
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
81 - 100 / 209
インビジブル印刷マーキング
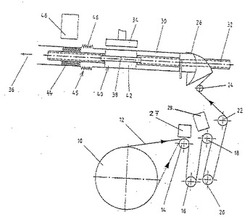
【課題】フィルムストリップから粘性液体又は顆粒状充填材料が充填可能なフィルムチューブの製造装置に関する。
【解決手段】充填材料用充填機械に連結可能な充填パイプ32と、充填パイプを囲み、フィルムストリップをフィルムチューブに成形する成形デバイス26と、フィルムストリップの長手方向エッジをシールするために放出充填方向で成形デバイスの下流に配置され、フィルムチューブの形成後に長手方向エッジが隣接するシーリングデバイス34と、フィルムチューブ用のアドバンスドライブ40と、フィルムストリップに印刷マーキングを加えるために放出充填方向で成形デバイスの上流側に配置された書き込みデバイス27と、放出充填方向で成形デバイスの下流に配置された第1読み取りデバイス28と、フィルムストリップに加えられた印刷マーキングを読み取るために放出充填方向で成形デバイスの上流側に配置された第2読み取りデバイス48とを含む。
(もっと読む)
PTPシート及びPTP包装機

【課題】コストの増大の抑制等を図るとともに、ICタグとの間で情報の送受信をより確実に行うことができるPTPシートを提供する。
【解決手段】PTPシート1は、包装用フィルム3に形成されたポケット部2に錠剤5が収容され、ポケット部2を塞ぐように金属製のカバーフィルム4が取着される。PTPシート1には、所定の情報を電気的に記憶可能なICタグ本体7と、少なくともICタグ本体7に記憶された情報の読み取りに用いられる所定の電波を送受信するためのアンテナ8とを備えるICタグ6が付与される。ICタグ6は、ポケット部2のうちカバーフィルム4から最も離間した部位を含む底部31に設けられる。その結果、ICタグ6とカバーフィルム4との間隔を十分に確保することができ、電波がカバーフィルム4に吸われてしまうことを防止できる。
(もっと読む)
縦形製袋充填機
【課題】モータを小型化して使用電力を小さくできる。
【解決手段】筒状の包材を挟んで加熱シールする一対のヒータブロックを開閉作動させる駆動源としてマスターモータM1とスレイブモータM2を設けた。マスターモータはトルク検出手段30と位置検出手段31を備え、スレイブモータM2はトルク検出手段33を備えた。マスターモータとスレイブモータの駆動を制御する制御手段32はマスターモータのトルク信号と位置信号を入力し、マスターモータに位置制御信号を出力して回転位置の制御を行う。制御手段はマスターモータのトルクの増減に応じてトルクを増減させてスレイブモータのトルクを制御する。マスターモータとスレイブモータの出力でヒータブロックを保持する第一横シーラブラケットと第二横シーラブラケット18を作動する。これによって一対のヒータブロックを開閉作動する。
(もっと読む)
自動包装機
【課題】 超音波ホーンの先端部分の摩耗を抑制して、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、生産性を向上させることができる自動包装機を提供する。
【解決手段】 超音波ホーン11は、その先端部分の軸方向中心軸を回転中心として回転可能に支持されると共に、位置制御可能な電動モータを含む超音波ホーン回転駆動機構23から回転動力を受け、例えば、前回の角錐パック成形処理の終了後に初期位置へ復帰される際に、超音波ホーン11の先端部分を予め設定された角度分だけ所定量回転させて前回位置とは異なる位置で停止保持させる。これにより、超音波ホーン11の先端部分の偏摩耗を効果的に抑制することができ、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、長時間の連続運転等が可能となり生産性を向上させることができる。
(もっと読む)
縦型製袋充填装置の横シール制御方法および装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の形状を調整でき、また製品のはねかえりによる横シールへの噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機は、横シール開始位置を任意の高さで調整可能である。また、間欠動型作の縦型製袋充填包装機において、フィルムの下降を一定時間停止した横シール後前記フィルムの下降動作中も横シールを続行する2段階横シール動作を行い、フィルムの下降動作中に次の被包装物を投下する。
(もっと読む)
封入物充填済みパッキングを製造するための方法および装置
パッキング(11)を形成するためにフィルム・ウェブの長手方向および幅方向に熱的にシールされる2つの重畳された熱融着可能なプラスチック・フィルムの細長ウェブ(3)からなる封入物充填済みパッキングであって、形成されたパッキングは、封入物が充填され、密閉される、封入物充填済みパッキングを製造するための方法および装置が開示される。フィルム・ウェブ(3)は、互いに対して押圧されて、フィルム・ウェブを間に保持する一対のローラ(6)の間を進められる。フィルム・ウェブの幅の一部にわたって熱的シーリングが行われ、それにより、熱的シーリング部のない連続した長手方向区域(9)が、フィルム・ウェブ(3)の長手方向に現れる。封入物は、封入物充填済みパッキングを形成するためにパッキングを密閉する前に、パッキング内に充填される。 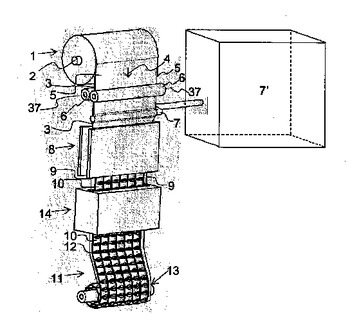 (もっと読む)
(もっと読む)
包装機保守管理装置及び包装機保守管理方法
【課題】包装機のメンテナンス時期を容易にかつ高精度で検知することができる包装機保守管理装置およびその方法を提供する。
【解決手段】被包装物が収納された包装袋を互いに対向する押圧面711a,712aにより挟んで押圧することにより袋詰製品Hのシール部ESを形成する包装機1のメンテナンス時期を管理する包装機保守管理装置10であって、前記押圧面間の面間距離を複数箇所で計測する計測手段11と、計測した複数の前記面間距離を用いて包装機1の駆動状況値を算出する駆動状況値算出手段124と、前記駆動状況値と予め設定されるしきい値とを比較して包装機1のメンテナンスの必要性を判定する判定手段125とを備える包装機保守管理装置10。
(もっと読む)
吸着剤包装
乾燥剤パッケージの細長い帯において、各パッケージが下記の構成を備えていることを特徴とする帯。スパンボンデッドの不織ポリエチレンからなるボデイ;上記ボデイの各端の横断シール。この横断シールは接着剤を用いない直接的なきざきざのシールであって、交差したシールラインを有し、各シールラインはパッケージの長手方向に延びる軸に対して傾いている。;上記横断シール間を延びる縦シール。;パッケージに印刷された識別表示。この識別表示は実質的に横断シール間に配置され縦シールから離れている。上記縦シールと横断シールの領域は実質的に印刷が無い。;ボデイ上の少なくとも1つの位置決めマーク。このマークは、少なくとも1つの横断シールから所定の距離だけ離れており、上記シール領域の外に配置されている。;ボデイ内の吸着剤。
乾燥剤パッケージを製品容器に入れる方法であって、次の工程を備えている方法。幅に較べて少なくとも1000倍の長さを有する、予め印刷された乾燥剤パッケージの細長い帯を供給する。この予め印刷された乾燥剤パッケージは、第1の印刷された識別表示と、この識別表示から離れた少なくとも1つのインデックスマークとを有している。印刷された識別表示とインデックスマークは食品級のインクを含む。;上記パッケージをカッターに供給する。;上記インデックスマークを検出する。;上記インデックスマークが無い場合には、上記供給工程を禁じる。;上記インデックスと位置合わせして、上記の印刷された識別表示から離れた領域において、上記帯から個々のパケットを切断する。;切断された上記パケットを製品容器に挿入する。 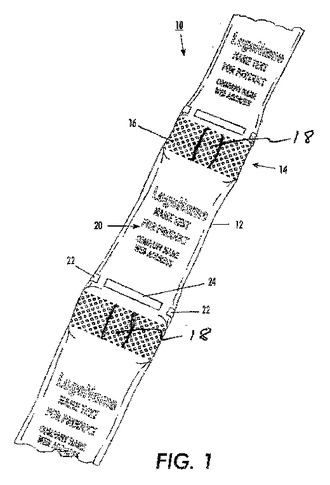 (もっと読む)
(もっと読む)
包材供給装置
【課題】間欠作動型の包材繰出し装置と組み合わせ使用され、汎用性に優れ且つ小形化が可能な包材供給装置を提供する。
【解決手段】包材供給装置は、包材リール(R)を回転させ、包材リール(R)から包材(W)を包装機の間欠作動型の包材フィーダ(16)に向けて供給させるリールモータ(28)と、包材リール(R)と包材フィーダ(16)との間に配置されたダンサローラ(30)と、ダンサローラ(30)の現在位置を検出するリニアポテンショメータ(32)と、リニアポテンショメータ(32)にて検出した現在位置に基づき、ダンサローラ(30)の上下動を目標位置と設定上限位置との間の範囲内に収めるべくフィードバック制御するコントローラ(34)とを備える。
(もっと読む)
ブリスター包装機
【課題】開封しやすいブリスターパックが得られるブリスター包装機を提供する。
【解決手段】ブリスター包装機10は、間欠的に搬送される容器フィルム3に対し、その搬送方向に並ぶようにしてポケット部2及び機能凹部8を形成するポケット部形成手段12と、ポケット部2にワーク5を充填する充填手段13と、機能凹部8にカバーフィルム4を押込む押込み突起51を具備するとともに、押込み突起51の押込み状態において、ポケット部2の周縁部に対応してフィルム3、4を取着するシール手段14と、機能凹部8にカバーフィルム4が押込まれた状態で、少なくとも機能凹部8とポケット部2との間の非取着部位において、カバーフィルム4の取着された容器フィルム3をその幅方向に沿って切離する切断手段15とを備え、少なくとも一辺部においてカバーフィルム4の端部が容器フィルム3よりも外側に突出するブリスターパック1が得られるよう構成される。
(もっと読む)
浸出パッケージの製造装置および製造方法
【課題】紅茶またはコーヒー用浸出パッケージの作成装置および方法を提供する。
【解決手段】材料のウェブをほぼW字形に折り畳む折り畳み手段108と、パッケージの縁に対応する位置で材料を封止する手段110と、第1区画を画定するW字形の一方のアームおよび第2区画を画定する他方のアームと、ウェブから個々の入れ物部品を形成するために材料を切断する手段118と、浸出パッケージを形成するために、支持部材を各入れ物部品の開放上端部分に固定する手段と、浸出パッケージを充填する充填手段146と、充填手段にて入れ物部品の2つの区画を分離して維持する手段とを有する。
(もっと読む)
自動包装機の充填シュート取り付け構造の改良
【課題】調整済みの取り付け位置が変動することなく、簡単な操作(ワンタッチ動作)で充填シュート全体を取り外し若しくは取り付けできる手段を提供する。
【解決手段】充填シュート21の取り付け部は、充填シュート全体を包装機正面視左右方向に位置調整するための機構と、充填シュート本体下側を包装機正面視前後に位置調整するための機構と、この二つの位置調整機構を含む充填シュート全体を自動包装機に固定する板状部材40とで構成され、この板状部材40は、取り付け用ネジ42、43を螺動着脱することにより、位置調整済みの充填シュート全体を取り外して洗浄することができ、洗浄後に取り付け用ネジを螺動着締することにより、位置調整済みの充填シュート全体を再び正しい位置に固定できる。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】センサと、センサ出力を入力信号として受けて次の入力信号を受けるまでの学習間隔を算出する学習間隔算出処理手段と、前記学習間隔に基づく計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、前記学習出力が発生させられた後に入力信号を受けたかどうかを判断する遅延判定処理手段と、最新の入力信号を受けた最新入力タイミングが、学習出力を受けた学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、各判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。各判断に基づいて検出出力が発生させられるので、包材の位置を確実に認識することができる。
(もっと読む)
筒状包装体の製造装置
【課題】 フィルムにより形成される筒状包装体の集束部を、金属製のクリップを用いず溶着のみで封止すると、十分な耐圧強度が得られなかった。
【解決手段】 フィルムFの筒状体に内容物を充填した後に、部分的に内容物を除去し、縦シール部S1と対面する側から挟圧して偏平部Frを形成する。この偏平部Frに両端側から集束力P,Pを与えると、偏平部Frは規則的に折り畳まれ、縦シール部S1は、集束部Frの中心に位置し、前後をフィルムで挟まれる状態になる。縦シール部S1と平行な加圧面4aと5aで集束部2を加圧して超音波溶着すると、フィルムが均等に加圧された封止部を得ることができる。
(もっと読む)
包装装置
【目的】樹脂フィルムシートで被包装物を覆い、熱溶着を行って包装する包装装置において、被包装物の搬送方向に平行な直線状に熱溶着するために、包装物の移動方向を長手方向とした板状に形成した縦シールヒータの一端が、他の部分よりも先に樹脂フィルムシートに接触して発生する穴開き、溶着ムラを防ぐ。
【構成】縦シールヒータの一端に断熱部を設け、この断熱部の樹脂フィルムシート側のエッジにヒータ部の熱が伝わるのを遮断するように構成する。
(もっと読む)
縦型多列自動包装機のインパルス縦シール機構に対応する充填パイプ
【課題】縦型多列自動包装機の充填パイプにおいて、インパルス縦シール機構によるシール強度を確保しつつ、インパルスヒートシールバーの押圧力の反作用によって発生する衝撃を緩和する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構は、フォーマー部材6とこのフォーマー部材6に嵌め込まれた充填パイプ5とで構成され、この充填パイプ5には、重ね合わされた包装フィルム両端部に縦シールを施すためにインパルスヒートシールバー70が押圧され、このインパルスヒートシールバー70に相対するパイプ部51の正面部分に対して耐熱性の弾性部材54が嵌め込まれている。
(もっと読む)
角底袋用縦形製袋充填包装機
【課題】角底の一部である三角フラップを見栄え良く形成することができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、充填チューブ(2)に沿い角底袋の長さに対応する長さだけ筒状包材(CW1)の1次繰出しを実施する包材フィーダ(12)と、充填チューブ(2)の下端から横シーラ(18)の近傍まで延び、筒状包材(CW1)を角筒状包材(CW2)に形成する弾性変形可能な4本のリーフスプリング(32)と、角筒包材(CW2)に横シールを形成する横シーラ(18)が閉位置にある状態で、角筒状包材(CW2)の両側面の一部を押し込み、三角フラップを形成する一対の三角フラップ成形部材(34)とを備え、横シールの形成時、組みをなす2本ずつのリーフスプリング(32)はその下端間の間隔が縮小するように弾性変形し、この後、三角フラップ成形部材(34)による三角フラップの形成時、包材フィーダ(12)は筒状包材(CW1)の2次繰出しを実施する。
(もっと読む)
角底袋用縦形製袋充填包装機
【課題】1個当たりの角底袋の製造に要する時間を短縮し、その運転速度の高速化を図ることができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底用縦形製袋充填包装機は、横シーラの(18)の下方に規定された折込み位置に一対の折込み部材(78)を備えており、横シーラ(18)による横シールの形成及び三角フラップ付き底部の成形と、折込み部材(78)による三角フラップ付き底部の平坦底への三角フラップの折込みとを並行して実施して角底袋を製造する。
(もっと読む)
包装装置
【目的】被包装物の移動により樹脂フィルムシートを引き出しながら包装する包装装置において、穴や糸引きの無い安定した熱溶着部が得られる包装装置を提供する。
【構成】横シールヒータを樹脂フィルムシートに接触させて熱溶着させる。その後、横シールヒータの上流側に配置された送り・戻し機構によって、熱溶着部の上流側で樹脂フィルムシートをいったん下流側に送り出して弛みを形成させる。次に送り・戻し機構によって樹脂フィルムシートを上流側に引き戻すことにより、弛みを解消するとともに熱溶着部で切断する
(もっと読む)
包装装置
【目的】排出口を底面側に設けた包装装置において、設置ミスにより設置卓上面で排出口がふさがるのを防ぎ、かつ使い勝手の良い包装装置を提供する。
【構成】排出口から排出される包装体の落下方向を遮る受け部を有する受け部材が、筐体底面から下方に延びるように設ける。受け部材が設置卓上面と干渉しないようにしなければ筐体を設置できない。必然的に排出口が設置卓上面によってふさがれることはなくなり、設置ミスを防ぐことができる。包装体は受け部上に落下するので、設置卓上面と床面との間の高さの差が大きくても傷がつくことが無く、しかも取り出しやすいから、使い勝手が良い。
(もっと読む)
81 - 100 / 209
[ Back to top ]