
Fターム[3E050CA09]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 付着力増大手段を有するもの (56)
Fターム[3E050CA09]に分類される特許
21 - 40 / 56
包装機の作動状態表示装置
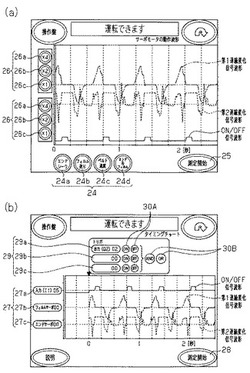
【課題】包装機の各作動機構の動作状況を画面表示することが可能な装置を提供する。
【解決手段】縦形製袋充填機等の包装機におけるフィルム送り機構やエンドシール機構などの各作動機構が相互に関連して動作するサーボモータ等の作動信号から複数の作動信号の組み合わせを指定する項目選択操作ボタン24,27と、その項目選択操作ボタン24,27で特定された作動信号の測定開始の指示をする測定開始操作ボタン25,28と、その項目選択操作ボタン24,27及び測定開始操作ボタン25,28に対する操作に基づき、前記各作動機構が動作した所定時間分の作動信号をタッチパネルディスプレイの画面に波形として表示する信号波形表示モードを備えた制御手段とを設けている。
(もっと読む)
縦形製袋充填包装機

【課題】充填物が粉粒体であっても、その充填動作を正確且つ確実に行うことができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、その上部の円筒成形ガイド筒(2U)にて筒状包材を成形し、その下部の角筒成形ガイド筒(2L)にて筒状包材を角筒状包材に成形する製袋チューブ(2)と、角筒成形ガイド筒(2L)に衝撃を付与するノッカー装置(48)と、角筒成形ガイド筒(2L)の下端縁に形成された一対の切欠(68)とを備える。
(もっと読む)
三角フラップ付き角底袋用縦形製袋充填包装機
【課題】充填物が粉粒体であっても、粉粒体の噛み込みによる不具合を被ることがなく、角底袋の製造を可能とした角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、製袋チューブ2の下端から延び、筒状包材WCを角筒状包材WBに成形する角筒成形ガイド筒18と、この角筒成形ガイド筒18の下方に設けられ、角筒状包材WBに横シールを形成する横シーラ24と、横シールの形成時、横シーラ24の上側で角筒成形ガイド筒18の両側にそれぞれ形成される傾斜フラップEFを三角フラップと、角筒状包材WBの側面に連なる平坦面FSとに変形させる一対の三角フラップ形成部材34と、横シールの形成に先立ち、角筒状包材WBの1次繰出しを実施する包材フィーダ12とを備え、傾斜フラップEFの変形を可能とすべく、包材フィーダ12は角筒状包材WBの2次繰出しを実施し、一方、角筒成形ガイド筒18と横シーラ24との間には所定の間隔が確保されている。
(もっと読む)
製袋包装機
【課題】シール部にしわやダーツがなく、見栄えのよい角底を形成することが可能な製袋包装機を提供する。
【解決手段】製袋包装機3は、プルダウンベルト機構14と、横シール機構18と、ガイド機構16と、底面生成機構17とを備えている。プルダウンベルト機構14は、フィルムFを搬送する。横シール機構18は、フィルムFの搬送方向と交差する左右方向にシールする。ガイド機構16は、横シール機構18によってフィルムFをシールした後、フィルムFの内側から搬送方向および左右方向に交差する前後方向にフィルムFを押し広げる。底面生成機構17は、横シール機構18とガイド機構16との間に配置されており、フィルムFの底面部を形成する。
(もっと読む)
製袋包装機
【課題】連続的に包材を搬送する製袋包装機において、ガセット形成機構を搭載した場合でも、効率よく製袋処理を行いながら横シール部分等のシール性能が低下してしまうことを回避することが可能な製袋包装機を提供する。
【解決手段】製袋包装機3は、筒状フィルムFmを連続的に搬送するプルダウンベルト機構14を備えており、シールジョー17a,17bを用いて横シールを行う横シール機構17と、製袋される袋Bの側面部分にガセットGを形成するガセット形成機構18とを備えている。ガセット形成機構18は、筒状フィルムFmとの接触領域において筒状フィルムFmの搬送方向に沿って移動する折り込み部材18a,18bを有し、これらを筒状フィルムFmの一部に対して押し当てるように駆動する。
(もっと読む)
製袋包装機の縦シール機構
【課題】連続的に縦シールを行う製袋包装機において、シールの高品質を図ると共に、高速に縦シールを行うことが可能な縦シール機構を提供する。
【解決手段】縦シール機構2は、縦シール装置21と、搬送装置22とを備えている。ここで、縦シール部材21は、搬送装置22から離れたシール位置に配置され、筒状フィルムの重なり部分F2に対し加熱加圧を行うとともに筋目シールを形成する。
(もっと読む)
包装機
【課題】耐振動性にすぐれ、高い組立精度を有し、かつ製造コストを大幅に低減した包装機を提供する。
【解決手段】包装機1は、基礎底辺部21と、複数の機能部と、複数のフレーム41、42、43、44、45とを備えている。複数の機能部は、包装動作に関連する機能を有する。複数のフレーム41、42、43、44、45は、基礎底辺部21の上に設置されている。複数のフレーム41、42、43、44、45は、機能部を支持する。基礎底辺部21およびフレーム41、42、43、44、45は、鋳物で製造されている。基礎底辺部21およびフレーム41、42、43、44、45は、互いに組み合わされる。
(もっと読む)
包装機
【課題】少ない労力でフォーマーの交換が可能な包装機を提供する。
【解決手段】包装機1は、包装機本体2と、フィルム搬送部23と、フォーマー24bと、フォーマー挿入ガイド7とを備えている。フィルム搬送部23は、包装機本体2に設けられる。フィルム搬送部23は、包装材料であるフィルムを包装機本体2の後側から前側へ搬送する。フォーマー24bは、フィルムを筒状にして下方に向ける。フォーマー挿入ガイド7は、フォーマー24bを包装機本体2の側方から回転しながら包装機本体2の前側の所定位置に案内する。
(もっと読む)
製袋包装機
【課題】袋の破損が抑えられる製袋包装機を提供する。
【解決手段】包材を搬送しながら筒状の包材を成形し、筒状の包材に被包装物を充填する製袋包装機であって、筒状の包材の両側から筒状の包材に対して当接し、筒状の包材をシールする一対の横シール部材と、一対の横シール部材よりも搬送方向上流に位置し、前記一対の横シール部材よりも早く筒状の包材に当接することで、筒状の包材の被シール部分への被包装物の侵入を規制する一対のシャッター部材と、一対の横シール部材および一対のシャッター部材を支持し、一対の横シール部材および一対のシャッター部材を筒状の包材に当接させ、さらに、筒状の包材から離反させる支持機構と、支持機構の動作を制御し、一対のシャッター部材の間に生じる隙間が最小の状態である第1時点に移行する直前の第1時間領域と、第1時点に移行した直後の第2時間領域と、における支持機構の動作を、異なる程度で減速させる制御部とを備える。
(もっと読む)
横形製袋充填機
【課題】美観や高級感を損ねることなく、デザイン面で制約されない角筒状の包装品を得ることができる横形製袋充填機を提供する。
【解決手段】原反ロール16から引き出された帯状フィルムFは、製袋手段23で四角筒状に成形する際の3つの角部と対応する位置に、折り癖形成手段18で折り癖が夫々形成される。製袋手段23では、帯状フィルムFの長手方向の両端縁部を上方の一方の角部に対応する位置で合掌状に重合するように3本の折り癖を基準に帯状フィルムFが角筒状に成形されて、フィルム重合端縁部fは斜め上方に延出する。フィルム重合端縁部fを溶断ローラ33,33で溶断シールすると共に、筒状フィルムFaに収容された物品Wを挟む前後に横シール手段40で横シールを施すことで、1つの角部に対応する位置に溶断シール部が形成されて所定幅の縦シール部を有しない袋詰包装品が得られる。
(もっと読む)
縦形製袋充填包装機
【課題】上部が扁平で且つ下部がガセット角底の袋を製造するに際し、ガセット折りを綺麗に形成することができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、筒状包材TFの両側部がガセット折り板24L,24Rによりガセット折りされる前に、対応する側の側部の凸縁Xに接触し、この凸縁Xを平坦面とする平坦化部材50L,50Rを備える。
(もっと読む)
縦形製袋充填包装機
【課題】横シール部に内容物を残留させることなく高精度な横シールを行う。
【解決手段】縦形製袋充填包装機の横シーラのヒータブロック9a,9bを支持するヒータブラケット25,29には一対の遮断板15とストッパ44を対向させてプレート43にそれぞれ連結する。遮断板15とストッパ44はヒータブロック9a,9bより突出し、ストッパ44同士が当接した状態で遮断板15の先端面は筒状フィルムf1を挟んで階段状の間隙を形成する。ヒータブロックは、ストッパ44と遮断板15に所定時間遅れて筒状フィルムf1を挟持して横シールする。一対の遮断板15は上面を同一平面に形成し、ストッパ44同士が当接するまで、各遮断板15と対応するヒータブロックとの間隔はコイルスプリングの弾性力により一定に維持される。
(もっと読む)
遊技機の製造方法
【課題】 筒状シートへの遊技機の収容の信頼性を高める。
【解決手段】 シート体TSの送り出しに関与するローラのうち、シート体搬送経路の最下流に位置する末端ローラ対54は、ローラ表面に導電性シートからなる導電表層54aを有する。この導電表層54aは、図示しない接触端子と導電コードにて装置架台32に対して電気的に導通され、装置架台32を経てアース接続されている。従って、この末端ローラ対54より上流においてシート体TSに静電気が帯電していても、この静電気は、末端ローラ対54の導電表層54aへのシート体TSの接触により、導電表層54aから装置架台32を経てアース放電される。シート拡張機構SFは、末端ローラ対54に保持されたシート体TSをシート体端部TSEの側から膨らますと共に、空気吹出体85から正電荷に帯電したエアを吹き込む。
(もっと読む)
製袋包装機
【課題】製袋包装機の消費電流を低減することが可能な技術を提供する。
【解決手段】袋を形成し、当該袋を用いて物品を包装する製袋包装機には、包材たるフィルムをシールするシールジョーと、当該シールジョーを加熱するヒータ部201Fと、当該ヒータ部201Fを駆動するヒータ駆動部260とが設けられている。さらに、製袋包装機には、モータで発生した回生電流をヒータ部201Fに供給する回生電流供給部(モータ駆動部270)が設けられている。
(もっと読む)
ガセット角底袋の縦形製袋充填包装機及びその製造方法
【課題】角底を形成する底部三角ガセット内への内容物の侵入を確実に防止し、綺麗な角底のガセット角底袋を製造できる縦形製袋充填包装機及びその製造方法を提供することにある。
【解決手段】ガセット角底袋の製造方法を実施する縦形製袋充填包装機は、横シーラ(14)の上方に設けられ、横シールの形成前に筒状包材(F2)の両側に垂直ガセットをそれぞれ形成する上下のガセット折り板(30a,30b)と、横シーラ(14)に取付けられ、横シール(Sy)の上側にて、ガセット角底袋の角底を形成するための底部三角ガセット(BG)の内側境界を筒状包材(F2)の内面同士をヒートシールにより密着させた斜めシール(Sk)として形成する三角シーラ(42)と、横シーラ(14)の開作動時、筒状包材(F2)を拡開させ、横シール(Sy)の上側部分を角底に形成する一対の拡開ガイド(40)とを備える。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】加工食品を連続包装する際に、加工食品の温度に関係なく空気排気によって適度の無酸素状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置を提供する。
【解決手段】加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、加工食品のフイルム容器内の空気を排気する手段と、上側フイルムとを接着してフイルム袋の容器を密封する接着手段とを備え、密封されたフイルム容器内の加工食品を適度な無酸素状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】
加工食品を連続包装する際に、加工食品の温度に関係なく種々の形状の包装状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置の提供を目的とする。
【解決手段】
加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、上側フイルムとを接着して前記フイルム袋の容器を密封する接着手段とを備え、密封された前記フイルム容器内の加工食品を種々の包装形状である包装状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
製袋包装機
【課題】包材を挟む着脱可能な部材が、包材の搬送中にずれることを防止することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31と、第1の支持部材131とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で、成形機構13に着脱可能に取り付けられ、縦シール機構16とともに重なり部分を挟む。第1の支持部材131は、受け部材31をフィルムの搬送方向の下流側で支持して、受け部材31が搬送方向へとずれることを阻止する。
(もっと読む)
縦形製袋充填機
【課題】モータを小型化して使用電力を小さくできる。
【解決手段】筒状の包材を挟んで加熱シールする一対のヒータブロックを開閉作動させる駆動源としてマスターモータM1とスレイブモータM2を設けた。マスターモータはトルク検出手段30と位置検出手段31を備え、スレイブモータM2はトルク検出手段33を備えた。マスターモータとスレイブモータの駆動を制御する制御手段32はマスターモータのトルク信号と位置信号を入力し、マスターモータに位置制御信号を出力して回転位置の制御を行う。制御手段はマスターモータのトルクの増減に応じてトルクを増減させてスレイブモータのトルクを制御する。マスターモータとスレイブモータの出力でヒータブロックを保持する第一横シーラブラケットと第二横シーラブラケット18を作動する。これによって一対のヒータブロックを開閉作動する。
(もっと読む)
熱封止装置およびこれを備えた包装装置
【課題】包装物の特性に関わらず袋内の気密性を確保するための良好なシール状態を形成することが可能な熱封止装置およびこれを備えた包装装置を提供する。
【解決手段】製袋包装機1は、前側シールジョー51Aと、後側シールジョー51Bと、凸部61と、を備えている。前側シールジョー51Aは、加熱面に形成された歯溝60Aを有している。後側シールジョー51Bは、前側シールジョー51AとともにフィルムFを挟み込む際に、前側シールジョー51A側の歯溝60Aと係合する歯溝60Bを有している。凸部61は、前側シールジョー51Aあるいは後側シールジョー51Bの少なくとも一方の歯溝60A,60Bを形成する面に配置されており、前側シールジョー51Aと後側シールジョー51Bとが互いに対向する方向に交差する方向に突出している。
(もっと読む)
21 - 40 / 56
[ Back to top ]