
Fターム[3E050AA04]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982) | ポリエステル系 (64)
Fターム[3E050AA04]に分類される特許
21 - 40 / 64
自動包装機の充填ノズルの温度制御機構
【課題】温度管理を厳密に実施する必要がある内容物を包装袋内に充填する場合に、内容物の通過通路である充填ノズルをただ冷やすだけではなく、通過する内容物に対して悪影響を与えないような充填ノズルの温度制御機構を提供する。
【解決手段】充填ノズルのパイプ部分20には、隙間を設けて嵌め込まれた密閉パイプ25と、この密閉パイプ25とパイプ部分20の隙間に連通したエアー流量制御装置32とエアー冷却装置33が接続され、充填ノズル6に付設された温度センサー30で計測された充填ノズル6の温度に応じて、エアー流量制御装置32は、パイプ部分20と密閉パイプ25の隙間に送り込む圧縮エアーの量を調節する。この結果、充填ノズル6の温度は、予め設定された値に維持され、包装袋内に送り込まれる内容物は、変質することなく、且つ流動性を維持できる。
(もっと読む)
ジッパー付袋の製造方法および製造装置

【課題】工数の増加および装置の複雑さを招くことなく、ジッパーサイドにおけるエアリークを防止できるジッパー付袋の製造方法を提供する。
【解決手段】シール用のフランジを取り付けたオス部材およびメス部材を互いに嵌合させた長尺ジッパーを供給して所定長さのジッパー片に切断し、包装フィルムにジッパー片を仮シールし、ジッパー片を内側にしてジッパー付包装フィルムを筒状に成形し、袋の背シールおよびエンドシールを行い、内容物を充填し、前記ジッパー片のフランジと包装フィルムとを本シールしてジッパー付袋を製造するにあたり、長尺ジッパーを所定長さに切断する際に溶断シールを行って切断されたジッパー片の両端に樹脂残渣を残し、ジッパー片のフランジと包装フィルムとを本シールする際にジッパー片の両端の樹脂残渣を溶融させてジッパー片の両端より外側の包装フィルムの折り返し部分の間隙に樹脂を充填する。
(もっと読む)
ロータリー式自動包装機のガイド部材
【課題】 清掃作業の能率を高めることができ、以って衛生面や製品品質の向上を促進することができると共に生産能率の向上も図ることができるロータリー式自動包装装置を提供する。
【解決手段】 袋部132に内容物140を充填された包装フィルム131の下部を収容支持して案内する断面U字形状の溝を有するガイドレール151と、該ガイドレール151をその一片で支持するL字形状のアングル部材152と、プレート部材154から立設されアングル部材152の他片を高さ調整可能に支持する支持部材153と、プレート部材154と、を含み、これらを一体的に取り扱い可能に第1ガイドレール部150を構成する。これにより、第1ガイドレール部150を簡単かつ迅速に着脱できるため、清掃作業の能率を高めることができ、以って衛生面や製品品質の向上を促進することができると共に生産能率の向上も図ることができる。
(もっと読む)
原料包装を製造するための方法
【課題】提供時に好都合な混合をもたらすことができ、複数の原料を包装および提供するように機能する、原料を分離する包装の提供。
【解決手段】直列の、垂直に位置合せされた、形成、充填、および封止(VFFS)アセンブリは、原料包装を製造する方法を可能にする。内側原料担持包装は、第1の上方VFFSアセンブリによって製造され、この内側包装は次いで第2の下方VFFSアセンブリへと下向きに移動させられる。内側包装および第2の原料は、下方VFFSアセンブリによって形成された、端部が開いた外側包装材料内へと配置(充填)される。内側包装および第2の原料を、形成された外側包装内に配置した後、外側包装および内側包装が、その上方端部にて互いに封止され、最終的に原料包装を形成する。最終的に形成された包装は、その上方に隣接する部分的に形成された包装から、取り外すことができる。最終的に形成された包装は、第1および第2の原料を、後の消費者による消費のために区画化する。
(もっと読む)
キャリアテ−プおよびその製造方法
【課題】集合包装のままでベーキング処理を行うことができ、かつベーキングの際に収納された電子部品から放出される水蒸気などを速やかに収納部外に排出することができるキャリアテープを提供する。
【解決手段】本発明のキャリアテープは、長さ方向に連設された多数の電子部品収納部を備えた耐熱性の熱可塑性樹脂から成るキャリアテ−プであり、前記電子部品収納部に、該収納部内に収納される電子部品から放出される水蒸気を外部に排出する水蒸気排出路となる間隙あるいはスリットが設けられている。
(もっと読む)
箱状の再封袋の製造方法および装置
【課題】据付面積の狭くてすむ縦型包装充填機を用いて、再封可能で袋外観の良好な箱形の密封包装袋を、高い生産性で製造可能とする。
【解決手段】
箱形状を保持しやすくするための罫線を設けた形状保持フィルムと咬合部を形成するための成形部材とを前段でラミネートした包装フィルムをピロー充填包装機のフォーマーに供給し、筒状に熱シールした後に下部のガゼット形成と熱シール、内容品の充填を行い、成形部材上に咬合部を成形するとともに袋上部の熱シールを行って内容品を充填した包装袋とし、次いで袋上部を天面に沿って下方に折り曲げ、折り曲げた上部の両端を袋の側面に沿わせてさらに折り曲げることによって、箱状の包装袋を得る。
(もっと読む)
吸着剤包装
乾燥剤パッケージの細長い帯において、各パッケージが下記の構成を備えていることを特徴とする帯。スパンボンデッドの不織ポリエチレンからなるボデイ;上記ボデイの各端の横断シール。この横断シールは接着剤を用いない直接的なきざきざのシールであって、交差したシールラインを有し、各シールラインはパッケージの長手方向に延びる軸に対して傾いている。;上記横断シール間を延びる縦シール。;パッケージに印刷された識別表示。この識別表示は実質的に横断シール間に配置され縦シールから離れている。上記縦シールと横断シールの領域は実質的に印刷が無い。;ボデイ上の少なくとも1つの位置決めマーク。このマークは、少なくとも1つの横断シールから所定の距離だけ離れており、上記シール領域の外に配置されている。;ボデイ内の吸着剤。
乾燥剤パッケージを製品容器に入れる方法であって、次の工程を備えている方法。幅に較べて少なくとも1000倍の長さを有する、予め印刷された乾燥剤パッケージの細長い帯を供給する。この予め印刷された乾燥剤パッケージは、第1の印刷された識別表示と、この識別表示から離れた少なくとも1つのインデックスマークとを有している。印刷された識別表示とインデックスマークは食品級のインクを含む。;上記パッケージをカッターに供給する。;上記インデックスマークを検出する。;上記インデックスマークが無い場合には、上記供給工程を禁じる。;上記インデックスと位置合わせして、上記の印刷された識別表示から離れた領域において、上記帯から個々のパケットを切断する。;切断された上記パケットを製品容器に挿入する。 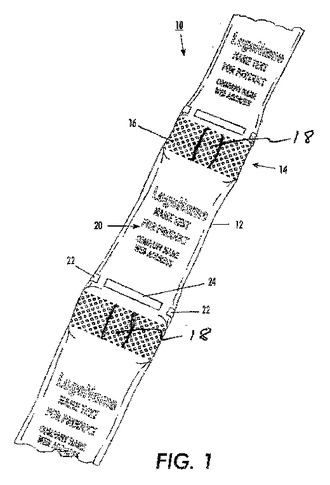 (もっと読む)
(もっと読む)
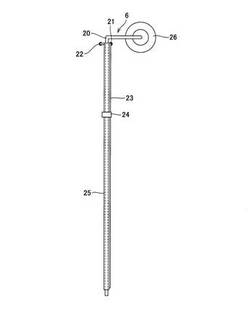
自動包装機の充填シュート取り付け構造の改良
【課題】調整済みの取り付け位置が変動することなく、簡単な操作(ワンタッチ動作)で充填シュート全体を取り外し若しくは取り付けできる手段を提供する。
【解決手段】充填シュート21の取り付け部は、充填シュート全体を包装機正面視左右方向に位置調整するための機構と、充填シュート本体下側を包装機正面視前後に位置調整するための機構と、この二つの位置調整機構を含む充填シュート全体を自動包装機に固定する板状部材40とで構成され、この板状部材40は、取り付け用ネジ42、43を螺動着脱することにより、位置調整済みの充填シュート全体を取り外して洗浄することができ、洗浄後に取り付け用ネジを螺動着締することにより、位置調整済みの充填シュート全体を再び正しい位置に固定できる。
(もっと読む)
液体容器の製造方法および液体容器
【課題】密閉性を確保し、所望の量の液体を充填することのできる液体容器を提供することを目的とする。
【解決手段】成形シート45とプラスチックフィルム65は、液体充填機に供給される。液体充填機では、サイド部シールヒーター76は受板78に押し付けられ、容器部47が形成される。連通部48は、連通部シールヒーター77によって受板78に押し付けられ、連通部48が溶着される。したがって、容器部47を良好に密閉することができる。
(もっと読む)
シーリング装置およびこれを用いた包装機
【課題】低コストで高速運転が可能なシーリング装置およびこれを用いた包装機を提供する。
【解決手段】包装紙Fのシール機構として、高トルク領域Bを有する回動カム57を備えた方式のもの採用したので、サーボモータ、ハーモニック減速機およびコントローラなどを組み込んだ包装機10を使用しなくても、例えば安価な三相交流モータを利用し、高圧かつ同じタイミングで包装紙Fのシール部を熱シールすることが可能となる。その結果、低コストな包装機10でありながら、包装機10を高速運転した場合でも、未シール部分を有した包装体12の発生頻度を低下させることができる。
(もっと読む)
製袋充填包装方法
【課題】四方シール包装体の製造方法のごとく、スタンドパウチ形式の袋を上から下方へ向かって連続製袋しかつ流動体を充填包装する製袋充填包装方法を提供すること。
【解決手段】一方の連続包材の前面部割当部分の内面と他方の連続包材の後面部割当部分の内面とを合わせるとともに底面部割当部分を二つ折りして三枚重ねとし両側部を溶着して襞部を形成し前面部割当部分と後面部割当部分との間に挟む。この状態で上から下へ移送するとともに、一対の連続包材の両側縁にサイドシールを施して二方シール筒とし、襞部に対応してボトムシールを施しかつ襞部の両端の打ち抜き部を通して前面部又は後面部を溶着してスタンドパウチタイプの包装袋とし、充填用パイプを通して包装対象の流動体を充填し、トップシールを施すとともに直ぐ上の襞部にボトムヒートシーラを閉じてボトムシールを施し切り離しカットする。
(もっと読む)
無菌容器用閉口シート、前記シートを有する無菌容器および前記容器を取得するための方法
本発明は、無菌容器用の閉口シートと、前記シートを備える無菌容器と、前記容器を取得するための装置および方法に関する。閉口シートは、酸化エチレンを通過させるように構成された第一のシート(7)と不浸透性材料の第二のシート(8)を含む。第一のシート(7)は酸化エチレン浸透性材料のフィルムの第一のリール(7´)から得られ、第二のシート(8)は不浸透性材料のフィルムの第二のリール(8´)から得られる。第一のシート(7)は、シーリングライン(18)にわたって第二のシート(8)に長さ方向に密着され、1枚の閉口シート(10)を形成する。 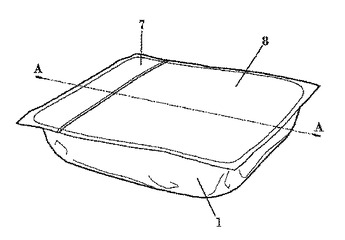 (もっと読む)
(もっと読む)
ロールタイプ自動包装機のフィルム折り返し異常検出装置
【課題】フィルム折り返し異常検出装置にフィルム両端部を入れ込むセッティング作業が容易に実施できると共に挟み込まれている包装フィルムに対するフィルム折り返し異常検出装置の押接力の調整が容易に実施できるロールタイプ自動包装機を提供する。
【解決手段】フィルム折り返し異常検出装置20の球体可動接点26乃至球体可動接点29は球体形状を有し、且つ右側球体支持ブラケット24と左側球体支持ブラケット25上を転がり自在状態で搭載されているため、板状固定接点23と右側球体可動接点28の間若しくは板状固定接点23と左側球体可動接点29の間に二つ折りした包装フィルムFYを容易に挟み込むことができる。また、これら球体可動接点は、任意の数や重みのステンレス球を選択することにより、板状固定接点に対する押接力の調整を容易に行うことができる。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
エンボスキャリアテープの製造方法及びその製造装置
【課題】成形工程において、樹脂シートが熱収縮することなく、またエアボックスの押し痕を残すことなく成形可能であり、更にエアリークを発生させることがないと共に、成形後の見栄えを均一化できるエンボスキャリアテープの製造方法及びその製造装置を提供する。
【解決手段】加熱軟化された樹脂シートに複数のポケットを成形するための凹部を備えた成形金型と、前記凹部と対向する開口部から圧縮空気を吹き出すエアボックスとの間に前記樹脂シートを間欠的に送り込み、前記開口部を閉塞するように前記成形金型と前記エアボックスとの間に前記樹脂シートを挟持して、前記圧縮空気により前記樹脂シートを前記凹部に押し付けるエンボスキャリアテープの製造方法において、前記エアボックスにおける前記樹脂シートとの接触面が樹脂製であり、前記開口部から前記成形金型の前記凹部に前記圧縮空気を吹き出す際に、各凹部に対応して個別に前記圧縮空気を吹き出す。
(もっと読む)
包装体の製造方法および包装装置
【課題】 包装装置が高速化あるいは広幅化した場合や、蓋材および底材を薄肉化した場合でも、包装体の蓋材と底材をシールした部分に歪みや折れ目等が入りにくい製造方法および製造装置を提供すること。
【解決手段】 底材を準備する準備工程と、前記底材の両端を掴み移送する移送工程と、前記底材を形成する成形工程と、前記底材を成形した部分に被包装物を挿入する挿入工程と、蓋材と前記底材とをシールして包装体フィルムを作製するシール工程と、前記包装体フィルムをカットし包装体を得るカット工程と、を含む包装体の製造方法であって、前記カット工程の前にたわみ防止手段と冷却手段を有することを特徴とする包装体の製造方法である。
(もっと読む)
発熱体の製造方法、発熱体の折り畳み方法及び製造装置
【課題】 非本発明は、このような従来の問題点に鑑み、発熱体本体の周辺部においても十分な発熱が得られ、小型で携帯性に優れ、地球環境に優しい使い捨てカイロ、その製造方法及び製造装置を提供する。
【解決手段】 成形性含余剰水発熱組成物を基材上に積層し、通気性を有する被覆材により被覆するとともに周縁部をヒートシールして、複数の区分発熱部を、区分け部を介して設け、非通気性の収納袋に封入する発熱体の製造方法であって、前記発熱体の基材側を、前記収納袋を構成する非通気性の包装材に重ねる発熱体重ね合わせ工程と、前記発熱体を、前記被覆材側が内側となるように前記包装材とともに折り畳み工程と、前記包装材をシールすることにより前記発熱体を袋体内に封入する封止工程とを備えることを特徴とする。
(もっと読む)
発熱組成物成形体包装体の製造装置
【課題】 回転体周面に設けられた凹陥部に収納された含水発熱組成物が遠心力で基材を遠心力方向に膨らませ、含水発熱組成物が漏れ落ちることを防ぎ、含水発熱組成物を発熱原料として使用し、生産性良く、所望形状の発熱組成物成形体及びそれを使用した発熱体を製造できる製造装置を提供する。
【解決手段】 凹部を周方向に備える中空の円筒状回転体の前記凹部に、外側から成形性発熱組成物を供給するための発熱組成物供給部と、前記凹部の開口側の成形性発熱組成物を擦り切る擦り切り部と、前記凹部の開口側を沿うようにして基材を供給するための基材供給部を備え、前記擦り切り部と、前記円筒状回転体の回転中心とを結ぶ面を基準とし、前記基準面から回転方向にθ1の位置に、前記基材を供給するようにし、0°<θ1≦60°としたことを特徴とする。
(もっと読む)
日付表示付き小袋包装体及びその小袋包装体の製造方法
【課題】小袋包装体の日付表示部から印字由来のインキがはがれて小袋内容物、或いは小袋包装体を添付した商品に混入させることなく、レーザー光線を用いても小袋包装体の積層内のフィルムに影響を与えずに明確な印字表示を付した小袋包装体とその製造方法を提供する。
【解決手段】小袋包装体の基材フィルムの外層フィルムの内側に発色剤含有インキと白色インキを積層した日付印刷インキ層を挟装すると共に、該日付印刷インキ層をレーザー光照射により発色させてある日付表示付き小袋包装体及びその製造方法
(もっと読む)
包装容器製造装置及び包装容器製造方法
【課題】ストリップテープを包材の適正な位置に貼(ちょう)着することができるとともに、縦シールを良好に行うことができるようにする。
【解決手段】貼着部材と、包材の縁を検出するための第1の検出部と、ストリップテープ12の縁を検出するための第2の検出部と、包材に対するストリップテープ12の位置の判定を行う位置判定処理手段と、ストリップテープ12の包材に対する位置を矯正する位置矯正処理手段とを有する。第1、第2の検出部の出力に基づいて、ストリップテープ12の包材に対する位置の判定を行い、位置の判定結果に基づいて、ストリップテープ12の包材に対する位置を矯正するようになっているので、包材に対してストリップテープ12が包材の適正な位置に置かれる。
(もっと読む)
21 - 40 / 64
[ Back to top ]