
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
101 - 120 / 209
包装装置
【目的】排出口を底面側に設けた包装装置において、設置ミスにより設置卓上面で排出口がふさがるのを防ぎ、かつ使い勝手の良い包装装置を提供する。
【構成】排出口から排出される包装体の落下方向を遮る受け部を有する受け部材が、筐体底面から下方に延びるように設ける。受け部材が設置卓上面と干渉しないようにしなければ筐体を設置できない。必然的に排出口が設置卓上面によってふさがれることはなくなり、設置ミスを防ぐことができる。包装体は受け部上に落下するので、設置卓上面と床面との間の高さの差が大きくても傷がつくことが無く、しかも取り出しやすいから、使い勝手が良い。
(もっと読む)
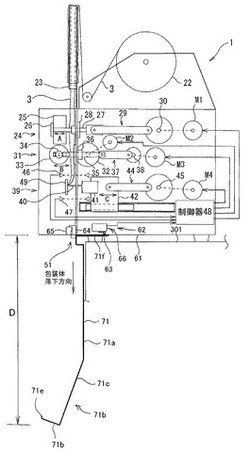
充填機及び当該充填機を備えた充填包装装置

【課題】削り節等の軽量で薄片状等の自然落下し難い充填物を包装体に対し迅速に充填することができ、効率のよい充填を実現できる充填機、更に包装を行うことができる充填機及び充填包装装置を提供する。
【解決手段】シュート41の一端部と筒状体33の上端部との間の辺りに来たところで、エアパイプ49の噴射口51からエアを勢いよく0.5秒間、噴射する。包装材Sは通気性を有するので、黒塗りの小さい矢印で示す筒状体33内に排出口47へ向かう気流が発生して、この気流は包装材Sから抜ける。従って、筒状体33内が一瞬負圧になり、削り節Kは白抜きの矢印で示す経路で筒状体33へ吸い込まれるようにして落下し、一端部Saが閉じられた包装材Sの下端部分に収容される。
(もっと読む)
複数の充填済みバッグを一緒に包装するための方法およびその方法に使用される装置および得られたスナック充填バッグの包装体
【課題】小片、粒状物又は粉体の形態の商品を収納した複数の商品充填バッグを熱接着性プラスチック製の長尺の薄膜内に包装するための方法であって、この薄膜は長手方向エッジに沿って接続され、底部および頂部側がそれぞれ溶接継目により閉じられたスリーブを形成するようにする。
【解決手段】この方法は:a)コンベヤーに載せて複数のバッグを前進させる工程;b)少なくとも1つの第1のバッグを支持部材上に移送させる工程であって、同時に溶接手段により薄膜包装材料を閉じて底側を形成し;c)バッグに対する工程(b)で底側が溶接された連続的薄膜包装材料を溶接により長手方向に閉じスリーブ状物を部分的に形成する工程と;d)少なくとも第1のバッグを該支持体上の位置からスリーブ形成チューブの開口部に向けて水平に押出す工程と;e)垂直に押し下げ該第1のバッグと該包装材料とを合同、降下させ、同時に横方向の側の1つに長手方向の継目を形成させて、該スリーブを閉じる工程と;f)複数のバッグを最初に水平に押して前記支持体上に連続して供給し、これらをスリーブ形成チューブの開口部に移送させ、ついで、垂直に移送して配列全体を降下させ、所定数のバッグが前記スリーブ内に包装された状態で積み重ねることにより包装を完了させる工程と;g)該スリーブにより形成され完成させた包装体の薄膜頂部を横切るようにして横断方向に溶接し、この形成された包装体を、次の包装体の底部を同時に形成させるようにして切断、分離する工程とを具備してなる。この方法を実施するための装置。熱接着性プラスチックから作られた薄膜状包装材料からなるスリーブ状物の内部にスナックを収容した複数のバッグを一緒に包装するための方法およびそれを実施するための装置。この方法で得られるスナック収容バッグの包装体。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 シール不良を防止するとともに、発熱体がヒートシールに必要な温度に達するまでの時間を短縮し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台に対向してヒータ受台を設け、熱溶着性シートに通電によって加熱される薄板状の発熱体をヒータ台に露出して設け、発熱体の熱の放出を防止するための断熱層を熱溶着性シートに接触する面側とは反対の面側に配置し、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱して熱溶着性シートどうしを熱溶させてヒートシール部を設けて該ヒートシールによって収容物を収容する区画した包装部を形成するようにし、発熱体を補強する強化部材を、発熱体と断熱材との間に設けたヒートシール装置およびこれを有する薬剤分包装置。
(もっと読む)
縦形製袋充填機
【課題】径の異なる製袋筒を装着しても容易に繰り出し部材の位置決めを行える。
【解決手段】フィルムfを製袋筒2に沿って搬送して略筒状に成形して、繰り出し部材7によって繰り出す。繰り出し部材7と回転ストッパ8は基板18に支持する。エアシリンダ26によって一定の力で基板18を押して製袋筒2に回転ストッパ8を当接させる。回転ストッパ8が製袋筒2に当接した状態で繰り出し部材7の搬送ベルト23は製袋筒2から僅かに離間しており、繰り出し部材7のプーリ22,22間のサクションチャンバ24に吸着した搬送ベルト23の吸着面を介して包装筒2を吸着して下方に繰り出す。包装筒2の繰り出しに連動して回転ストッパ8が自由回転して包装筒2に追従する。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 薬剤分包装置の立上げから発熱体がヒートシールに必要な温度に達するまでの時間を短縮した上で、しかもシール不良を防止し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台と、ヒータ台に対向して設けられたヒータ受台とが設けられ、熱溶着性シートに通電によって加熱される薄板状の発熱体がヒータ台に露出して設けられ、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱することで熱溶着性シートどうしを熱溶させてヒートシール部を設けて、該ヒートシールによって収容物を収容する区画した包装部を形成するようにしたヒートシール装置であって、発熱体の熱溶着性シートに接触する面またはその反対側の面の少なくとも一方に、該発熱体に比べて硬質の保護層が設けられた構成。
(もっと読む)
製袋包装機
【課題】筒状包装材に形成の際に、既に形成された縦シール部の倒れが生じようとしても、その影響が縦ヒートシーラ内の縦シール部や側縁部に及ぶまで大きくなるのを防止することができる製袋包装機を提供する。
【解決手段】縦ヒートシーラ15によって形成された縦シール部52が縦ヒートシーラ15から送り出されたときに、その倒れを防止する規制部材20が設けられている。製袋包装機10の間欠的な動作に伴って縦ヒートシーラ15が間欠的に閉じ動作するときに、縦ヒートシーラ15内部に位置している縦シール部52及び未シール部としての側縁部は起立状態にあって縦ヒートシーラ15によって正しく挟み込まれる。したがって、縦シール部52は、倒れた状態で縦ヒートシールされることが防止され、既に形成されている縦シール部と綺麗に繋がった連続性のある縦シール部が形成される。
(もっと読む)
商品の包装方法
【課題】商品の箱詰めの自動化を可能とする商品の包装方法の提供。
【解決手段】フィルムロール5から幅方向に二つ折りされた熱収縮性フィルムFをテーブル上に引き出し、上下フィルムF1、F2間に台紙を挿入し、台紙ごとフィルムFを引っ張って、包装用テーブル2より下方に位置する搬送コンベヤ10a上に引き出し、搬送コンベヤ10a上において上下2枚のフィルムF1、F2の側縁間に形成される開口部から台紙上に商品を載置する。その後上下2枚のフィルムF1、F2の互いに重なり合う側縁部の長さ方向と、側縁から折曲げ部に至る幅方向とを平面L形に熱溶着すると共に、その熱溶着部幅の略中央位置で溶断して商品が包装されたフィルム袋を形成し、そのフィルム袋を搬送コンベヤ10cによりシュリンク装置11内を通過するよう搬送して熱収縮させ、商品包装体を形成する。
(もっと読む)
包装食品の製造方法
【課題】液状成分とともに多量の固形成分を含む食品を少量ずつ小分けにして袋詰めしてなる包装食品を、従来の充填包装機をそのまま利用して、連続的に安定して製造することができる包装食品の製造方法を提供する。
【解決手段】液状成分とともに固形成分を含む食品20を、投入ノズル1から筒状フィルム12内に投入し、熱シール工程、切断工程を経てピロー包装してなる包装食品を製造するにあたり、液状成分に加工でんぷんを加えてゲル化させて固形成分と混ぜ合わせておく。
(もっと読む)
横型逆ピロー包装装置
【課題】包装体内の空間部を少なくすると共に、各包装体内の麺玉がほぼ同一形体になるようにする。
【解決手段】案内コンベア1と、該案内コンベア1上に包装イルム4を供給するフイルム供給手段7と、該案内コンベア1上の包装フイルムの両側を立ち上げてその両側端縁部4aを重ね、前記包装フイルム上に載置された麺玉Mの周りを囲む筒状フイルム4Tを形成する筒状フイルム成形手段と、前記筒状フイルムの両側端縁部4aをシールする縦シール手段3と、前記縦シール手段の下流に配設された横シール手段29と、を備えた横型逆ピロー包装装置Pにおいて;前記案内コンベア1の上方に間隔をおいて配設され、前記筒状フイルム4T内を通って該筒状フイルム4Tの先端部4Aに麺玉Mを供給する麺玉投入手段10を配設する。
(もっと読む)
包装装置
【課題】2つのフィルムロールから繰り出した2枚のフィルムシートの間に被包装物を挟んで前後左右を熱溶着して包装する包装装置において、溶着先端がずれたり、しわができたり、折れた状態で溶着されたりしないようにする。
【解決手段】従来装置における、搬送ベルト、被包装物の先端、後端検知センサ、制御手段に加えて、少くとも一方のフィルムロールに対し搬送ベルトとより遅い速度でフィルムを繰り出せるフィルム駆動手段を設け、包装開始前の状態で被包装物挿入押し込みの抵抗を小さくするためフィルムにたるみを持たせておき、フィルムに挟まれた被包装物が搬送ベルトで搬送されるとフィルム駆動手段も駆動させ、たるみが少なくなって行きゼロになる瞬間では駆動させておき張力の衝撃を柔らげその後停止させ、被包装物後端側の熱溶着が終った後で、次の包装のためのたるみを形成させる。
(もっと読む)
エンボスキャリアテープの製造方法及びその製造装置
【課題】成形工程において、樹脂シートが熱収縮することなく、またエアボックスの押し痕を残すことなく成形可能であり、更にエアリークを発生させることがないと共に、成形後の見栄えを均一化できるエンボスキャリアテープの製造方法及びその製造装置を提供する。
【解決手段】加熱軟化された樹脂シートに複数のポケットを成形するための凹部を備えた成形金型と、前記凹部と対向する開口部から圧縮空気を吹き出すエアボックスとの間に前記樹脂シートを間欠的に送り込み、前記開口部を閉塞するように前記成形金型と前記エアボックスとの間に前記樹脂シートを挟持して、前記圧縮空気により前記樹脂シートを前記凹部に押し付けるエンボスキャリアテープの製造方法において、前記エアボックスにおける前記樹脂シートとの接触面が樹脂製であり、前記開口部から前記成形金型の前記凹部に前記圧縮空気を吹き出す際に、各凹部に対応して個別に前記圧縮空気を吹き出す。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
ブリスター包装機
【課題】チェーンクリップコンベアにて包装用フィルムを搬送するブリスター包装機において、金型の交換作業に要する時間の短縮化を図り、作業効率の飛躍的向上を図る。
【解決手段】容器フィルムはチェーンクリップコンベア11によりその長手方向に沿って搬送される。ブリスター包装機10は、容器フィルムの搬送経路に沿ってポケット部形成手段、充填手段、シール手段及び打抜手段15を備える。チェーンクリップコンベア11の手前側と奥側とには、壁状のフレーム18,19が固設されている。打抜手段15は、ブリスターフィルム16をパック単位で打抜くべく、上型31及び下型32を備える。上型31には打抜刃33が設けられ、下型32には開口34が形成されている。手前側のフレーム18は、主としてブリスター包装機10の正面壁を構成する。そのフレーム18の上面18aは、打抜手段15が停止した状態での下型32の下面よりも下側に位置する。
(もっと読む)
製袋包装機及び製袋包装機における包装方法
【課題】製袋包装機において、底部が形成されると共に該底部にボトムシールリブが折り込まれた袋を損傷することなく製造する。
【解決手段】前後一対のシールジョー21,21が筒状包材Fを挟んで対接しているときに、前側シールジョー21に連結された左右一対のリブ折込部材24,24の前側片24a,24aと後側片24b,24bとを、左右一対の底部折込部材23,23により形成された底部の直下方に進入させる。そして、シールジョー21,21が離反するときに、リブ折込部材24,24の後側片24b,24bを底部の直下方にさらに進入させることによりボトムシールリブを底部に折り込む。
(もっと読む)
製袋包装機
【課題】包装材の供給スピードが非常に速い場合においても印刷の質が高く維持される製袋包装機を提供する。
【解決手段】製袋包装機は、帯状のフィルムFの供給を受け被包装物を包装した袋を製造する製袋包装ユニット5と、製袋包装ユニット5に向けてフィルムFを繰り出すフィルム供給ユニット6と、インクジェットプリンタ部9aと、紫外線照射部9bとを備える。インクジェットプリンタ部9aは、フィルム供給ユニット6から製袋包装ユニット5へと繰り出されたフィルムFにインクを吹き付けて、フィルムFにデザインを印刷する。紫外線照射部9bは、インクジェットプリンタ部9aによりデザインが印刷されて製袋包装ユニット5へと供給されるフィルムFに対して、紫外線を照射する。
(もっと読む)
自動包装機におけるシール良否判定方法
【課題】サーボモータで駆動されるシール機構を備えた自動包装機において、当初記録した基準動作データと比較してシール機構の動作で得られたシールの良否を判定する閾値を、包装動作停止後の再開に合わせて変更する。
【解決手段】自動包装機の作動停止後には、縦シール手段によって既に形成されている縦シール部は冷却され、硬度が増して包装袋に寝ていた状態から起き上がる傾向を示す。本発明によれば、包装動作再開後に、そのまま横シール手段によって筒状包装材に縦シール部を横断する横断方向に横シールを施す際には、閾値が変更されているので、冷却された状態にある縦シール部を押し潰す際の駆動電流が高くなっても、縦シール部が異物であると判定されることを未然に回避することができる。
(もっと読む)
低融点等内容物用包装機及びその包装方法
【課題】低融点内容物を充填して製袋できるように構成する低融点等内容物用包装機を提供すること。
【解決手段】包装機Mの製袋部7には、フィルム材供給部5から流れてくるフィルム材Fを筒状に形成しつつ内容物供給部4から送給された内容物を充填する縦シール形成部10を配置する。縦シール形成部10は、内管12と外管13とで二重管構造を構成する充填シュート11と、フィルム材Fの送り方向に沿う両側縁部を熱融着して縦シール部を形成するヒータ装置20とを備えている。充填シュートには、内管12と外管13との間に空隙部14を形成して、水を循環させる循環経路15を形成し、空隙部14による断熱効果を発揮させるとともに内管12を冷却する。
(もっと読む)
金属フィルム成形装置及びPTPシートの製造装置
【課題】金属フィルムを十分にクランプした状態でポケット部を成形することができる金属フィルム成形装置、及び、当該金属フィルム成形装置を具備するPTPシートの製造装置を提供する。
【解決手段】下型41の挟持面を、薄板材61で構成する。薄板材61は、ステンレス製の金属薄板であり、可撓性を有すると共に面方向への伸張をほとんど生じない部材となっている。この薄板材61の金属フィルム3との接触面61a(すなわち下型41の挟持面)は、ショットブラストやエッチング処理等により、梨地のごとくざらついた粗面となっている。また、薄板材61の下層には、弾性材62が積層されている。弾性材62は、エラストマで構成された弾性体であり、下型41の凹部41aに、一部を収容された状態で取着固定されている。上記薄板材61は、この弾性材62に接着剤等で固定されている。
(もっと読む)
101 - 120 / 209
[ Back to top ]