
Fターム[3D023AD22]の内容
車両の内装・外装、防音・断熱 (17,020) | 構造 (970) | 成形品本体 (562) | 製造 (59)
Fターム[3D023AD22]に分類される特許
1 - 20 / 59
モールの加工方法
乗用車のバンパー
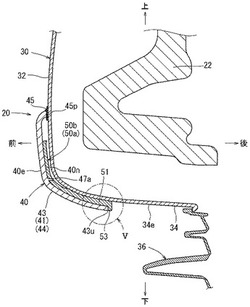
【課題】本発明は、樹脂製のバンパーモールにおいてゲート部の仕上げ作業を行わなくても良いようにして、コスト低減を図ることを目的とする。
【解決手段】本発明は、バンパーカバー30に対して樹脂製のバンパーモール40を取付ける際に、そのバンパーモール40とバンパーカバー30との隙間に、その隙間を埋めるための板材であるリテーナ50bを介在させる構成の乗用車のバンパーであって、バンパーモール40は、型成形されたそのバンパーモール40から前記型のゲート部分で固化した樹脂を切断したときに生じる切断痕を備えるゲート部43uを備えており、バンパーモール40のゲート部43uがリテーナ50bの端縁(突条部53)で覆われるように構成されている。
(もっと読む)
光透過表示装置

【課題】本発明は昼間に自然光で見る場合には透明な外装板を介して遮光インク層部とその裏面に印刷されている光透過インク層部との露呈する無地部が見え、さらにその内部は見えず、また、夜間または暗がりでは外装板内の表示部材に設ける文字、絵画、図柄が光源からの光により光透過インク層部から、鮮明かつ確実に発光表示でき、製作および組立を容易になす。
【解決手段】合成樹脂の透明材にて形成される外装板1と、透明材の裏面に遮光インクを用いて多数の小孔群2aを有する規則的なパターン形状により印刷手段を用いて印刷表示された遮光インク層部2と、裏面に対向して印刷された光透過インク層部3と、合成樹脂フィルム基材4にマスキング部5を施すとともに、その設置個所以外に文字、絵画、図柄等を描いて透光表示部6となして接設させた表示部材7と、光源8と、を備えている。
(もっと読む)
芯材入りゴム様弾性体被覆長尺物の切断装置および同切断方法
【課題】 多数のコアを、コア間に設けた連結部によって一定間隔で連結して形成した芯金をゴム様弾性体に埋設した長尺物を、正確に、一定長さに切断して製品とする、経済性および生産性に優れた装置および方法を提供する。
【解決手段】 多数のコアを、コア間に設けた連結部によって一定間隔で連結して形成した芯金をゴム様弾性体に埋設した長尺物10を、一定長さに切断して製品20とする。切断装置1は、少なくとも、長尺物10を搬送する第一搬送装置3と、長尺物10のコア間13の数を数えることによって製品20の長さを求めるセンサー2と、長尺物10を、コア間13で切断して求められた長さの製品20とするカッター4とで構成する。
(もっと読む)
自動車用モール
【課題】軽量で、アルミニウム、鋼材同等以上の低伸縮性を示し、耐衝撃性、耐食性に優れる自動車用モールを提供する。
【解決手段】上記自動車用モールを、熱可塑性ポリエステル系樹脂シートを一対の引抜ロール間に通して引抜延伸する一次延伸に引き続き、引抜ロールの温度より高い温度で引抜延伸方向に二次延伸して得られる延伸熱可塑性ポリエステル樹脂シートからなる芯材をポリプロピレン系樹脂又はゴム材系の表面材で被覆してなるものとする。
(もっと読む)
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
自動車内装材用樹脂成形品
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れた自動車内装材用樹脂成形品を提供する。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤を含有する樹脂粉末組成物をスラッシュ成形して得られ、(D)が、炭素数6〜12の直鎖脂肪族ジカルボン酸と炭素数6〜10の直鎖脂肪族ジオールを反応させてなる融点が45〜65℃のポリエステルジオール(A)、炭素数6〜12の直鎖脂肪族ジイソシアネート(B1)と炭素数5〜16の脂環族ジイソシアネート(B2)からなり特定(B1)/(B2)モル比のジイソシアネート(B)、及び炭素数4〜10の直鎖脂肪族ジアミン(C1)と炭素数3〜14の脂環族ジアミン(C2)からなり特定(C1)/(C2)モル比のジアミン(C)を反応させて得られ、(D)中のウレア基濃度を規定した自動車内装材用樹脂成形品。
(もっと読む)
車両用ドアサッシュ部ガーニッシュ取付構造
【課題】ドアサッシュ部とガーニッシュとの間の隙間がルーフ部側においても安定し、外観見栄えがよく、ガラスランの装着安定性も向上する車両用ドアサッシュ部のガーニッシュ取付構造。
【解決手段】車両用のドア本体部の上方に開口窓部を形成するドアサッシュ部の構造で、ドアサッシュはドア本体部から立設したピラー部と当該ピラー部に連設し、車両のルーフ側に位置するルーフ部を有し、ピラー部の車外側にガーニッシュブラケットを取り付け、当該ガーニッシュブラケットの車外側にガーニッシュを取り付ける。ガーニッシュはルーフ部の一部からピラー部にわたって車外側を覆うとともに、当該ガーニッシュの裏面とルーフ部車外表面との間の隙間を所定に保持するための、突出部と係合部とを有し、突出部は、先端がルーフ部車外表面に接するか又は所定の隙間を有し、ガーニッシュブラケットに係合することでガーニッシュの車室内外方向外側への移動を規制する。
(もっと読む)
車両用外装部品
【課題】意匠性を損なうことなく、発泡体から表皮材を簡単に分離させることができるようにする。
【解決手段】車両に取り付けられる外装部品を構成する発泡体20と、発泡体20の外表面に接着され、外表面を被覆する表皮材22と、を有する車両用外装部品であって、発泡体20の外表面に陥没部24を形成し、陥没部24と表皮材22との間に空間Sを形成する。
(もっと読む)
ガラス製装飾品
【課題】 窓や自動車のボディー等に任意のデザインに貼り付けて装飾する為のガラス製装飾品を提供することを課題とする。
【解決手段】 板状のガラスを任意のデザインにカットし、角取り加工をし、接着剤で貼り付けて装飾することを特徴とするガラス製装飾品である。
また、前記のガラスがステンドグラスであること、前記の板状ガラスの厚さが4mm以下であること、前記の板状ガラスの裏面が焼付塗装されていること、前記の焼付塗装は、白色又は銀色の顔料が用いられていること、前記の接着剤は、シリコンシーラントであることを特徴とするガラス製装飾品である。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
加飾成形品
【課題】成形時の樹脂組成物表面の凹凸が小さく、かつ剛性、軽量化に優れ、加飾用フィルムにより表面外観品質の優れた樹脂組成物成形品にフィルムを密接に一体化した加飾成形品を提供する。
【解決手段】(A)非晶性樹脂50重量部を超え、95重量部以下を含む熱可塑性樹脂100重量部に対し、(B)炭素繊維1〜220重量部を配合してなる樹脂組成物からなる成形品において表面に(C)加飾用フィルムが密接に一体化していることを特徴とする加飾成形品。
(もっと読む)
車両取着用マグネット広告板
【目的】 バス、トラック、タクシー及び各種の電車等の車外及び一部の車内に張着するプリントシートに広告面を有するマグネット広告板であって、特に進行中に該プリントシートの剥がれを防止すると共に、磁力シート面に非磁場部とゼロ磁場を発生するようにしたものである。
【構成】 広告板本体に、ビニール製のプリントシートの表面に広告面を印刷し、裏面に磁力シートを構成する。該磁力シートの先端及び上端部に強力磁力帯を縦方向及び水平方向に装着し、後方の角部に剥がし用の剥離部を形成し、該磁力シートには、正面に強力磁力帯を適宜貼付することによって非磁場部を数ヶ所に形成する。また、磁力シートの所定位置にゼロ磁場を作るものである。
(もっと読む)
車両等の非磁力性に取着するマグネット広告装置
【目的】 バス、トラック及び電車等の側面が非磁力性で形成されている車両のボディに、マグネットによってボディに磁力ビニールシートを張着し、広告面を設けたビニールシートを吸着し、広告面のビニールシートの着脱を容易とするものである。
【構成】 車両の非磁力面に対して、磁力製の鉄粉を吹き付け、又は塗着した磁力ビニールシートを張着する。該磁力ビニールシートには、その表面に極薄のナイロン等のビニールシートに磁力性のマグネット合金の粉末に接着剤を混合した液状のものを吹き付け又は塗着した磁力シート面を接合し、該ビニールシートの表面には、ポスター等の広告用のプリントした広告面を形成する。且つ、進行方向に対して、広告面の先端部及び上端部に剥離防止用の防風雨帯を装設した事を特徴とする。
(もっと読む)
モール用装飾テープバッキング材、モール用装飾テープ、及び、モール
【課題】本発明は、モール本体と装飾テープとの間に充分な融着強度を得ることができ、さらに、曲げ加工をした場合に、しわの発生がなく、また、モール本体と一体化する工程において撚れてしわになったり、延びて白化したりすることのない装飾テープ用バッキングシートを提供する。
【解決手段】ランダムポリプロピレンを25重量%以上50重量%未満、及び、軟質ブロック型リアクターTPOを35重量%以上60重量%未満、それぞれ含有する樹脂組成物により構成されており、かつ、前記ランダムポリプロピレンの前記樹脂組成物中の含有量と軟質ブロック型リアクターTPOの前記樹脂組成物中の含有量との和が70重量%以上であるモール用装飾テープバッキング材。
(もっと読む)
積層シート、それを貼り付けた部品およびその製造方法
【課題】真空加熱圧着法を用いた基材への貼り付けに適した高い延伸性を有するとともに、最表面層が良好な耐傷つき性と耐薬品性を備えた積層シートを提供する。
【解決手段】基材に貼り付ける積層シート100であって、最表面に配置される表面層(A)110と、熱可塑性樹脂層(B)120と、前記基材に接着される接着層(C)130とを含み、表面層(A)は、水酸基を含有するモノマーを0.5質量%以上5質量%未満含む(メタ)アクリレートモノマーを共重合してなる(メタ)アクリル共重合体(I)と、一分子に二以上のイソシアネート基を有するイソシアネート化合物(II)とを、(メタ)アクリル共重合体(I)100gに対しイソシアネート基が3〜16mmolになる混合比で、混合して形成された、ガラス転移点(Tg)が80℃以上の(メタ)アクリル樹脂化合物を主成分とする積層シート。
(もっと読む)
自動車用光輝性積層フィルム
【課題】柔軟性や成形性に優れるとともに、深みのある金属光沢を発現することができる新規な自動車用光輝性積層フィルムを提供する。
【解決手段】樹脂成形体Mの表面に貼着される金属光輝層20を含む自動車用光輝性積層フィルム10Aであって、金属光輝層20は銅、ニッケル、クロム、チタン、コバルト、モリブデン、ジルコニウム、タングステン、パラジウム、インジウム、スズ、金、銀、又はアルミニウムのいずれかもしくは複数により形成される金属蒸着層よりなり、金属光輝層20の上面側には、密着性と保護性を高めるための上部アンカーコート層40を介してアクリル系樹脂又はウレタン系樹脂よりなる透明樹脂塗膜層30が形成されているとともに、金属光輝層20の下面側には前記樹脂成形体Mとの密着性と保護性を高めるための裏面にプライマー層60または粘着層65が施された下部アンカーコート層45が形成されていることを特徴とする。
(もっと読む)
車両用大型外装部品
【課題】寸法精度および意匠性に優れかつ製造時に平滑化処理を必要としない樹脂製の車両用大型外装部品を提供すること。
【解決手段】車両用大型外装部品1の基材2に被覆材3を積層する。このうち基材2には低線膨張係数の繊維材を配合して、線膨張係数が6×10−5/℃以下になるようにする。被覆材3は型成形する。基材2の線膨張係数を小さくすることで、車両用大型外装部品1全体の熱収縮を抑制する。被覆材3を型成形することで、被覆材3および車両用大型外装部品1の表面形状が基材2の被覆材側表面20の形状の影響を受けないようにする。
(もっと読む)
樹脂ホルダーを備えたフレームモール
【課題】 金属ホルダーと樹脂ホルダーを一体化したホルダー部材をフレームモールに備えることにより、フレームモールの意匠面に傷がつき難く、良品率が高く、且つコストの安いフレームモールを提供すること。
【解決手段】 カシメ爪部3aを備えたドア後部フレームモール本体13と、SUSホルダー部20とSUSホルダー部20に一体でインサート成形されカシメ受け部31を設けた樹脂ホルダー部30とを備え、カシメ受け部31が前記カシメ爪部3aでカシメられドア後部フレームモール本体13に組み合わされるホルダー部材4と、からドア後部フレームモール3を構成する。
(もっと読む)
押出成形品の製造方法及び製造装置
【課題】押出成形品を冷却水で冷却する際に、押出成形品の表面に円形跡が生じることを防止できるようにする。
【解決手段】押出成形品11を冷却する冷却水として、溶存する気体を減少させる脱気処理を施した冷却水(以下「脱気冷却水」という)を用いる。脱気処理を施した脱気冷却水は、脱気処理前の冷却水に比べて溶存する気体(空気)の量が極めて少ないため、脱気冷却水が押出成形品11に接触して加熱された際に、気泡がほとんど発生しないか又は発生する気泡のサイズが小さくなる。これにより、押出成形品11の表面に気泡が付着することを防止するか又は付着する気泡のサイズを小さくすることができて、押出成形品11の表面全体をほぼ同じ冷却速度で冷却することが可能となり、押出成形品11の表面に視認できるような大きさの円形跡が生じることを防止する。
(もっと読む)
1 - 20 / 59
[ Back to top ]