検査計算して、調整選別側に送信している。そして、調整選別側では、電子装置11の画像及び特性を示す情報を受信すると、この情報を用いて、外観の選別判定内容及び特性調整内容を求めておき、電子装置11が到着すると、外観の選別判定内容及び特性調整内容に従って、電子装置11の選別や特性の調整を行っている。
(もっと読む)
工程進度管理システム
【課題】低コストでリアルタイムに一定範囲の作業状態を詳細に取得することができる工程進度管理システムを提供すること。
【解決手段】複数の製造製品を搭載する台車2と、台車に設けられた表示器と、複数の生産工程に位置する台車を撮影するカメラ1と、製造製品ごとに表示器に表示する表示記号と各生産工程の工程開始時刻を記録する進度管理データベースとを備えようにした。そして、台車に搭載された製造製品を基に進度管理データベースを参照して表示器に表示する表示記号を取得して表示器に表示し、カメラにより取得した表示器の映像から台車の位置情報を取得し、取得した台車の位置情報と予め定められた各工程の位置情報と比較して台車の生産工程を特定し、カメラにより取得した表示器の映像を基に製造製品ごとに進度管理データベースの工程開始時刻にカメラの映像取得時刻を記録するようにした。
(もっと読む)
組立作業確認システム及び組立作業確認方法
【課題】人手による組立作業の作業ミスの発生を防止することができる組立作業確認システム及び組立作業確認方法を得る。
【解決手段】デジタルカメラ60を組み立てる作業を行う作業者80の当該作業を行う際に移動する箇所にマーカ40A〜40Hを予め設けると共に、前記作業を正しく行う際の前記マーカの時系列順の位置を示す標準位置情報を予め記憶しておき、デジタルカメラ30により、前記作業を行う際のマーカ40A〜40Hの移動範囲を含む所定領域を撮影し、PC20により、撮影した画像からマーカ40A〜40Hの位置を特定して、特定した位置と前記標準位置情報によって示される位置とを時系列順に比較して比較結果に応じた情報を提示する。
(もっと読む)
フィルタパラメータ設定装置、フィルタリング処理装置、フィルタパラメータ設定方法、作業時間計測システム、制御プログラム、および、記録媒体
【課題】手組みラインにおける作業時間を計測することが可能な作業時間計測システムを実現する。
【解決手段】フィルタパラメータ設定装置は、センサ信号に含まれる、ON/OFF信号の特徴を数値化した特徴量を取得する特徴量計算部32と、各信号の特徴量の類似度に基づき、各信号をクラスに分類するクラスタリング処理部33と、分類された各クラスを、除去対象の信号からなる除去対象クラスまたは除去対象でない信号からなる非除去対象クラスのいずれかに設定するクラス選択部34と、その設定に応じて、分類された各クラスを、除去対象クラスと非除去対象クラスとに判別する判別条件を生成するフィルタ関数導出部35とを備えている。これにより、フィルタのパラメータ設定作業を、誰でも簡単に効率よく行えるようになり、判別条件を利用してフィルタリング処理を行うことが可能となる。よって、工程の開始・終了時刻を取得して作業時間を計測できる。
(もっと読む)
生産管理装置、生産管理方法、生産管理プログラム、生産管理プログラムを記録した記録媒体、および生産システム
【課題】生産ラインにおける遅延の発生要因の特定をより迅速に行うことを可能とし、進捗管理の手間を低減することを可能とする生産管理装置を提供する。
【解決手段】作業実績取得部16は、センサ4A1〜4Amから各工程における処理の開始および/または終了を検知する処理検知信号およびワークIDを受信し、各ワークIDと作業実績時刻とを対応付けた作業実績情報を作業実績記録部19に記録する。予定実績比較部15は、各ワークIDにおける各工程に関して、生産計画情報と作業実績情報とに基づいて進捗情報を算出する。生産中ワーク表示制御部12、完了ワーク表示制御部13、および未着手ワーク表示制御部14は、それぞれ生産中ワーク、生産完了ワーク、および未着手ワークに関して、進捗情報を表示部11に表示する制御を行う。
(もっと読む)
41 - 60 / 72
[ Back to top ]