
Fターム[3C269EF39]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | NC用言語による記述 (176)
Fターム[3C269EF39]の下位に属するFターム
NC用高級言語による記述 (7)
Fターム[3C269EF39]に分類される特許
1 - 20 / 169
工具背面での切削点指令により加工を行う数値制御装置
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
工作機械

【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
工作機械
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置
【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
少なくとも1つの共通の領域を含むそれぞれの作業スペースを有する少なくとも2台のロボットを制御する方法
【課題】2台のロボットを制御する方法であって、共通作業領域におけるロボット間の干渉を防止する。
【解決手段】作業スペースは、存在する物体を考慮して単純な形状によって構成された、禁止干渉領域、監視干渉領域、ハイブリッド干渉領域に分類される干渉領域を規定することによってモデル化される。各ロボット3,4は、ハイブリッド干渉領域に進入するときに、進入予約の第1出力信号、および進入/存在の警告の第2出力信号を中央電子制御ユニット7に送信するように構成され、ハイブリッド干渉領域のステータスは、ハイブリッド干渉領域に他のロボット3,4が存在するか否かに応じて、ハイブリッド干渉領域をロボット3,4に対して監視または禁止された状態にするロボット3,4への入力信号を、中央電子制御ユニット7から送信することによって、ロボット3,4の動作中に、各ロボット3,4に対して動的に変更される。
(もっと読む)
数値制御装置及び制御方法
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
NC工作機械における加工方法
【課題】多大な手間をかけずに、任意のワーク座標系に基づいて加工を行うことができるNC工作機械における加工方法を提供すること。
【解決手段】NC工作機械において、予め、標準ワーク座標系15b(標準ワーク座標系1〜6)とは別に複数の拡張ワーク座標系15c(拡張ワーク座標系101〜400)を作製しておき、拡張ワーク座標系指定工程において複数の拡張ワーク座標系15cのうちのいずれかの拡張ワーク座標系15cが指定されると、ワーク座標系書込工程では、指定された拡張ワーク座標系15cを複数の標準ワーク座標系15bのいずれかに書き込む。そして、加工工程では、ワーク座標系書込工程で拡張ワーク座標系15cが書き込まれた標準ワーク座標系15bに基づいて工作機械本体80でワークWに加工を行わせる。
(もっと読む)
工作機械の衝突防止方法
【課題】工作機械の動作中に移動する主軸台のカバーと工具との衝突を確実に、かつオペレータに過度の負担をかけることなく簡単に防止できる工作機械の衝突防止方法を提供する。
【解決手段】主軸方向であるZ軸方向に移動可能な移動主軸と、当該移動主軸を軸支する移動主軸台と、Z軸方向及びZ軸に直交するX軸方向に移動可能な少なくとも一つの刃物台と、当該刃物台に取り付けられた工具タレットとを備える工作機械の衝突防止方法であって、前記移動主軸台と前記刃物台とのZ軸方向の相対距離が予め規定しているZ軸方向の許容値以下であることを検出する第一のステップと、次にその時点で加工位置に割出されている工具のX軸方向の刃先位置が、前記移動主軸台のカバーのX軸方向の長さに基づいて予め規定しているX軸方向の許容値以下であることを検出する第二のステップと、次に前記移動主軸台の移動を停止する第三のステップを備える。
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
工作機械及び工作方法
【課題】回転速度を指定した主軸の回転指令を実行する場合に生じる待ち時間の影響を低減し、工作時間を短縮することができる工作機械及び工作方法を提供する。
【解決手段】マシニングセンタは、加工プログラムから取得した命令が回転速度を指定した主軸5Aの回転命令である場合、主軸5Aの回転を開始するが、主軸5Aの回転速度が回転速度閾値に達するのを待つことなく、加工プログラムの次の命令の取得及び実行を行う。その後、マシニングセンタは、加工プログラムから切削移動命令を取得した場合、主軸5Aの回転速度が回転速度閾値に達したか否かを判定した後に、主軸5Aをワークへ近接させる切削移動を開始する。またマシニングセンタは、回転命令にて指定された回転速度に所定割合Aを乗じた値を回転速度閾値とし、主軸5Aの回転速度を判定する場合に回転速度閾値との比較を行う。
(もっと読む)
携帯遠隔操作装置およびロボットシステム
【課題】表示部へ表示された教示データから容易にコマンドを視認することができること。
【解決手段】所定の動作をロボットへ実行させる命令ごとに表示色を設定し、設定された表示色を命令に関連付けて記憶する。また、命令をロボットへ教示するティーチングによって作成された教示データを命令に関連付けられて記憶された表示色に基づいて表示部へ表示する。さらに、表示部へ表示された教示データの表示色を所定の操作によって設定された表示色へ一時的に変更して表示部へ表示するよう携帯遠隔操作装置およびロボットシステムを構成する。
(もっと読む)
数値制御装置および加工プログラム生成方法
【課題】軸名称の変更に柔軟に対応できる数値制御装置を得ること。
【解決手段】数値制御装置は、加工設定ユニットによる加工形状の入力のほかに、当該加工形状を加工する回転軸に対する設定内容を、前記設定対象の回転軸を指定するテーブル選択ユニットと、前記設定内容を前記設定対象の回転軸を指定することなく記述した補助ユニットと、に分けて受け付ける。
(もっと読む)
ブロック実行順表示装置
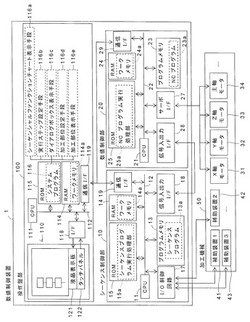
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
機械制御プログラム作成装置
【課題】機械制御プログラムを容易に作成または編集することができる機械制御プログラム作成装置を提供する。
【解決手段】プログラム中には、パラメータ数値、並びに、当該パラメータ数値に対応付けられたパラメータ記号およびパラメータ名称を含む。ダイアログボックス情報作成処理部43がプログラムに含まれるパラメータ記号とパラメータ名称とによりパラメータ項目として認識し、認識したパラメータ記号およびパラメータ名称とこれらに対応付けられているパラメータ数値とをダイアログボックス情報として作成する。作成されたダイアログボックス情報のうちパラメータ数値は、ダイアログボックス表示画面31にて編集可能である。パラメータ数値が更新された場合には、プログラムにおける対応するパラメータ数値を更新されたパラメータ数値に変更する処理を行う。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、画像データを規定するパラメーターの値を入力するための入力ボックスを有する入力画面部と、入力されたパラメーターの値を二次元形状として表示する補助表示画面部と、を備え、補助表示画面部は、被描画媒体の形状及び配置位置を示す二次元形状における、パラメーターが対応する部分を示すパラメーター位置表示画面部を有する。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、被描画媒体の形状を規定するパラメーターの値と、被描画体における被描画媒体の位置を規定するパラメーターの値と、を取得し、取得したパラメーターの値によって、描画画像における媒体画像の位置を規定する。
(もっと読む)
テーブル形式データによる運転機能を備えた数値制御装置
【課題】動作時間が不定な補助機能を実行することによってサイクルタイムが延びることを防止することが可能なテーブル形式データによる運転機能を備えた数値制御装置を提供すること。
【解決手段】自己のパステーブルの基準となる値Lを読み(SA01)、自己のパステーブルから基準となる値Lに近い次の指令基準値のデータを読み出し(SA02)、自己のパステーブルに指令基準値があるか否か判断し(SA03)、指令基準値がある場合には、基準となる値Lが指令基準値に到達したか否か判断し(SA04)、到達した場合には、他のパステーブルとの待ち合せ指令があるか否か判断し(SA05)、ある場合には基準となる値Lのカウントを停止し(SA06)、他のパステーブルとの待ち合わせは完了したか否か判断し(SA07)、完了した場合には基準となる値Lのカウントの停止を解除し(SA08)、他のパステーブルとの待ち合わせがない場合とともに指令を実行する(SA09)。
(もっと読む)
工具ホルダおよび工具ホルダへの工具取付け長さを決定する機能を備えた数値制御装置
【課題】干渉しない範囲で、できるだけ短い工具取付け長さになるように工具と工具ホルダを決定する。
【解決手段】工具形状に関するデータ、ホルダ取付長さに関するデータ、機械構造物の形状に関するデータ、ワークさに関するデータ、ジグの形状に関するデータと、を用いて、工具取付け長さとホルダの選定を行うことを指令し、加工プログラムのシミュレーションを実行すると共に、前記各データに基づいて前記工具および前記工具ホルダのいずれかと、機械構造物、ワークまたはジグのいずれかとの干渉チェックを開始し、加工プログラムのシミュレーション実行時に干渉チェック部により干渉が発生した場合、工具データあるいは工具ホルダデータに基づいて、工具の取付け長さあるいは工具ホルダのデータを変更し、変更されたデータに基づいて再度干渉チェックを行い工具ホルダと該工具ホルダへの工具取付け長さを決定する。
(もっと読む)
1 - 20 / 169
[ Back to top ]