
Fターム[3C269MN08]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の対象箇所 (790) | プログラム自体 (178)
Fターム[3C269MN08]に分類される特許
1 - 20 / 178
工作機械の振動抑制方法および振動抑制装置
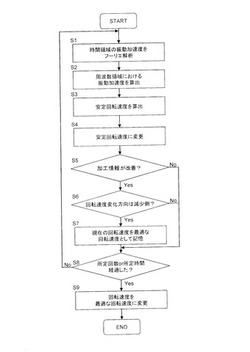
【課題】加工のヒステリシス特性によるびびり振動の再発生を効果的に防止することが可能な工作機械の振動抑制方法を提供する。
【解決手段】振動抑制方法は、回転軸の時間領域の振動を検出する第1ステップ、検出された時間領域の振動に基づいてびびり周波数を算出する第2ステップ、算出されたびびり周波数から加工情報を算出して記憶し、前に記憶された加工情報が存在しないときは、算出された加工情報を用いて安定回転速度を算出する第3ステップ、回転速度を算出した安定回転速度に変更する第4ステップ、変更した回転速度の加工情報と、記憶した加工情報を比較する第5ステップ、加工情報が改善され(びびり振動を低減させるように加工情報が変化し)、変更された回転速度の変更方向が減速方向であった場合に、最適な回転速度であると判断する第6ステップを有している。
(もっと読む)
数値制御装置及び制御方法

【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
工作機械の衝突防止方法
【課題】工作機械の動作中に移動する主軸台のカバーと工具との衝突を確実に、かつオペレータに過度の負担をかけることなく簡単に防止できる工作機械の衝突防止方法を提供する。
【解決手段】主軸方向であるZ軸方向に移動可能な移動主軸と、当該移動主軸を軸支する移動主軸台と、Z軸方向及びZ軸に直交するX軸方向に移動可能な少なくとも一つの刃物台と、当該刃物台に取り付けられた工具タレットとを備える工作機械の衝突防止方法であって、前記移動主軸台と前記刃物台とのZ軸方向の相対距離が予め規定しているZ軸方向の許容値以下であることを検出する第一のステップと、次にその時点で加工位置に割出されている工具のX軸方向の刃先位置が、前記移動主軸台のカバーのX軸方向の長さに基づいて予め規定しているX軸方向の許容値以下であることを検出する第二のステップと、次に前記移動主軸台の移動を停止する第三のステップを備える。
(もっと読む)
NCデータ補正装置
【課題】軸切込み深さを一定とする等高線加工において、半径切込み深さを補正して、加工能率が大きくてびびり振動の発生しないNCデータを作成できるNCデータ補正装置を提供する。
【解決手段】所定の軸切込み深さにおける、主軸回転速度に対するびびり振動発生の限界となる工具接触角度である限界工具接触角度を演算し、NCデータのデータ区分毎に工具接触角度が限界工具接触角度より大きいか否かを判定し、大きいと判定された不安定NCデータ区分がある場合は、不安定NCデータ区分における工具刃先経路の半径切込み深さを小さくすることで、工具接触角度を小さくしてびびり振動の発生しないNCデータを作成する。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyと回転工具5の動特性とに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
パラレルリンクロボットおよびその動作教示方法
【課題】パラレルリンクロボットのダイレクト教示方法は、直感的で分かりやすい教示方法である反面、ユーザの作業がそのまま転写されるため、パラレルリンクロボットが実現することが不可能な動作についても転写される場合がある。ユーザは、教示した動作がパラレルリンクロボットで実現可能な動作であることを確認するために、教示と再生とを繰り返すことで、時間を要する場合がある。
【解決手段】本発明のパラレルリンクロボットの動作教示方法は、パラレルリンクロボットの可動プレートをユーザが直接動かすことで教示された第1教示動作を取得し、前記パラレルリンクロボットの動力源である複数のモータが許容するトルクである許容トルクまたは/および前記複数のモータが許容する回転速度である許容回転速度に基づいて許容判定値を予め設定し、前記第1教示動作を前記パラレルリンクロボットの動作で実現可能か否かを前記許容判定値に基づいて判定する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyを算出する切削抵抗算出部32と、切削抵抗Fyに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて、被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。そして、切削抵抗算出部32は、工具中心変位量算出部42により算出された回転工具5の回転中心Cの変位量Yaをフィードバックして、過去の回転工具5の回転中心Cの変位量Yaに基づいて次の切削抵抗Fyを算出する。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法
【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
数値制御装置
【課題】不定軸を含む複数の移送軸を有し、いずれかの移送軸について移送装置の加速性が極端に悪い工作機械において、全ての移送軸についての移送装置の同時制御と、高速かつ高い加工精度でのワークの加工とを実現する。
【解決手段】数値制御装置2は、ツールパスを滑らか補間するツールパス補間部15と、W軸パスを滑らか補間後、媒介変数による二次微分値が小さくなるように補間する移送軸パス補間部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数を用いて基準単位時間毎の各時点の補間後ツールパスの座標及びその各時点の補間後W軸パスのW軸座標を求め、そのW軸座標を拘束条件として各時点の補間後ツールパスの座標に対応する各移送軸上の座標を求め、その位置座標から各移送軸毎の移送量を示す指令パルスを求めるパルス補間部22を備える。
(もっと読む)
数値制御装置
【課題】加工プログラムに射影工具軸ベクトルの向きが急変するような移送対象物の動きを指示する部分が含まれている場合でも、工具とテーブルとの相対的な急回転を防いでワークの加工精度の低下及び機械ショックの発生を抑制する。
【解決手段】数値制御装置2は、姿勢調整箇所の前後に亘る姿勢調整区間において工具106の姿勢を調整するための姿勢調整情報を求める姿勢調整情報導出部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数から求めた各時点に対応する媒介変数のうち姿勢調整区間内の媒介変数については、先端パス上の先端点の位置座標と、その先端点から当該先端点に対する位置関係を姿勢調整情報に基づいて射影工具軸ベクトルの向きの変化が緩やかになる方向に調整した上空パス上の上空点へ向かう工具軸ベクトルを求めてその位置座標及び工具軸ベクトルから指令パルスを求める移送指令導出部20とを備える。
(もっと読む)
切削条件設定装置
【課題】工作物Wの材質の変更や工具5の磨耗の進行がおきても、正確なびびり安定限界線図を短時間に作成し、それを用いて切削能率の高い切削条件設定ができる切削条件設定装置92を提供する。
【解決手段】所定工具5aで基準工作物W0を切削したときの基準比切削抵抗Kfa0と基準びびり安定限界線図をNC装置9のデータ記録部922に記録し、所定工具5aの磨耗状況を累積工具磨耗率ηa0としてデータ記録部922に記録する。実切削時の比切削抵抗Kfabと基準比切削抵抗Kfa0と累積工具磨耗率ηa0を用いてρ=Kfab/(ηa0・Kfa0)を演算し、基準びびり安定限界線図の臨界切込み深さLkをρで除することで実びびり安定限界線図を演算・作成する。実びびり安定限界線図を用いて、びびりが発生しないで最大能率となる切削条件を設定する。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2、3の小さい順に加工プログラムブロックS1−1等を直列に実行するとともに同時に並行して実行すべき加工プログラムブロックS1−4、2−3、3−3を自動的に並行して同時に実行してデバッグを実行する工作機械用制御装置100。
(もっと読む)
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
切削加工経路創成装置及び方法並びにプログラム
【課題】干渉を回避しつつ、加工にかかる時間を短縮すること。
【解決手段】ワークをカッタにより加工する加工工程と加工終了後にカッタを加工開始位置まで移動させる工程とを繰り返し、ワークを加工する工作機械に適用される切削加工経路創成装置10であって、ワークの位置を基準とするワーク座標系において、加工工程におけるカッタの形状を示すカッタ形状データの位置を推定するカッタ位置推定部21と、推定されたカッタ形状データとワークの形状を示すワーク形状データとに交点がある場合には、交点の情報に基づいて、加工工程終了後のワーク形状データを新たなワーク形状データとして更新するワーク形状更新部22と、カッタを次の加工開始位置に移動させる場合にワーク形状更新部22によって更新された新たなワーク形状データとワーク座標系における移動時のカッタ形状データとの干渉可能性を判定する干渉判定部23とを具備する。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
1 - 20 / 178
[ Back to top ]