
Fターム[3D201EA09]の内容
車両用シール装置 (15,973) | 材料(表面処理材料は除く) (1,690) | 金属 (161)
Fターム[3D201EA09]に分類される特許
1 - 20 / 161
自動車用ウェザストリップ
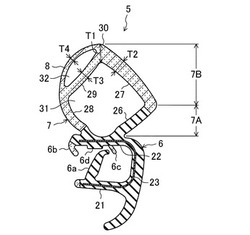
【課題】見栄えを損なうことなく、ウェザストリップ5のシール性を高めるとともに、ドアを閉じたときにウェザストリップ5に水溜まり部を生じないようにする。
【解決手段】ウェザストリップ5は中空シール部7を備える。この中空シール部7の車体外側に突出した突出部7Bは室内側の内壁27と室外側の外壁29とよりなり、断面形状が略三角山形になっている。この山形突出部7Bの先端部30にドア16の周縁部の内面が当接する。山形突出部7Bの外壁29の外側に中空部32を形成するように、山形突出部7Bの先端部30と外壁29の裾部とを結んで室外側に膨んだ膨出壁8を設ける。膨出壁8は外壁29よりも柔軟に撓むようにする。
(もっと読む)
自動車用オープニングシール及びその製造方法

【課題】特にコーナー部に組付けた状態で中空シール部に発生する伸縮状態を大きく軽減させることのできる自動車用オープニングシール及びその製造方法を提供する。
【解決手段】自動車用オープニングシール10に埋設されたワイヤー芯材20の車外側の非熱溶融糸221を、略U字形状に折り曲げられたワイヤー本体21の車外側肩口21aを形成する折り曲げ開始位置21cから、中空シール部12の内方側の付け根12aにおけるドア内周側の点51を垂下した位置52までの範囲R1に配置し、車内側の非熱溶融糸222を、ワイヤー本体21の車内側肩口21bを形成する折り曲げ開始位置21eから、爪部13の付け根における車内側側壁11bの開放端部側の点53をワイヤー本体21に対して垂下した位置54までの範囲F1に配置した。
(もっと読む)
車両用ウエストモールディングおよびその製造方法
【課題】 取付け時のばらつきや、取付け時の外力などによって、緩衝リップが捲くれたり、巻き込まれることがなく、緩衝および隙間の隠蔽などの緩衝リップの機能を十分発揮でき、優れた外観を有する車両用ウエストモールディングおよび製造方法を提供する。
【解決手段】 モールディング本体11の外壁部11cの下端部から、ドアパネル2に弾接するように突出する緩衝リップ16として、組付時にドアパネル2に弾接するように、外壁部の下端部から突出するシールリップ部16aの先端部から係止リップ部16bが伸び、その先端に形成された係止部16cが、外壁部11cの下端部に形成された折返し部11eに係止された状態で、折返し部11eとシールリップ部16aおよび係止リップ部16bとの間に中空部8が形成される車両用ウエストモールディング1。
(もっと読む)
格納式ルーフ車のシール構造
【課題】ストレージリッドと車体の間から水が侵入することを防止しうる格納式ルーフ車のシール構造を提供する。
【解決手段】ストレージリッド3の車体側開口縁部に沿って取付けられストレージリッド3の下面に弾接するソリッド部材からなるボディ側ウェザーストリップ10の型成形部101に、ストレージリッド3の前側左右両側に取付けられたストレージリッド側ウェザーストリップ20の型成形部201が上側から弾接し、ルーフ1の周縁部に取付けられストレージリッド3の前側上面に弾接するルーフ側ウェザーストリップ30の型成形部301がさらにボディ側ウェザーストリップ10の型成形部101の上側から弾接するもので、ストレージリッド側ウェザーストリップ20の型成形部201に、下側に突出してボディ側ウェザーストリップ10の型成形部101に弾接するスポンジ部材からなる中空シール部41を設けた。
(もっと読む)
グラスラン
【課題】グラスラン上辺部が長手方向で圧縮された場合に、そのグラスラン上辺部に埋設された線状の芯材が波打ち形状とならないようにする。
【解決手段】ドアサッシュ3のサッシュ上辺部に装着されるグラスラン上辺部4aとドアサッシュ3のサッシュ縦辺部に装着されるグラスラン縦辺部とをコーナー型成形部4dを介して接続するとともに、グラスラン上辺部4aに当該グラスラン上辺部4aの長手方向に延びる線状の芯材13を埋設したグラスラン4において、コーナー型成形部4dのうちグラスラン上辺部4a側の端部に、芯材13のうちコーナー型成形部4d側の端末が臨む凹部14を形成する。
(もっと読む)
自動車用ウエザストリップ
【課題】インサートを有し、フランジの保持力が強く、製造が容易なウエザストリップを提供する。
【解決手段】トリム部20とシール部30を有するウエザストリップ10において、トリム部20は、車外側側壁21と車内側側壁22の内面からそれぞれ車外側保持リップ24と車内側保持リップ26が形成されるとともに、トリム部20の内部にインサート40が内部に埋設される。インサート40は、帯状金属板から多数の短冊部41を幅方向に並べるように、かつ短冊部41の両側の端部付近を長手方向に連結部42、43で連結した梯子状となるように形成される。短冊部と短冊部の間にはスリット44、45が形成され、連結部42の中心部分は、車外側保持リップ24の根元部24aと車内側保持リップ26の根元部26aと対向する部分よりも短冊部41の側端側にずれて位置する。
(もっと読む)
ガラスランチャンネル組立体
【課題】位置ズレ防止手段としての突起をガラスランチャンネル組立体の所定の位置に正確かつ安定して形成することができる構成のガラスランチャンネル組立体を提供する。
【解決手段】本発明のガラスランチャンネル組立体の接続ガラスランチャンネルの基底部175には、係合部材200を取り付け可能であって窓枠の溝内に設けられた係合部に係合可能に形成されている突起部165が設けられている。基底部の内周側表面には根元支持部168が形成されている。根元支持部に対応する範囲には、突起部と、係合部材の幹部205を挿入可能な挿入孔160とが形成されている。挿入孔の周囲を構成する内壁であって接続ガラスランチャンネルの長手方向の内壁177及び幅方向の内壁には、係合部材を挿入孔に挿入したとき幹部に係止する長手方向係止部185,188及び幅方向係止部がそれぞれ少なくとも一つ形成されている。
(もっと読む)
ウェザストリップ用の芯金
【課題】ウェザストリップのトリム部にインサートされる芯金を軽量化し、フランジに挿入して取付ける際、フランジが肉厚であっても芯金の幅を広げることなく、トリム部の開口を広げ易くすることにより挿入し易くする。
【解決手段】芯金11は、センターコア3aと、該センターコア3aの両側にコア3aの長手方向に一定間隔で平行に形成される骨片3bとよりなり、センターコア両側の骨片3bは一つ置きにコア両側で互い違いになるように形成されている。ウェザストリップは芯金11をインサートして押出成形後、センターコア3aが互い違いに隣合う骨片間で破断されて骨片3bがL形状に個々に分離され、拡開し易くする。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
オープニングトリムウエザストリップ
【課題】ドア閉力が小さく、シール性が確保できる自動車用オープニングトリムウエザストリップを提供する。
【解決手段】オープニングトリムウエザストリップ10は、取付基部20と中空シール部30を有する。中空シール部30は、第1側部シール壁31と第2側部シール壁32とを有する。第2側部シール壁32は、車外側側壁21から延設されソリッド材又は微発泡材で形成される第2側部シール壁根元部37と、第2側部シール壁根元部37から一体的に延設される第2側部シール壁屈曲部38と、第2側部シール壁屈曲部38から円弧状に延設される第2側部シール壁円弧部39から形成される。第1側部シール壁31は、中空シール部30の内部方向に凸に形成される。第2側部シール壁屈曲部38、第2側部シール壁円弧部39及び第1側部シール壁31はスポンジ材で形成される。
(もっと読む)
ベルトモール
【課題】金属製の芯材を利用した押出成形によって芯材の周囲に断面積が大きい樹脂部を形成した場合であっても成形性を良好にできるベルトモールを提供する。
【解決手段】車両ドアのアウタパネル上縁12に沿って固定され、該上縁の車外側に位置する車外側部22と車内側に位置する車内側部24とを有する金属製の芯材21と、スライドガラスWに接触することにより弾性変形するガラス接触突部材35と、を有し、ガラス接触突部材が、車内側部に接続する貫通孔47を有する樹脂材料からなる基部38と、該基部の先端から延び、基部38を構成する樹脂材料より柔らかい樹脂材料からなるガラス側端部39と、を備える。
(もっと読む)
共押出圧延成形された一体端部形成を有する明るい押し出し成形による生産品
ウェザーストリップ及びウェザーストリップを形成する関連した方法は、第1材料で形成されると共に押し出し成形材料に少なくとも部分的に包まれたコアを有する本体を含む。明るいストリップ又は金属製の表示表面は、審美的な感じのよい明るいストリップを提供するために押し出し成形材料内に一体にされる。明るいストリップの端部は、一部品構造を提供するためにウェザーストリップの端部に形成される。 (もっと読む)
ウエザストリップ及びその製造方法
【課題】不織布層と接着層との接着性能の低下抑制を図ることにより、外観品質の低下を抑制することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップの意匠面には、樹脂接着層25を介在させ、不織布で構成される不織布層26が形成されている。不織布層26は、着色された加飾層26aと、樹脂接着層25に接着する無着色の被接着層26bとを有している。
(もっと読む)
車両用ドアガラスの支持構造
【課題】車両が水没したときなどにおいて特別な道具なしに車内から容易にドラガラスを割ることができる上にドアガラスに特別な加工を施す必要のない車両用ドアガラスの支持構造の提供。
【解決手段】リアサイドドアは、コの字型の断面を有するフレーム11によって窓枠の一部が構成されている。フレーム11の内側にはガラスラン12が固定され、ガラスラン12によってリアサイドドアのリアガラス3が降可能に保持されている。フレーム11におけるリアドアガラス3に相対する側の面には突起13が形成され、またはガラスラン12の車内側に硬質の材料からなるハンマーが埋設されている。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ラゲッジルームの開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
ウエザストリップ
【課題】ドアを閉鎖する際に要する力の増大を抑制するとともに、ボディの開口部周縁のコーナー部に沿って湾曲させたときのシール部の変形を抑制することのできるウエザストリップを提供する。
【解決手段】ウエザストリップ5は、ボディの開口部の周縁に沿って取着される断面略U字状のトリム部11と、トリム部11の車外側側壁部13から車外側に突出し、内部に中空部を有するシール部15と、シール部15のシール壁15Kの内側面と車外側側壁部13とを連結し、シール部15の中空部を第1中空部15aと第2中空部15bとに分けるブリッジ部25とを備え、スポンジ材により一体的に形成されている。ブリッジ部25は、シール壁15Kとの連接部25aが、シール部15の突出方向先端部よりもボディの開口部の外周側の部位に位置するとともに、第1中空部15aの内部に向けて凸となるように湾曲形成されている。
(もっと読む)
ウエザストリップ
【課題】トリム部及び保持リップをスポンジ材で構成した上で、取付作業性の向上を図りつつ、取付状態の安定化を図ることのできるウエザストリップを提供する。
【解決手段】ウエザストリップ5は、断面略U字状のトリム部11と、トリム部11から車外側に突出するシール部15と、トリム部11の車内側側壁部12の先端部から20度〜30度の角度で車外側に延出する車内側保持リップ21とを備える。車内側保持リップ21の先端部には、車内側保持リップ21の車外側面から突出し、トリム部11の内側に差し込まれるフランジ部33に当接する断面略半円形の突起部27が設けられている。車内側保持リップ21の車外側面は、突起部27の保持リップ21付根部側の端縁との連接部位において、突起部27と連続して凹状に湾曲形成されている。トリム部11、シール部15、車内側保持リップ21、及び突起部27はスポンジ材により一体的に形成されている。
(もっと読む)
グラスラン
【課題】発泡性材料の採用による軽量化と、伸縮防止対策として埋設されることになるワイヤ状の芯材との接着性と、を両立したドアグラスランを提供する。
【解決手段】断面略チャンネル状の本体部6と、この本体部6の開放側からチャンネル状空間の内側に向かって斜状に突設されたシールリップ10,11と、を備えたグラスラン4である。本体部6を形成している両側壁部7,8および底壁部9を発泡材にて形成して、その底壁部9にワイヤ状の芯材14を埋設する。芯材14を底壁部9から隔離するべく、芯材14をソリッド材からなる被覆層15にて被覆してある。シールリップ10,11は同様にソリッド材にて形成してある。
(もっと読む)
オープニングトリムウエザストリップの取付構造
【課題】フランジへの挿入性のよい、車輌の軽量化に貢献するオープニングトリムウエザストリップを提供する。
【解決手段】オープニングトリムウエザストリップ10は、取付基部20と、取付基部に一体的に設けられ、シール部30を有し、ドア開口部周縁6の上辺側、縦辺側及び下辺側にそれぞれ取付けられる上辺部13、縦辺部14及び下辺部15からループ状に構成される。下辺部15又は下辺部15と縦辺部14の一部がインナーカバー40で覆われた第1部位と、インナーカバー40で覆われていない第2部位とから構成され、第1部位の取付基部20は断面の全体がゴム状弾性体で形成され、第2部位の取付基部20はインサートが埋設されたゴム状弾性体で形成されているオープニングトリムウエザストリップの取付構造である。
(もっと読む)
芯材及びその製造方法と製造装置並びにトリム材の製造方法
【課題】芯材が埋設されたウェザーストリップを切断する際に、ウェザーストリップを芯材の所定位置で安定して切断できるようにする。
【解決手段】芯材素材を長手方向に間欠的に移動させて移動停止毎に芯材片部22になる部分と連結部23になる部分とを残すように分離空間部24になる部分を除去する打ち抜き加工を行うことで芯材片部22と連結部23と分離空間部24とを形成し、芯材素材の移動長さが所定長さに対応する所定値に達する毎に打ち抜き加工を一時的に停止させた状態で芯材素材を長手方向に所定移動量だけ移動させた後に停止させて打ち抜き加工を再開することで芯材16の長手方向において芯材片部22の寸法よりも大きい寸法の切断用芯材片部25を形成する。これにより、芯材16を埋設したウェザーストリップを切断する際に、芯材16の切断用芯材片部25の位置で安定して切断することができる。
(もっと読む)
1 - 20 / 161
[ Back to top ]