
Fターム[3C269AB06]の内容
数値制御 (19,287) | 作業内容、対象機器、対象製品 (2,914) | 機械加工 (1,369) | ねじ切り加工、歯切り加工 (38)
Fターム[3C269AB06]に分類される特許
1 - 20 / 38
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
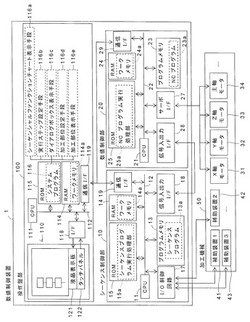
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
位置制御装置

【課題】繰返し学習制御部を持つ位置制御装置において、位置偏差に多様な高調波成分が含まれる場合にも、繰返し学習制御によって、位置偏差の高い減衰性と、迅速な収束性を達成する繰返し学習制御機能を持つ位置制御装置を提供する。
【解決手段】位置偏差を離散フーリエ変換して得られたフーリエ係数ベクトルに、複数の周波数重み係数を乗じることで、周波数帯域別に成分分割し、成分毎に離散フーリエ逆変換した信号データに、最適な位相進み補償を与え加算することで、学習時の補正値データを構成する。
(もっと読む)
マスタ軸とスレーブ軸との同期制御を行うモータ制御装置
【課題】マスタ軸を駆動するマスタ軸モータとスレーブ軸を駆動するスレーブ軸モータとを正確に同期制御することができる、小型で低価格のモータ制御装置を実現する。
【解決手段】マスタ軸を駆動するマスタ軸モータ14とスレーブ軸を駆動するスレーブ軸モータ54とを同期制御するモータ制御装置1は、マスタ軸の位置データと所定一定周期の基準信号とを出力するマスタ軸位置検出器11と、マスタ軸位置検出器11が出力した位置データと基準信号とを受信するマスタ軸受信回路13と、マスタ軸受信回路13が受信した位置データと基準信号を受信した時点の位置データとの差分を、マスタ軸差分として算出するマスタ軸演算回路13と、マスタ軸差分をマスタ軸モータ14の動作と同期を取るための信号として用いてスレーブ軸モータ54の動作を制御するスレーブ軸モータ制御部55と、を備える。
(もっと読む)
ギア加工機の制御装置
【課題】伝達遅れを抑え且つ分岐回路無しで、一つのマスタ軸に対して一つまたは複数のスレーブ軸を同期させる。
【解決手段】ギア加工機の制御装置(1)は、工具軸コントローラ(22)とワーク軸コントローラ(12)との間を直接的に接続して通信するバス(51)を具備し、工具軸位置検出センサ(25)により検出された工具軸(40)の位置はバスを通じてワーク軸コントローラに供給され、上位コントローラ(10)は所定の同期比と、ねじれ動作を加えるための重畳指令とをワーク軸コントローラに供給するようになっており、ワーク軸コントローラは、バスを通じて供給された工具軸の位置に同期比を乗算して作成された値と重畳指令とを加算して、ワーク軸(30)の移動指令を作成するようにした。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
駆動部間の結合が自由に定められる機械を制御する方法
【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
タップ加工を行う工作機械の制御装置
【課題】オーバヒートの防止、最適な加工精度および工具折損防止を実現する。
【解決手段】タップが取付けられていて回転する主軸と、主軸を送り出す送り軸とによってタップ加工を行う工作機械(18)を制御する制御装置(10)において、タップの寸法の指標を識別する識別部(12)と、主軸を駆動するモータ(19a)の温度を検出する温度検出部(19b)と、タップの寸法の指標に対応した主軸の加速度を記憶する加速度記憶部(21)と、モータの温度に応じて主軸の加速度を変更する割合を記憶する割合記憶部(22)と、識別部により識別されたタップの寸法の指標と加速度記憶部とから定まる加速度に、温度検出部により検出された温度と割合記憶部とから定まる割合を乗算して、主軸の新たな加速度を算出する加速度算出部(16)とを具備する。タップの寸法の指標はタップのピッチまたはタップの工具番号でありうる。
(もっと読む)
自動プログラミング装置および方法
【課題】加工形状の位置入力の手間が省け、さらに素材形状や加工形状間の関連した寸法・位置調整を容易にするための素材形状と加工形状又は加工形状間への依存関係を与える手間も省ける自動プログラミング装置を提供する。
【解決手段】加工形状入力手段が、素材形状から定義済みの加工形状を除去した加工素材形状を生成・記憶する加工素材形状生成手段と、加工形状の寸法・位置情報を入力する加工形状入力手段と、加工形状の種類に応じたその特定方向の位置を寸法・位置情報と加工素材形状から決定し位置を決定するための基準となった加工素材形状上の部位に対応する素材形状または定義済みの加工形状の部位と加工形状とに依存関係を設定する加工形状配置決定手段と、寸法・位置情報を修正した際に修正した加工形状に依存する加工形状も配置修正しさらに配置修正した加工形状に依存する加工形状も同様に配置修正することを繰り返す加工形状連動修正手段を含む。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
ねじ切り制御方法及びその装置
【課題】 主軸回転速度に同期して送り軸を移動させるねじ切りにおいて、ねじ切り加工中にびびりが発生すると、ねじ山を傷めることとなる。主軸回転速度を変化させることでびびりを抑制することができるが、主軸回転速度を変化させると主軸と送り軸の位相誤差が発生してしまうため、ねじ切り切削中は主軸回転速度の変更はできなかった。そのため、ねじ切り切削中に主軸回転速度の変更を可能とする技術が求められていた。
【解決手段】 ねじ切り指令時に、主軸回転指令から送り軸の速度を作成し、主軸と送り軸の時定数と加減速タイプ、位置ループゲインを同一とすることで主軸回転速度を変化に対する主軸と送り軸の位相誤差をなくし、ねじ切り切削中に主軸回転速度の変更を可能とする。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の電源投入直後からより高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】傾斜量取得部52は、電源投入(時点t0)直後に、コラム10に設定された傾斜検査点P1の傾斜量θaを直接取得するようにしているので、この傾斜量θaをもとにコールドスタート時に高精度な熱変位補正が可能となる。この傾斜量の取得はコラム10が移動しているときは困難であるが、温度変化量取得部55は、電源投入(時点t0)から所定時間(時点t1)経過後に、コラム10に設定された各温度検査点Pa0〜Pa5の温度分布の時間的変化量を取得するようにしているので、コラム10が移動していても温度分布の時間的変化量をもとに高精度な熱変位補正が可能となる。よって、加工のサイクルタイムのロスを解消することができ、加工効率を向上させることができる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】簡易な構成でより高精度に熱変位補正が可能な工作機械の熱変位補正方法等を提供すること。
【解決手段】支持剛性推定部54は、コラム10に対する経時変化した水平方向の支持剛性Kh、垂直方向の支持剛性Kvを、熱伸長量取得部52、温度変化量取得部53において取得される部材15(コラム10)の熱伸長量ΔL、温度変化量Δtに基づいて推定している。コラム10の姿勢に大きく影響する支持剛性Kh,Kvが経時変化した場合、支持剛性推定部54は、熱伸長量ΔL、温度変化量Δtに基づいて経時変化した支持剛性Kh,Kvを一旦推定し、熱変位量導出部55は、該支持剛性Kh,Kvに基づいてコラム10の水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vを求めている。よって、水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vの精度を高めることができ、簡易な構成でより高精度な熱変位補正が可能となる。
(もっと読む)
タッピング加工動作を行うタッピング加工装置
【課題】同期開始時における同期誤差を低減する。
【解決手段】タッピング加工装置(1)は、主軸(8)の回転角検出値とタップ加工工具(5)のネジピッチとに基づいて第三位置指令値を作成する第三位置指令値作成部(36)と、第一制御モードおよび第二制御モードを備えていて第二位置偏差に基づいて前記送り軸モータを駆動する送り軸制御部(30)と、第一制御モードから前記第二制御モードに切替わるときに取得された回転角検出値および第一位置偏差と前記ネジピッチとに基づいて送り軸位置補正値を作成する送り軸位置補正値作成部(37)とを具備する。第一制御モードにおいては第二位置指令値と送り位置検出値とから第二位置偏差が作成されると共に、第二制御モードにおいては送り軸位置補正値により補正された第三位置指令値と前記送り位置検出値とから第二位置偏差が作成されるようにした。
(もっと読む)
ねじ切り制御方法
【課題】 X軸の加減速性能のみを高めることにより、不完全ねじ部を簡易に短縮できるねじ切り方法を提供する。
【解決手段】 動作aで、工具をX軸方向に移動し、ねじ切り開始点に位置決めする。動作bで、主軸回転に同期して工具をZ軸方向へ移動し、ワークにねじを切削する。動作cで、所定の加減速時間Ta内にZ軸を減速し、X軸を加速し、工具をX軸方向へ退避させる切り上げ動作を行う。動作dで、工具をZ軸方向へ後退させ、ねじ切りサイクルの基準点に戻す。切り上げ動作cにおいて、加減速時間Taの開始と同時に許容最大速度Vmaxよりも大きな切り上げ速度VeをX軸に指令し、X軸の加速度を大きくする。指令時間Teが経過した時点から加減速時間Taが終了するまでの間、X軸の速度指令値をゼロに保持し、X軸の実速度を許容最大速度Vmax以下に抑える。
(もっと読む)
数値制御装置、数値制御装置用制御プログラム及び数値制御装置用記録媒体
【課題】熟練度の低い作業者でも再起動する際の作業を簡単に行う。また、再起動までの時間を短縮する。
【解決手段】数値制御装置は、工作機械の数値制御時において、加工プログラム中に予め記述したMコード「M330」を検出したときに禁止モードを設定する。ワーク加工中に停電又はエラー等が発生した場合は、加工は中断する。作業者は、加工を再開するためにキーボードの起動キーによって加工プログラムの先頭からの再起動を指令する。該再起動の指令によってCPUは、起動許可信号が入力されたか否かを判定する(S1)。起動許可信号が入力されていない場合(S1;No)、CPUは、バックアップRAMを参照して起動禁止フラグFが1であるか否かを判定する(S2)。起動禁止フラグFが1である場合(S2;Yes)、加工プログラムの先頭からの再起動を禁止し、ディスプレイにアラームを表示した後(S10)、処理を終了する。
(もっと読む)
工作機械の制御方法および制御装置
【課題】加工における熱変位を制御し、加工の高精度化を図ることができる工作機械の制御方法および制御装置を提供することを目的とする。
【解決手段】複数の検査位置の温度を取得する温度取得工程52と、複数の検査位置における温度に基づいて支持体10の温度分布を作成する温度分布作成工程53と、支持体10に熱変位が生じているものと判定する判定工程54と、複数の動作経路を作成する動作経路作成工程55と、未加工の動作経路の順序を温度分布に基づいて変更する動作経路変更工程56とを備える。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱影響による多様な変位状態に対応し、より高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供することを目的とする。
【解決手段】支持体10に設定された少なくとも3箇所の各検査点の熱変位位置を取得する検査点位置情報取得工程60と、各検査点における熱変位位置に基づいて、支持体10の変形形状の近似曲線Cを算出する近似曲線算出工程52と、移動体20の指令位置と近似曲線Cとに基づいて指令位置に対する補正値Rzを算出する補正値算出工程53と、補正値Rzにより移動体20の指令位置を補正する補正工程56とを備える。
(もっと読む)
工作機械
【課題】不正移設を検知し、不正移設後の工作機械の起動を禁止する。
【解決手段】工作機械の本体フレームの底部の溝部2c内に、フォークリフトのフォークからの外力で残留応力が残る銅板製の被測定部材28を設け、被測定部材28の一端に加振器29を他端に振動検出器30を設置し、工作機械の設置後の初期に加振器29と振動検出器30を介して振動を付加して振動データを取得し、基準波形パターンである第1振動特性を演算し記憶しておく。工作機械の電源投入時に、前記同様に今回の振動データを取得し、今回の波形パターンである第2振動特性を演算し記憶しておく。工作機械の移設がない場合には、第1,第2振動特性が一致するが、フォークリフトによる搬送を介して工作機械を移設した場合、被測定部材28の内部に残留応力が残るため、第1,第2振動特性が一致しなくなるため、その場合は工作機械の起動を禁止する。
(もっと読む)
数値制御装置、数値制御装置の制御プログラム及び記憶媒体
【課題】タップ加工中に加工が中断されて再開するときに、ワークから工具を無理なく抜くことができる数値制御装置、数値制御装置の制御プログラム及び記憶媒体を提供する。
【解決手段】タップ動作中にタップ戻し情報がバックアップRAMに記憶される。停電時にタップ動作が中断した後で、電源復帰時にはタップ戻し情報に基づき主軸9を逆回転させながらタップ動作開始位置よりも低い位置で停止させるインチング動作が実行される。この動作を断続的に行うことでワークから工具を剥がすことができ、ワークと工具の状態を確認しながらタップ戻し動作を実行できる。
(もっと読む)
数値制御装置、数値制御装置の制御プログラム、記憶媒体及び数値制御装置の制御方法
【課題】タップ加工中に加工が中断されて再開するときに、ワークから工具を確実に抜くことができる数値制御装置、数値制御装置の制御プログラム、記憶媒体及び数値制御装置の制御方法を提供する。
【解決手段】タップ動作中にタップ戻し情報がバックアップRAMに記憶される。停電時にタップ動作が中断し、電源復帰時には主軸9を逆回転させながら上昇させるタップ戻し動作が実行される。このタップ戻し動作の前に主軸9をワークに向けて移動させるZ軸下降動作が実行される。これにより主軸と工具との間の隙間をなくすことができるので、タップ戻し動作を良好に行うことができる。
(もっと読む)
1 - 20 / 38
[ Back to top ]