
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
201 - 209 / 209
フィルム・ストリップからフィルム・チューブを作成する装置
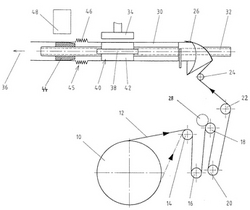
【課題】フィルムが厳しい折り畳みによる損傷を受けないフィルム・チューブ作成装置を提供する。
【解決手段】充填機構に接続されることができる充填チューブ32と、フィルム・ストリップ12をフィルム・チューブ30に変形させるために、充填チューブ32を包囲している変形機構と、変形操作のすぐ後にフィルム・ストリップ12の長手状エッジをシールするために、充填物放出方向における変形機構の下流側に配されているシール機構34と、フィルム・チューブ30のための前進駆動手段40と、シール機構34を備えているフィルム・チューブ作成装置において、シール機構34によってフィルム・チューブ供給物46へと送られるフィルム・チューブ30の長さを検出する第1のセンサ28と、フィルム・チューブ供給物46から充填物放出方向36に引き出されるフィルム・チューブ30の長さを検出する第2のセンサ48からなる測定機構を設けた。
(もっと読む)
包材繰出し制御装置

【課題】 1サイクルの包材繰出し時間を一定にして、包材繰出し制御の容易化を図る。
【解決手段】 補正量演算手段24が、包材に付された基準マークを基準マーク検出センサー22が検出してから所定のタイミングまでの間に繰り出すべき包材の繰出し量理論値(La)と、所定の演算タイミングで測長器22により測長された繰出し量実測値(Lb)と、に基づき繰出し補正量(D1)を演算するとともに、当該繰出し補正量(D1)をあらかじめ設定してある演算タイミング回数分割して単位繰出し補正量(d1)を演算する。そして、繰出し量演算26が、手段繰出し量理論値(La)と単位繰出し補正量(d1)とに基づき、各演算タイミング毎に包材繰出し量の適正値(L)を演算し、当該適正値(L)をもって繰出し手段の繰出し制御を実行する。
(もっと読む)
包装装置
【課題】倒れやすい厚み及び形状の被包装物を、略垂直に積み重ねたまま一括包装することができる包装装置を提供する。
【解決手段】被包装物Bが第1載置面95に載置されたとき、上端側がシールされた合成樹脂製のチューブ状フィルムfの下端側開口部を引き下げ装置50で把持して、被包装物B上方から第1載置面95下方に向けて引き降ろしながら、被包装物Bの外面全体が覆われるように被せる。第2載置面81,81を前進移動させるとともに第1載置面95に対して相対的に上昇させて、チューブ状フィルムfを被包装物Bの下面に沿って絞り込むとともに被包装物Bを第1載置面95から第2載置面81,81に移載して、チューブ状フィルムfの下端側開口部を底シール装置80によりシールする。
(もっと読む)
液体スティック自動包装機における充填ノズル
【課題】液だれ防止を図りつつ価格を安くして、しかも維持メンテナンスにおいても容易に対応できる充填ノズルを提供する。
【解決手段】一度に複数本の液体スティック包装袋を連続的にシール成形できる自動包装機の充填ノズルにおいて、粘度を有する液体被包装材料(内容物)の供給口22と自動包装機本体からの充填タイミングに合わせて供給開始若しくは供給停止の制御を行う電磁弁21と液体被包装材料(内容物)を通す充填ノズルパイプ23と充填ノズル先端部分に吐出口機構24とが備えられており、この吐出口機構24にはノズルパイプ内径より小さな穴28が設けられている。
(もっと読む)
薬剤分包装置
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するためのブリスタ包装機(M1)は、一連に配置された、生産物(104)を含むブリスタでブリスタバンド(102)を定義するため、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);生産物(104)を供給し、ブリスタバンド(102)を後者で満たすステーション(105);ブリスタバンド(1つのバンド(NB1)上に第2のバンド(107)を連続的に供給する第2のバンド(107)の供給ステーション(106);第1のブリスタ15バンド(102)がブリスタパックを得るために第2のバンド(107)によって封止される閉鎖ステーション(108);ブリスタパック・バンド(NB1)を処理するためのステーション(200);および、ブリスタパック・バンドが生産物(104)で満たされるそれぞれのブリスタパック(B1、02)に切断される切断ステーション(R1)を含む生産ラインを有する。
生産ラインは、生産物供給ステーション(105)から少なくとも開始し、本質的に水平な連続的な供給経路(A1)に沿って、延長する。
経路(A1)に沿った処理ステーション(200)は、ブリスタパック・バンド(NB1)の方へ近づいたり、離れたりするように連続的に移動し、経路(A1)に沿ってブリスタパック・バンド(NB1)に続く印刷/隆起除去手段(135、136)を含むブリスタパック・バンド(NB1)の少なくとも1つの印刷/隆起除去ステーション(109、110)によって定義される。
(もっと読む)
ジッパーシール迅速変更モジュールを備えた縦型起立パウチ
既存の縦型形成充填包装機への迅速変更モジュールの改良によって構成される、ジッパーシール機構が組み入れられた縦型起立パウチ又は可撓性包装容器及びそれらの製造方法。本発明は包装フィルム管の第1側面にジッパーシール機構を導入し、且つ管に横方向シールを形成する前に管に沿って縦方向ひだを形成することにより、単一シートの包装フィルムから縦型起立パウチを製造する工程を含む。ジッパーシール機構は管を形成する長手シームに沿って包装フィルムシートを封着する前に、包装フィルムに取り付けられ、形成管基底に簡易に装着される迅速変更モジュールを部分的に含む。同様に、ひだは従来の縦型形成充填封着機に固定又は静止改良物を使用して形成され、縦型形成充填封着機は形成管の基底に簡単に装着される迅速変更モジュールを部分的に含む。 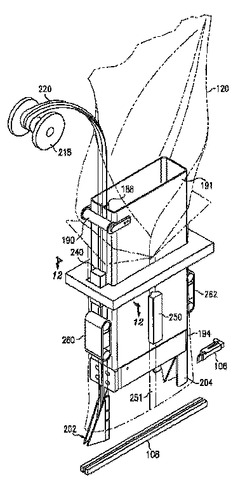 (もっと読む)
(もっと読む)
包装充填装置及び横シール装置
シールの状態をオペレータにより定期的にチェックする必要がなく、自動的に制御して最適のシール品質を得ることができる包装充填装置を提供する。包装充填装置の横シール装置48が、高周波発信器1と、操作器2と、高周波発信器からの出力を受けて該包材に磁界を発生するインダクターとを含み、横シール23の品質に影響を及ぼす複数の影響要因と横シールの品質との統計的関係に基づいて、操作器に対して制御信号を送信するシール品質制御手段4を備える。 (もっと読む)
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 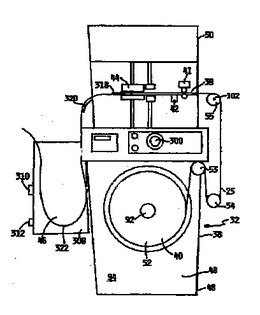 (もっと読む)
(もっと読む)
201 - 209 / 209
[ Back to top ]