
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
21 - 40 / 209
PTPシート製造装置
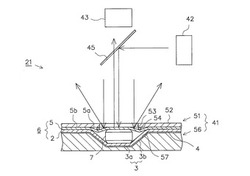
【課題】ポケット部に内容物が収容された遮光性を有する容器フィルムに対して遮光性を有するカバーフィルムを取着した後に内容物の検査を行うとともに、内容物の保護をより確実に図ることのできるPTPシートを製造可能なPTPシート製造装置を提供する。
【解決手段】容器フィルム2及びカバーフィルム5が遮光性を有する材料で構成され、ポケット部3の深さが錠剤7の厚みと同じとなるように形成されるPTPシート1を製造するPTP包装機11は、容器フィルム2に取着されたカバーフィルム5のうち、ポケット部3の開口縁の内周側、かつ、ポケット部3に充填された錠剤7の外周側に位置する部位を押圧し、当該部位をポケット部3の内側に所定量押し込むことのできる押圧部材51と、押圧部材51にて押圧された状態にあるカバーフィルム5を撮像するカメラ43とを備えている。
(もっと読む)
PTPシート製造装置

【課題】PTPシートに対しラベル部材を適切に貼付することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機11は、容器フィルム3にポケット部2を形成するポケット部形成装置16、当該ポケット部2に錠剤を投入する錠剤投入装置21、ポケット部2を塞ぐように帯状のカバーフィルム4を取着する連続送りロール20及び加熱ロール25等を備えている。さらに、カバーフィルム4取着後のPTPフィルム6が連続送りされる区間には、当該PTPフィルム6に対しラベル部材を貼付するラベル貼付装置30が設けられている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルム4を取着するシール装置等を備えている。シール装置は、フィルム受けロール18と、これに圧接するシールロール19とからなる。フィルム受けロール18は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、フィルム受けロール18が、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送しつつ、両ロール18,19間にて両フィルム3,4を加熱圧接することにより、容器フィルム3に対しカバーフィルム4が取着される。
(もっと読む)
印字装置を備えた包装機
【課題】印字ロールを包装材の送りに同調して駆動して、包装材の送り速度に変動が生じたときでも印字ロールの慣性で包装材に伸縮やばたつきが生じるのを回避して、印刷装置による印刷が鮮明で且つ文字の歪みをなくした印刷装置を備えた包装機を提供する
【解決手段】印字装置8は、帯状包装材Fwに印字を行う印字ヘッド11と、周面で包装材と接触しつつ回転し印字受けとなるプラテンローラ10とを備えている。駆動源であるサーボモータ12は、プラテンローラ10を包装材の送り速度に同期して回転させるので、包装材の送り速度に変動が生じたときでも、プラテンローラ10の慣性回転に起因して印字部における帯状包装材Fwの伸縮やばたつきが生じることが無く、帯状包装材Fwの進行が安定し、印刷装置の印字不良を無くすことができる。
(もっと読む)
多列スティック自動包装機の横シール装置及び多列スティック自動包装機
【課題】 簡単かつ安価で軽量な構成としながら、対面配置される横シール金具の長手方向に亘ってシール面圧を均一化することができる多列スティック自動包装機の横シール装置を提供する。
【解決手段】 本発明は、複数条の包装フィルムF’を袋状にフォーミングし、フォーミングされた両端重ね合わせ部に縦シールを施し、筒状になった包装フィルムを横シール装置7の横シール金具71、81(82)により横方向に挟み込んで横シールを施し、その中に充填パイプ5を用いて内容物を充填した後、内容物投入口を横シールすることで包装体を多列同時に成形する多列スティック自動包装機1の横シール装置7であって、横シール金具81、82が長手方向において複数に分割されていると共に、横シール金具81、82が支持部材80に対して挟み込み方向に沿った平面内において支点軸80A,80B廻りに回動自在に支持されている。
(もっと読む)
横送り連続製袋充填包装装置
【課題】 従来技術では、外部に余分な充填物を排出したり、真空装置等を使用して、余剰充填物や空気を排除する必要があったり、充填位置が高いため、充填用の配管が長く必要であり、また高い位置のため充填しづらく、しかも充填物にダメージを与えてしまう。
【解決手段】 上部4に開口を有し、底部1と両側部2をシールし、該両側部2のシールは上部4の開口側に未シール部6を設けた連続袋Aを1袋分ずつ間欠移動させる間欠移動装置と、連続袋Aの上流側から下流側に向かって順次内容物を充填する充填ノズル5と、上部4の開口を密封する上部ヒートシール装置7と、一対のシコギ用ニップロール10と、両側部2の未シール部を密封する両側部2のシールと連続してシールする両側部ヒートシール装置11と、内容物の充填された1袋ずつに切り離すカッター装置12とを設けた連続製袋充填装置。
(もっと読む)
縦型製袋充填包装機の搬出シュート駆動式系外排出装置
【課題】縦型製袋充填包装機において、搬出シュートをモータ駆動により角度変更することで、どのような形態の不良品でも、確実に系外排出できる排出装置を提供する。
【解決手段】縦型製袋充填包装機の横シーラ直下に位置した搬出シュート6を設け、該搬出シュートをモータ駆動により角度変更することで落下してくる袋7を良品搬出コンベヤ22または不良品搬出コンベア23に振り分けて案内する良品搬出位置と不良品系外排出位置を設ける。不良品排出位置は、不良品10が搬出シュート上を滑らずに自由落下できる位置とする。
(もっと読む)
形成・装填・シール機
【課題】スライダ作動式のひも状ジッパーを備えた再閉鎖可能なパッケージを製造するための水平型の形成・装填・シール機とそれに関連する製造方法とを提供する。
【解決手段】ウェブに製品を配置する手段と、製品を収容する内部容積とジッパーが取り付けられる口部とを備えると共に少なくとも1つの壁がウェブによって形成されている容器部を形成する手段と、ジッパーにスライダを挿入するスライダ挿入装置と、周囲の空気が内部容積内に入り込まないように容器部をシールする手段とを具備する。また、ウェブがフランジレスジッパー片に取り付けられる前にウェブの縁をフランジレスジッパー片に揃える手段をさらに具備し、或いは、ウェブの縁に近いウェブの一部がフランジレスジッパー片に取り付けられた後にウェブの縁を切り取る手段をさらに具備する。
(もっと読む)
製袋充填装置
【課題】被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供する。
【解決手段】回転体47の外周面には貯留部としての収容凹部63が4つ形成され、これらの収容凹部63は略90°間隔で配置されている。計量ユニット11から排出された茶葉T1は投入ユニット21の開口部67を通り、受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。回転体47は水平軸41を中心に反時計回りの方向へ回転する。収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
(もっと読む)
縦型製袋包装装置
【課題】筒状フィルムを連続送りしつつ、物品群のかさ密度を高めることができる縦型製袋包装装置を提供することである。
【解決手段】縦型製袋包装装置100の制御部150は、プルダウンベルト103により筒状フィルムFを連続的に搬送させる。そして、一対の把持部131,132からなるシェーカ部130により、筒状フィルムFを水平方向から挟持させるとともに、連続的に搬送される筒状フィルムFに対して相対速度差を与えるように移動させる。
(もっと読む)
製袋包装機
【課題】 折り目を持つ形態の袋を製造することができ、且つ製袋能力もある程度確保することができる製袋包装機を提供する。
【解決手段】 製袋包装機1は、シリンダー3と、プルダウンベルト33と、横ヒーター19と、押圧プレート11と、キャッチャー23とを備える。角筒状のシリンダー3は、その周囲にフィルムFが巻き付く。プルダウンベルト33は、筒状となったフィルムFを、下方に搬送させる。横ヒーター19は、シリンダー3の下方空間のシリンダー3の一面の仮想垂下線の近傍において、筒状となったフィルムFをシールして袋を生成する。押圧プレート11は、シリンダー3の下端の環状下面3aに対してフィルムFの上から押し当たり、フィルムFに折り目をつける。キャッチャー23は、シール前に筒状のフィルムFの中心が前記仮想垂下線の近傍にくるように筒状のフィルムFを移動させる。
(もっと読む)
包装充填装置
【課題】液体食品殘渣物のカッタナイフへの累積付着を防ぎ、カッタナイフに付着した液体食品が包装容器の横シール部の切断部分を汚してしまうことがない包装充填装置を提供する。
【解決手段】ウェブ状包装材料を連続的に供給し、チューブ状包装材料1内に充填パイプから液体食品を、充填パイプ出口上方の所定位置の液面レベルまで充填し、液面下でチューブ横断方向にシールジョー10a及びカウンタージョー11でチューブを横シールし、ナイフ42で切断して包装容器13を製造する包装充填装置であって、横シール帯域切断の前の段階で、チューブ状包装材料1に離れて対面して一時的に停止する位置のナイフ42の先端に向けて、コヒーレントな洗浄噴流Bを噴出するノズル21を有し、ノズル21が、チューブ状包装材料1を挟んで、被洗浄のナイフ42と反対側であって、一時的に停止するナイフ42先端を臨む位置に配設される。
(もっと読む)
個別テープおよびダイカットウェブを備える易開封再閉鎖可能パッケージ
易開封再閉鎖可能パッケージは、パウチであって、第一および第二側板の間に基部ストリップを含む個別テープを含み;ストリップの第一表面の少なくとも第一部分は、感圧接着剤で被覆され、第一位置において第一板の内面に接着剤によって接着され、ストリップの第一表面の第二部分は、第二位置において第一板の内面に固定され;第一板のダイカットであって、ダイカットはダイカットセグメントを画定し、ダイカットセグメントは、パッケージが開封されたときに、第一および第二板のうちの少なくとも1つを接着剤に接着させることによって再閉鎖されることが可能なように配置されている、ダイカットを含む、パウチと;パウチ内の製品と、を含む。 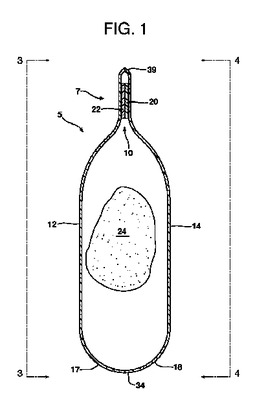 (もっと読む)
(もっと読む)
開け易い封止剤を備えたパネルセクションを有する、個別積層を備えた開け易く再密閉可能な包装体
開け易く再密閉可能な包装体は、感圧接着剤が被覆されたベースストリップとパネルセクションとを含むテープを含む個別積層を含むパウチを含む。パネルセクションの内側表面は開け易い封止剤を有し、パネルセクションはPSAによってベースストリップに固着され、個別積層は第1側面パネルに固着され、パウチに製品がある。包装体が開封されていると、包装体は、第1側面パネルまたは第2側面パネルを感圧接着剤に接着することによって再密閉されることが可能である。包装体の製造方法およびパウチも開示される。 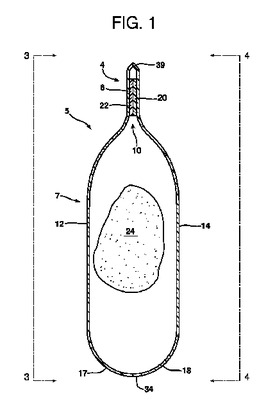 (もっと読む)
(もっと読む)
ヒートシール包装装置及びヒートシール包装方法
【課題】包装中のヒートシール包装物の所定位置に、被包装物の情報を確実に表示することができるヒートシール包装装置及びヒートシール包装方法を提供する。
【解決手段】被包装物Wを収容する容器2を搬送する容器搬送部Aと、前記搬送される容器に投入する被包装物の重量を、容器に投入する以前に計量する計量部Cと、前記容器の開口部を被覆する蓋用フィルム3の供給部Dと、前記蓋用フィルム3に前記計量部Cの計量データを表示する表示手段Gと、前記被包装物が投入された容器の開口部を、前記蓋用フィルムにてヒートシールするシール部Eと、を備え、被包装物が投入された容器2の開口部が、該投入された被包装物の前記計量データが表示された蓋用フィルムにて被覆されるよう制御される。
(もっと読む)
製袋包装機
【課題】製袋される袋の自立性を高める。
【解決手段】製袋包装機は、フィルム14の折り重ね部であるヒダが底面の周囲に形成されている包装袋34、を製造する製袋包装機であって、角筒状のフィルム14の内側に配される角シリンダー6と、エンドシールバー18と、エッジシーラー28,29と、エンドシールバー18やエッジシーラー28,29を制御するコントローラとを備える。エンドシールバー18は、角シリンダー6の下方において、角筒状のフィルム14を横シールして、包装袋34の底面の略中央に横シール部を形成する。エッジシーラー28,29は、角シリンダー6の下部の周りにあるフィルム14の一部に対して、外側から押し当たり、さらに下方に移動することで、包装袋34の底面の周囲にヒダを形成する。
(もっと読む)
おにぎりの包装機
【課題】海苔とおにぎりを別々に収容した包装体を得るおにぎりの包装機を提供する。
【解決手段】2枚の帯フィルムにシート状の海苔を挟んでその周囲が部分シールされた帯状のフィルムFが、貯留箱42につづら折り状に積層されて収容される。貯留箱42から引出される帯状のフィルムFは、搬送中に水平姿勢から垂直姿勢に転換されて供給コンベヤ12の側方を立った状態で下流側に搬送される。製袋手段16で横U字状に成形された帯状のフィルムF中に、供給コンベヤ12からおにぎり10が海苔の収容位置に合わせて落下供給される。製袋手段16の下流側において一側部で合掌状に重合して得た筒状のフィルムFの重合端縁部に縦シール手段20により連続的にシールし、またフィルムFに供給した各おにぎり10,10の前後位置を横シール手段22で横シールすると共に切断し、おにぎり10の包装体を得る。
(もっと読む)
縦形製袋充填包装機
【課題】被包装物の落下によるピンホールの発生を防止し、そのときに用いる被包装物の落下衝撃を緩和するための支持体を横シーラと同一の駆動源としても、ピンホールの発生を防止できる縦形製袋充填包装機を提供する。
【解決手段】被包装物の充填時、前記被包装物が内側を落下する鉛直筒状の製袋チューブ2と、該製袋チューブ2の外周に沿って繰り出される筒状のフィルムfを水平方向にシールして袋体の底を形成するための横シーラ4とを備えている縦形製袋充填包装機1であって、前記横シーラ4は、前記フィルムfを挟持して熱圧着する一対のヒータブロック4a,4bを有し、前記横シーラ4と前記製袋チューブ2の間には、前記ヒータブロック4a,4bと同一の駆動源により前記ヒータブロック4a,4bの開閉動作に伴って互いに離接し、前記被包装物の落下に対する前記袋体12への衝撃を緩和するための一対の弾性支持体17が配設されている。
(もっと読む)
製袋包装機
【課題】袋の密封不良の発生を防止した製袋包装機を提供する。
【解決手段】製袋包装機1では、穿孔機4が、シールジョウ171が横シール処理を行う前の段階で、シール予定部のファスナーZPの噛み合い部ZPKを穿孔する。その穿孔が確実に行われていないときシール予定部に噛み合い部ZPKが残り、シール予定部の厚み寸法は穿孔が確実に行われているときに比べて大きくなる。厚み検出機構324の測定部325がシール予定部に直接接触して厚み寸法を測定し、穿孔が確実に行われたか否かを判定する。
(もっと読む)
縦形製袋充填包装機
【課題】袋幅を変更することなく自立袋の内容量が調整できる。
【解決手段】縦形製袋充填包装機1は、縦形製袋充填装置3にフィルムfを搬送する途中で、底部材形成装置25で形成した底部材bを底部材搬送装置28で搬送してフィルムfの幅方向中央領域で自立袋の底部になる位置に底部材仮付け装置29で仮付けする。底部材形成装置25は、底部材フィルムb′から2つ折りして切断刃で所定長さに切断して底部材bを形成する。超音波シーラ22で底部材bの両端に開き抑制部を形成する。製袋チューブ6の下側に設けた横シーラ10は、自立袋の頂部シール部と底部シール部を溶着する頂部ヒータ部と底部ヒータ部を有すると共に斜めヒータ部を有する。底部ヒータ部と斜めヒータ部は底部材本付け手段を兼ねている。フィルムfの搬送方向での底部材bの配置間隔によって自立袋Fの長さと容量を調整する。
(もっと読む)
21 - 40 / 209
[ Back to top ]