
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
61 - 80 / 209
縦型製袋包装システム及びそのタイミング制御方法
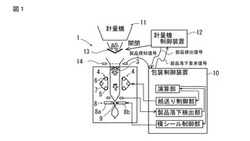
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
縦形製袋充填包装機

【課題】上部が扁平で且つ下部がガセット角底の袋を製造するに際し、ガセット折りを綺麗に形成することができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、筒状包材TFの両側部がガセット折り板24L,24Rによりガセット折りされる前に、対応する側の側部の凸縁Xに接触し、この凸縁Xを平坦面とする平坦化部材50L,50Rを備える。
(もっと読む)
包装袋及び縦形製袋充填包装機
【課題】 合掌シール部を横断して意図した方向へ円滑に開封することのできる包装袋を提供する。
【解決手段】 フィルムを合掌貼りして合掌シール部2を形成するとともに、当該合掌シール部2を横断して開封する構成の袋状本体1を備える。超音波シール装置110と受け部112は、合掌シール部2の基部2bを溶融押圧して渡り部10を形成する。この渡り部10は、合掌シール部2の基部2bにおけるフィルムの両端部Fa、Fbの境界部分2aを平坦にしたものである。袋状本体1の側縁部には開封用の切れ目5が形成されており、この切れ目5から直線状に切り進めて形成される開封ラインが、合掌シール部2を横断する。渡り部10は、開封ラインが横断する部位に形成されている。
(もっと読む)
縦型多列自動包装機における連続包装体の穿孔機構
【課題】連続包装体の横シール部分に楕円形状のパンチ孔を開ける際に、確実に打ち抜くことができるようにして打ち抜かれなかったパンチ抜きカスが連続包装体に残留する事態を防止できる縦型多列自動包装機の穿孔機構を提供する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機の穿孔機構は、奥側の横シール金具中央付近にパンチ抜き型13が備えられ、このパンチ抜き型の裏側にパンチ抜きカス回収機構が付設されており、手前側の横シール金具中央付近にパンチ上刃14が組み入れられ、このパンチ上刃を出す若しくは引くように駆動するエアーシリンダ16,17がパンチ上刃に連結されており、このパンチ上刃内には、突き刺し針15が貫通して配設され、この突き刺し針をパンチ上刃の先端部分より出す若しくは引くように駆動するエアーシリンダが突き刺し針に連結されている。
(もっと読む)
縦形製袋充填機における添付品の貼着方法および装置
【課題】包装体のフィルムの内側に添付品をずらすことなく貼り付ける。
【解決手段】縦形製袋充填機10による包装体の形成に合わせて、一側面が粘着処理された添付品を、その粘着処理面を外側に向けてフィルムガイド筒14の外周部14aに下方に向けて延在する通路34内に導いて落下させる。通路34に供給された添付品を、通路34内を着させることなく、所定位置まで案内して該所定位置に位置決めする。位置決めされた添付品に対し、フィルムを外側から押し付けてフィルムガイド筒14の外周部14aに臨むフィルムfの内側に粘着処理面を貼着する。
(もっと読む)
製袋充填包装機
【課題】ボックスモーションに類似する動作をしながらも、簡素で小型化可能な縦型製袋充填包装機を提供する。
【解決手段】駆動モータ3の連続回転は、クランク軸6と連結されたレバー25が長孔30内でレバー支点31と嵌まり合っている運動変換機構によって、包装材の移動方向(縦方向であるY方向)に沿った動作と、包装材の側端縁部分fe,feへの接離方向(横方向であるX方向)の動作とが合成された縦方向に長軸がある長楕円状動作に変換される。長楕円動作の一部が圧着ストローク・圧着シロとなり、包装材の側端縁部分fe,feに対する圧着距離と圧着期間とを長く取ることができる。この長楕円状動作は、横シール機構としてよく用いられているボックスモーションに類似する動作であり、良好なヒートシールを、簡単で且つ小型化された構造で得ることができる。
(もっと読む)
テーピング装置
【課題】キャリアテープの凹部内に電子部品を挿入する際に該電子部品に表面傷やクラック等のダメージを与えることを防止できるテーピング装置を提供する。
【解決手段】テーピング装置は、(1)底板部14aと、該底板部14aを囲む側板部14bと、底板部14aに形成されたテープ走行溝14cとを有し、テープ走行溝14cに収容されたキャリアテープ21をその上面が底板部14aの上面から突出しない状態のままテープ走行溝14cに沿って走行し得る挿入トレイ14と、(2)挿入トレイ14に2次元的或いは3次元的な振動を付与する振動機15と、を備えた電子部品挿入手段を具備する。
(もっと読む)
人間工学的な成形プラグの交換を行なうことができるウエブ包装システム
【課題】ウエブ包装システムは、成形プラグツールに対して容易なアクセス及び交換を可能にする装置を提供する。
【解決手段】成形プラグは、ウエブ搬送方向とは異なる方向に沿って移動してカバーから離された第3位置を有し、第3位置に移動されることにより、交換が可能となる放送装置。
(もっと読む)
自動包装機の充填シュートにおける集塵機構
【課題】粉舞い上がり現象が発生し易い微粉末内容物を投入する場合であっても発生した粉舞い上がり現象を抑止して粉噛み込みによるシール不良が起きにくい充填シュートを提供する。
【解決手段】自動包装機1の充填シュート21において、この充填シュート21の製袋ガイド部23と投入筒26の内部に集塵パイプ30を配置し、この集塵パイプ30はシャッター機構32を経由して集塵器33と接続する。この充填シュート21とL型シール金具によって作られる包装袋内に微粉末内容物が投入された際に粉舞い上がり現象を引き起こすが、この粉舞い上がり現象が発生した時点で自動包装機1の制御盤22はシャッター機構32を開放してこの舞い上がった微粉末状態の内容物を吸引する。
(もっと読む)
レーザー刻設包装の方法および装置
【課題】包装体は、縦型の形成、充填およびシール工程中における破れを避けるために増大した伸張強度を有し、包装体の外方縁および垂直シール部が、包装体を開封するための、容易に開始される引裂きの伝播による切り裂き領域を提供するアブレーション部を含むという高い可能性を提供する。
【解決手段】縦型の形成、充填およびシール工程によって形成される包装体は、縦型スリーブを形成するためにシールされ縁部分を備えるウエブ材料を含む。包装体は、また、シールされた包装体を形成するために縦型スリーブのいずれかの端に第一シール端部および第二シール端部を含む。包装体は、約0.25mmないし約0.75mmの長さの非アブレーション部によって隔てられた約1mmないし約3mmの長さのアブレーション部を備えた、ウエブ材料を横切って延びるレーザー刻設されたアブレーションパターンを含む。
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置
【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
スリッター装置の回転上刃取り付け構造
【課題】部品点数を少なくして部品構成の単純化を図り、同時に組み立て容易化が実現できる経済的なスリッター装置を提供する。
【解決手段】縦型多列自動包装機のスリッター装置を構成するスリッター上刃セット14は、スリッターホルダ24にゴム等の弾性部材25とスリッター上刃22を嵌め込み、スリッターホルダ24の装着軸に形成された雄ネジ部27とホルダクランプ26の内径に形成された雌ネジ部28を螺動締結させてスリッター上刃22とゴム等の弾性部材25をスリッターホルダ24に止着している。そしてホルダクランプ26には、増し締め作業を行うための穴部29が穿口されており、この穴部29に差し込まれた棒状工具30の最遠端を持って、スリッターホルダ24とホルダクランプ26の螺動増し締め作業を行う。
(もっと読む)
深絞り包装機
【課題】 切り込み線に沿って、確実に開封することができる深絞り包装体を製造することができる深絞り包装機を提供すること
【解決手段】 深絞り包装機に用いられる真空チャンバー10に供給される上側フィルム5には、下側フィルム2のポケット部と対向しない箇所に切り込み線が形成されているものを用いる。真空チャンバーは、両フィルムを上下から挟み込んで閉塞する上側ボックス11と下側ボックス12とを備える。上側ボックスに配置されるシーラー18の下面は、切り込み線に対向する位置に帯状溝18cを形成し、切り込み線の部分をシールしないように構成した。
(もっと読む)
密封袋の製造管理方法及び装置
【課題】密封袋の個々の製袋された製品におけるヒートシールの品質保証を効率的および確実に行なうことができる密封袋の製造管理方法及び装置を提供することを目的とする。
【解決手段】被包装物Aを充填しながら重畳体9bをヒートシールして密封袋を形成する密封袋の製造管理方法において、前記重畳体9bのヒートシール部10、11、26a、26bの温度を検出する検出工程41と、前記検出工程における検出信号DSに基づいて前記重畳体のヒートシール部10、11、26a、26bの状態を判定する判定工程42と、前記判定工程において判定された個々の密封袋の良否を判断する判断工程43と、を備える構成を有する。
(もっと読む)
製袋装置およびこれを用いた縦形製袋充填包装機
【課題】バルブ付フィルムがフォーマの境界部を乗り越える際にしわや傷等を生じない。
【解決手段】製袋装置13は、製袋チューブ24とフィルムを誘導するフォーマ25との間にフィルムを略筒状に成形する間隙kを形成する。フォーマ25はフィルムを間隙kに誘導する第一ガイド部26と、第一ガイド部からフィルムの搬送方向を変えて間隙kを通して製袋チューブ24に沿って略筒状に成形する第二ガイド部27と、略筒状に成形したフィルム両端部を合わせる合掌ガイド部27aとを有する。第一ガイド部26と第二ガイド部27の境界部28は製袋チューブ24に対して傾斜する略逆涙滴形状をなしている。境界部28の合掌ガイド部27a近傍位置で曲率半径の比較的大きい弧状部分にバルブ21を通過させる切欠部31を形成する。製袋チューブ24には切欠部31に対向する位置に孔部30を形成する。
(もっと読む)
包装体製造方法及び包装体
【課題】シールされた端部での密封性がより高められた包装体を製造する包装体製造方法を提供する。
【解決手段】筒状フィルムに内容物を充填する充填工程St3と、内容物が充填された筒状フィルムに対して、筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき工程St4と、不在部を、扁平な面を横断する方向に集束する集束工程St5と、横断する方向に長尺なテープ部材であり、且つ長手方向の熱収縮率が幅方向の熱収縮率よりも大きなテープ部材を、集束された不在部もしくは集束される不在部を挟むように配置し、不在部に重ねるテープ部材供給工程St6と、テープ部材が重ねられた不在部を横断する方向に、テープ部材と共にシールをし、不在部にシールされたシール部位を形成する第1のシール工程St7とを備える包装体製造方法とする。
(もっと読む)
薬剤包装装置
【課題】薬剤包装装置において、不快感や故障発生誤認を起こすことなく、ホッパ内の薬剤残留を確実に防止する。
【解決手段】長手方向に沿って二つ折りされた細長い包装シート61の開口に対してホッパ67の下部のノズル部67aから薬剤が導入される。ヒートシール部68は導入された薬剤を閉じ込めるように包装シート61をシールする。ホッパ67に振動を付加するホッパ側振動印加機構が設けられている。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】加工食品を連続包装する際に、加工食品の温度に関係なく空気排気によって適度の無酸素状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置を提供する。
【解決手段】加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、加工食品のフイルム容器内の空気を排気する手段と、上側フイルムとを接着してフイルム袋の容器を密封する接着手段とを備え、密封されたフイルム容器内の加工食品を適度な無酸素状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】
加工食品を連続包装する際に、加工食品の温度に関係なく種々の形状の包装状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置の提供を目的とする。
【解決手段】
加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、上側フイルムとを接着して前記フイルム袋の容器を密封する接着手段とを備え、密封された前記フイルム容器内の加工食品を種々の包装形状である包装状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
縦形製袋充填包装機および縦形製袋充填包装方法
【課題】高い生産効率で、並列に連なった2個袋の商品の製造が行える縦形製袋充填包装機および縦形製袋充填包装方法を提供する。
【解決手段】縦形の2つの並行な製袋筒2a,2bから、帯状の包材7の幅方向両端部を製袋筒間の内側へ曲げて2つの製袋筒をそれぞれ囲うように帯状の包材を繰り出し、折り曲げた包材の各端部7bと製袋筒間を渡る包材の中間部分7aとを縦シールして、包材を製袋筒毎の2つの筒状に成形し、2つの筒状に成形された包材に、繰り出し方向とは交差する方向から横シールし、その後、包材を所定に繰り出し、繰り出し後、製袋筒内を通じて被包装材を、並列に連なった2つの筒状の包材へ充填し、充填後、2つの筒状に成形された包材を、充填された被包装材の上方で横シールし、上方の横シールした部分で切り離して、並列に連なった2個袋を製造するようにした。
(もっと読む)
61 - 80 / 209
[ Back to top ]