
Fターム[3E033DA03]の内容
一体成形容器 (25,807) | 口部の形状、構造 (2,371) | 蓋の係止部を有するもの (1,189) | ネジ状 (855)
Fターム[3E033DA03]に分類される特許
841 - 855 / 855
ブロー成形されたドラム
ブロー成形されたドラムは、アクセス開口部を有する第1端部と、同端部とほぼ対向する第2端部と、これら端部の間に延びる周壁を有し、第1端部、第2端部および周壁がドラム内部を形成する。また、ドラムは、その第1端部から延びるチャイムを有し、同チャイムはチャイム移行部する基部および同基部から延びる上部を備え、基部は上部よりも厚さを有するために、湾曲部を基部と上部の交差部の基端側に形成する。チャイムは、その上縁部と湾曲部との間において形成される湾曲長さを有し、この湾曲長さはチャイムとアクセス開口部との間の距離よりも少なくなるように形成される。  (もっと読む)
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 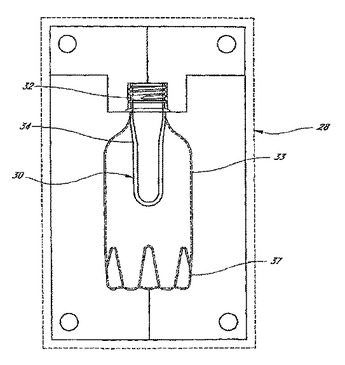 (もっと読む)
(もっと読む)
容器

分散ベースの塗料着色材を保持するために使用されかつ着色材を塗料分配機械内に分配し得るプラスチック容器(10、30、50)は、キャップ(14)を保持しかつ確保することができ更に直径が少なくも50mmの広い口を有する開口頂部を備える。プラスチック容器(10、30、50)は開口頂部の下方で伸びている円筒状の本体(22、40、62)、及び容器を強化するために本体の周りで間隔を空けて置かれた複数の垂直方向リブ(26、44、60)を備える。プラスチック容器は、分散ベースの塗料着色材又はシャンプー及びコンディショナーのような個人ケア用品を保持するために使用することができる。 (もっと読む)
放射線照射しるしを有する容器

添加剤が混合された材料の少なくとも一層を有する成形プラスチック容器(10)を準備することによって、識別可能な容器を作る方法。識別可能なしるしの形態の放射線孔(32)を有するマスク(28)が準備され、放射線がマスクの孔を通して容器に差し向けられ、放射線が添加剤によって吸収され、それによって、添加剤に識別可能なしるし(26)の形態で可視的に応答させる。 (もっと読む)
ポリエステル樹脂からなる中空成形体
[課題]肉厚であっても透明性と機械特性に優れたボトルを生産できるポリエステル樹脂を提供することを目的としている。[解決手段] ジカルボン酸単位とジオール単位より構成されるポリエステル樹脂からなり、口栓部、肩部、胴部 および底部を備えた中空ボトルであって、 (1)ボトル胴部の肉厚が500μm以上であり、 (2)チタン原子含有量が1ppm以上30ppm以下であることを特徴とする中空ボトル。ボトル胴部の降温結晶化温度(Thc)が170℃以下であること、および全ジカルボン酸単位のうち97モル%以上がテレフタル酸であり、全ジオール単位のうち97%モル以上がエチレングリコールであることが好ましい。 (もっと読む)
少なくとも二つの活性流体のための供給瓶
本発明は、第一活性流体用の第一収容容器(1)と第二活性流体用の少なくとも一つの、好ましくは正確に一つの第二収容容器(2)とを備えた供給瓶であって、
収容容器(1,2)がどちらも分離して構成されかつ互いに連結しているか、あるいは互いに形状一体に構成されており、収容容器(1;2)が各々活性流体用の出口(3;4)を備え、出口(3;4)が活性流体がどちらも塗布領域の共通塗布域(5)内で塗布可能であるように互いに隣接した状態で設けられており、収容容器(1,2)が圧搾可能な容器として構成されており、出口(3;4)が各々少なくとも一つの、好ましくは正確に一つの排出ノズル(6;7)を備え、従って活性流体が排出ノズル(6;7)を出た後すぐに互いに混合される供給瓶に関する。この供給瓶は、排出ノズル(6;7)がノズル管路(16;17)を備え、排出ノズル(6;7)のノズル管路(16;17)が互いに傾斜しているか、あるいは好ましくはさらに互いに平行に整向されていること、 排出ノズル(6;7)のノズル管路(16;17)が各々横断面狭隘部(18)を備えていること、そして 横断面狭隘部(18)が互いに反対を向いたノズル管路(16;17)の側において、流入側から出発してノズル管路(16;17)の中央部に向けて整向された状態で傾斜し、従って流入側に傾斜部(18‘)を備えていることにより改善されている。 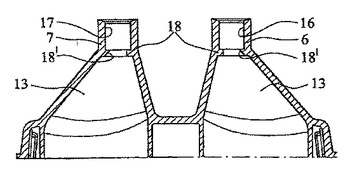 (もっと読む)
(もっと読む)
らせん状握り部を有する容器
容器の下方へ向かって延在するらせん状握り部(10、12)を有する洗濯製品収容容器(2)。 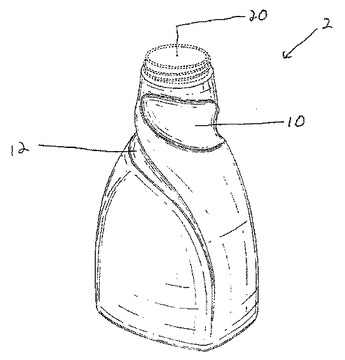 (もっと読む)
(もっと読む)
二段階射出延伸吹込成形ポリプロピレン物品の製造方法
透明で、曇りが低く、射出延伸吹込成形ポリプロピレン容器物品の二段式製造方法を開示する。第一段階では、予備成形物品を射出成形機で製造する。次の第二段階は、第一段階で使用した装置と別の場所で行うことができ、予備成形物品を再加熱し、容器に延伸吹込成形する。本発明の方法では、プロセスパラメーターの選択を行い、透明で曇りの低い容器を得ることができる適切なポリプロピレンポリマー形態を維持しながら、相当高速度で延伸吹込成形を促進して予備成形物品を製造することができる。  (もっと読む)
(もっと読む)
不正開封防止型の閉鎖体
ボトルをブロー成形することができるプリフォーム(90)を開示する。プリフォームは、本体と、本体を囲むフランジ(92)と、本体から突出するバンド(94)とを含む。フランジ(92)と、バンド(94)と、フランジ(92)上の本体の部分とがトラフ(106)を画成する。キャップ(102)が嵌められると、弱化線(108)に沿ってキャップのスカートの残りに結合するリング(112)、さらに、弱化線及びスカート(104)の残りの隣接する部分がトラフに入る。バンド(94)は、リング(112)上に熱収縮される。 (もっと読む)
1つ以上の区画とハンドルとを有する容器
1つ以上の区画(4、6)であって、前記1つ以上の区画が構造体を形成する、1つ以上の区画と;前記1つ以上の区画に流体連結された少なくとも1つの開口部(14)と;前記構造体内に形成された少なくとも1つの空隙(22)と;前記空隙に交差する前記構造体に機能的に連結された少なくとも1つのハンドル(8)とを有する容器(2)。  (もっと読む)
(もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
缶端部
内容物(5)が挿入される開放端をもつ本体(2)と、本体(2)の開放端を覆い、シールするように配置された蓋(3)とを有する加圧缶(1)である。缶は、蓋(3)が内容物表面(55)からヘッドスペース(7)が残る間隔をあけて配置されるように、所定の高さまで充填される。缶(1)は、缶(1)が最初に開けられた位置におけるヘッドスペース(7)の高さ(h)を最大にしながら、ヘッドスペース(7)の体積を最小にするようになっている。  (もっと読む)
(もっと読む)
絞出し可能な分配容器
押出し可能な流動性物質内容物の入った容器であって、容器は、エラストマー材料で作製された壁と、流動性物質用の押出しノズルと、を有し、流動性物質を押し出すために内向きに弾性的に変形可能であり、該外圧の除去時にその元の形状および体積に戻るのに十分な程度に弾性的であり、硬質表面上に着座する間、その形状を保持できる程度に十分に強固である。好ましい製品は、練り歯磨きを含有し、実質的に球状である。 (もっと読む)
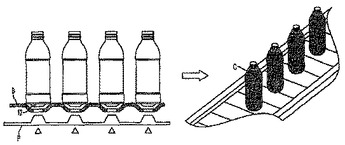
容器取扱システム
高温製品で充填される簡略化プラスチック容器を処理するシステムは、パリソンをブロー成形して、容器本体を形成するステップを含み、ここで容器本体は、首部、基部、容器本体の内部を囲んでいる構造幾何学な形状に比較的とらわれない側面、および高温製品で充填される前に、容器本体から突出している突起を有する。生産ラインにおいて、容器本体が高温製品で充填された後、充填容器本体の首部が、キャップで蓋締めされ、次に容器本体が冷却される。冷却作業中、高温製品は収縮され、その結果、容器から突出している突起が、従来の押し上げと同じように、容器本体に押し込まれ、結果として生じる、充填されかつ冷却された容器本体は、構造幾何学的な形状に比較的とらわれないようになる。
 (もっと読む)
(もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
841 - 855 / 855
[ Back to top ]