
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
121 - 140 / 209
自動包装機の超音波横シール機構における圧力制御
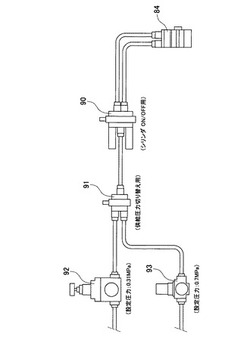
【課題】超音波ヒートシールを用いた横シール機構を搭載した自動包装機において、超音波ヒートシール機構と包装フィルムを挟み込んで引き下ろす機構を一つの機構で実施して自動包装機の動作速度を速くすると共に機器のコストを安くする自動包装機の横シール機構を提供する。
【解決手段】超音波シール装置を用いた横シール機構において、円筒形状の包装フィルムを挟み込んで超音波ヒートシールを施す場合は、エアーレギュレータ92からの低いエアー圧力を選択するように電磁弁91を切り替え、円筒形状の包装フィルムを挟み込んだ状態のままで一つの包装袋分だけ下方に引き下ろす場合は、エアーレギュレータ93からの高いエアー圧力を選択するように電磁弁91を切り替える。
(もっと読む)
包装容器製造における成形装置、成形機械、包装積層材ウェブ、成形方法及び工程
包装容器がチューブから製造される型式の包装機械に使用するための成形装置及び方法。成形装置22a、22b、22cは、チューブをその間に平らに横たえ、熱可塑性樹脂を加熱し且つチューブの第1の横断方向シールを得るために締め付けるように構成される2つの対向するシーリング要素58、60を備える。それは、2つの容積制御要素28、30をさらに備える。この成形装置は、第1の横断方向シールに対して基本的に直角な変位方向Dに、変位方向に対して所定の傾斜角度βを有して配置される壁41を有する対応する最終包装容器40の、後での整形を可能にするように、第1の横断方向シールをチューブの第1の部分の長手方向軸64に対して偏心して変位させるように構成されることを特徴とする。本発明は、機械、工程及び包装積層材にも関する。  (もっと読む)
(もっと読む)
ポケット形成機構及びPTPシートの製造装置

【課題】包装用フィルムの伸長や当該伸長に起因する不具合を抑制できるポケット形成機構、及び、当該ポケット形成機構を具備するPTPシートの製造装置を提供する。
【解決手段】コントローラ70は、第1及び第2サーボモータ52,62を駆動制御し、包装用フィルム3を間欠的に搬送する。包装用フィルム3の搬送時において、コントローラ70は、送りローラ15によるフィルム送り量に対する供給ローラ14によるフィルム送り量の比率が1よりも小さくなるように、第1及び第2サーボモータ52,62を駆動制御する。一方、包装用フィルム3の停止時(搬送動作のインターバル)において、コントローラ70は、第2サーボモータ62を所定角度だけ逆方向へ回転駆動し、両ローラ14,15間における包装用フィルム3の弛みを取り除く。
(もっと読む)
包装装置
【課題】挿入した被包装物の検知信号によりその被包装物に対する包装フィルム印刷部位の修正ができる包装装置の提供。
【解決手段】印刷位置マーク検知手段(レジセンサ11)と、包装物において先端と印刷位置マーク間の適正とされる距離を置いた被包装物先端検知手段(内部センサ13)と、印刷フィルム2の引き出しに対するブレーキ手段(ブレーキローラ3)と制御回路18を設け、制御回路18は両検知信号を同時に受信したときは修正せず、印刷位置マーク検知信号のみを受信したときはブレーキ手段を予め定めた時間動作させ、先端検知信号のみを受信したときは、印刷位置マーク24の後端を検知した後予め定めた時間を経過したときに搬送ローラ19を停止させる。
(もっと読む)
包装袋及び包装装置
【課題】取り扱いが容易な包装袋及びこの包装袋を使用した簡易包装装置を提供する。
【解決手段】樹脂製のフイルムチューブ5を複重に折り繰りして当該フイルムチューブ5の径方向に複重の折り畳み部を備えた包装袋1であって、前記フイルムチューブ5の内側に偏平状に折り畳み自在かつ繰り返し使用可能な芯部材3を備え、前記端縁部は封止してあり、かつ前記芯部材は偏平状に折り畳んだときに折り畳んだ状態の長手方向が前記封止部の長手方向とほぼ等しいものである。装置は、前記フイルムチューブ5の内側に備えた芯部材3を支持するための包装袋支持部15A,15Bを備えた支持台13A,13Bと、この支持台13A,13Bの下方位置において前記包装袋1を下方向へ引き込むための袋引き込み手段17と、引き込まれた包装袋1を封止するための封止手段と、封止した後の包装袋を切断分離するための袋切断手段37とを備えている。
(もっと読む)
包装体の製造方法、包装体の製造装置及び包装シート
【課題】生産性が良好で被包装物を取出しやすい包装体の製造方法、包装体の製造装置及び包装シートを提供する。
【解決手段】包装シートSをシリンダ3外周に筒状に巻付け、その合わせ目を縦シーラ32で縦方向に溶着し、包装シートSの下端部が横シーラ36で既に溶着された状態で、シリンダ30から被包装物を投入して包装シート内に充填後、シート引き手段により包装シートを所定寸法下方に引張り、包装シートの所定箇所を前記横シーラにより横方向に溶着し被包装物を封入する。そして、包装シートSを横シーラ36で溶着する際に、折り込み板35を一回おきに突き込ませ、包装シートSの両側に折り目2を形成した状態で溶着した部分と、包装シートSの両側に折り目2を形成せずに溶着した部分とを交互に形成する。その結果、一方に折り目2があり他方に折り目2がない包装体1を連続して生産性よく製造できる。
(もっと読む)
縦型多列自動包装機におけるカッター装置の冷却機構
【課題】エアー消費量が少なく、且つ冷却効率が良いカッター装置の冷却機構を提供する。
【解決手段】冷却機構7における冷却ノズル20は、エアー供給管40が接続されたスピードコントローラ30と、このスピードコントローラ30のエアー出口に取り付けられた冷却パイプ60と、この冷却パイプ60に嵌め込まれた付加冷却パイプ70と、冷却ノズル20全体を保持する支持部材50とで構成されている。付加冷却パイプ70と嵌め込まれた冷却パイプ60との間に隙間が存在しており、冷却パイプ60から付加冷却パイプ70内に放出された供給エアーは、付加冷却パイプ70内の空気と共に付加冷却パイプ70の放出口から冷却エアーとして噴出され、従来の冷却機構よりも多い冷却エアーが確保される。
(もっと読む)
スティック包装と三方シール包装の兼用自動包装機
【課題】コストアップを極力排除した2種類の包装袋を作ることができる兼用自動包装機を提供する。
【解決手段】本発明における兼用自動包装機で、スティック包装形態の袋を作る場合は、一体化された横シール装置7とカッター装置8を包装機正面視前後方向に動くように設定して、縦シールされた部分が包装袋中央部にくるように横シールを施す。また、本発明における兼用自動包装機で、三方シール包装形態の袋を作る場合は、一体化された横シール装置7とカッター装置8を包装機側面視前後方向に動くように設定し、同時に充填パイプ5の下端に対して製袋棒部材32を付加したものを設置する。その上で縦シールされた部分が包装袋端部にくるように横シールを施す。
(もっと読む)
長尺物の包装装置並びに該包装装置を用いた長尺物の包装システム
【課題】作業効率に優れた長尺物の包装装置並びに該包装装置を用いた包装システムを提供する。
【解決手段】長尺物Aを袋体Yで包装するのに用いられる包装装置10であって、外面に袋体Yが装着可能で、且つ、内部に長尺物Aが挿通可能である筒状の包装装置本体22と、包装装置本体22の開口端部22a,22bが向く方向を袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替える切替機構24とを備える。この発明では、袋体Yの装着並びに長尺物Aの挿通が行われる包装装置本体22の開口端部22a,22bが向く方向を切替機構24によって袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替えることができるので、袋体Yの装着作業或いは長尺物Aの挿通作業の度に包装装置本体22の位置調整を行う必要はない。
(もっと読む)
遊技機用梱包機
【課題】遊技機を四方封止状態に梱包するに当たり、装置の大型化を招くことなく梱包作業の効率を改善すると共に、見栄えよく梱包し、機械の故障等を防止する。
【解決手段】パチンコ機用梱包機1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備える。L字形溶着・溶断装置20は、水平腕21と垂直腕22とからなるL字形で、フィルム材2の上端を溶着する第1溶着部23と下方に伸びる第2溶着部24によるL字形の溶着部と、第1溶着部23の上方の外側溶断部25と第2溶着部24の後方の後方溶断部26によるL字形の溶断部とを備える。また、後方溶断部26の後方に第3溶着部27も備えている。L字形溶着・溶断装置20は、第1溶着部,第2溶着部,第3溶着部,後方切断部及び外側切断部を同時に作動させ得る装置として構成されている。
(もっと読む)
縦形製袋充填包装機
【課題】製造すべき袋が軽量であっても、横シーラからの袋の排出を確実に行うことができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、横シーラ18の下方に強制排出装置24を備えており、強制排出装置24は、回転状態にある一対の排出ローラ32f,32rを含み、これら排出ローラ32f,32rは横シーラ18の開作動時、横シーラ18から垂下された状態にある袋Pの底部シールBを瞬間的に挟持し、底部シールBに下方に向かう引摺り力を加える。
(もっと読む)
電子部品収容体の製造方法及び電子部品収容体
【課題】生産効率の向上を図り、コストの低減を可能にする電子部品収容体及び電子部品収容体の製造方法を提供する。
【解決手段】基材2、電子部品を収容するエンボス部6を形成してなる電子部品収容体1の製造方法において、基材2として少なくとも一層の熱収縮性フィルムを有する材料を用い、エンボス形成突起5を有したエンボス形成金型3上で基材2を加熱手段4により加熱することによって、基材2をエンボス形成金型3に倣うように収縮させて、基材2にエンボス形成突起5でエンボス部6を成形する。
(もっと読む)
エンボスキャリアテープの製造方法及び製造装置
【課題】微細部品収納用の凹部における内側面のテーパ角及び開口周縁のR形状をコントロールして良好なテーピング及び実装を実現できるエンボスキャリアテープの製造方法及び製造装置を提供する。
【解決手段】成形パンチ25の先端部よりも大きい加熱部を有して凹部裏面7側に配置される凹部裏面加熱器13と、成形パンチ25の先端部と略同一の大きさの加熱部を有して凹部開口面6側に配置される凹部開口面加熱器12とで、基材3を挟んで加熱する。
(もっと読む)
分配包装装置及び方法
【課題】分配包装装置の分配能力を増大させかつ分配包装方法をより効率的にすること。
【解決手段】分配包装装置は連続した体積流れを作り出すためのポンプを具備する充填材料用コンベヤー装置(170、270)と、充填チューブ(20、220)と、前記充填チューブ(20、220)の下流に配置されかつ充填動作中にチューブ端部ひだ部分を形成且つ前記チューブ端部ひだ部分の周りで閉鎖要素(162)を閉じるために充填された前記包装ケース(30)を局所的に圧縮するように構成した閉鎖装置(150、250)と、を具備し、前記閉鎖装置(150、250)は選択された部分寸法及び連続した前記体積流れに基づいて圧縮及び閉鎖運転をするための制御信号を作り出しかつ前記閉鎖装置(150、250)の駆動装置に制御信号を出力するように構成した制御装置(290)も具備する。
(もっと読む)
横ピロー包装機
【課題】 簡単な構成でいわゆる麺カスなどの小さな異物や、被包装物の噛み込みを防止することができ横ピロー包装機を提供すること
【解決手段】 連続して供給される帯状フィルム15を筒状に形成する製袋器20と、筒状に形成された筒状フィルムの重合端15aにシールを施すセンターシール装置34と、センターシール装置の下流側に配置され、筒状フィルム21を挟んで上下に配置されるトップシーラ31,32にて、筒状フィルムの幅方向にシールするエンドシール装置30とを備える。トップシーラのシール面31a,32aは、進行方向の前後両側から中央部位に向けて上昇するように形成し、トップシーラが噛み合って筒状フィルムを挟み込んだ際に、中央部位が筒状フィルムを上方に押し上げるようにした。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
ヘム付き袋製袋装置
【課題】繰り出し抵抗があっても精度良く包材を繰り出してヘムを形成する。
【解決手段】フィルムを製袋チューブ2に挿通させて角筒状フィルムに形成し、張り出しガイドを通過させて角筒状フィルムを拡幅させる。製袋チューブの各長側面2aと短側面2bに対向して第一ガイド板12及び第二ガイド板14を配置し、第二ガイド板の両側に先細の受け部15を昇降可能に配設する。第二ガイド板の先端突部は張り出しガイドに重なっていて、通過する角筒状フィルムの側面角部を突出させてヘムフラップh1,h2を形成する。第一及び第二ガイド板によって通過する角筒状フィルムの弛みを防ぐ。ヘムフラップを受け部とヘムシーラ13によって挟持して加熱シールする。ヘムシーラはモータで進退移動する。更にヘムフラップを挟持した状態でヘムシーラ13及び受け部15を製袋チューブ2に沿って移動させることでフィルムを所定長さ繰り出す。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
PTPシートの製造装置
【課題】カバーフィルムとしての密封用フィルムにコードが付されるPTPシートを製造するにあたり、生産スケジュールが変わっても適切にコードを付すことが可能なPTPシートの製造装置を提供する。
【解決手段】PTPシートの製造工程において、印刷手段40にて、文字情報と共にバーコードを密封用フィルム4に印刷する。具体的に、印刷手段40では、印刷用センサ42にて密封用フィルム4のマークを検出し、当該検出タイミングに基づいて、印刷機構41によって、シート単位で「ABC」という文字情報8を印刷すると共に、ペア小片の単位でバーコード9を印刷する。一方、位置調整手段22では、延伸用センサ51にて検出される密封用フィルム4のマークに基づき、延伸ローラ62にて密封用フィルム4の延伸を行い、シール手段18による密封用フィルム4の取着位置を調整する。
(もっと読む)
121 - 140 / 209
[ Back to top ]