
Fターム[3E054DB15]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(プッシャ、リフタ) (589) | 押具の形状、構造 (51) | 押具の姿勢規制 (20) | 復路での物品衝突回避 (8)
Fターム[3E054DB15]に分類される特許
1 - 8 / 8
集積供給システム
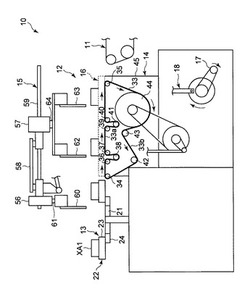
【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
箱詰め装置

【課題】外装箱に収容される物品列間の空隙を確実に抑制する。
【解決手段】箱詰め装置100の物品押し出し装置102は、物品整列位置P1に整列された複数の物品1を前後方向Yに押し出す際に、平面視において物品1の長軸が前後方向Yに対して傾斜するように、複数の物品1夫々の姿勢を変える姿勢傾斜手段40を備え、物品整列位置P1と物品群形成位置P2との間の経路上に、姿勢傾斜手段40によって変えられた複数の物品1夫々の姿勢を補正する姿勢補正手段15a〜15cが備えられる。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
バケット式物品分離供給装置
【課題】上流側から連続して送られてくる物品を確実に所定間隔に分離し、その分離した所定間隔ごと物品を下流側の装置へタイミング良く供給することができるバケット式物品分離供給装置を提供すること
【解決手段】公転移動する複数のバケット21を備えたバケットコンベア22と、そのバケットコンベアの上方に配置された上部コンベア23とを備える。バケットコンベアは、上昇移動領域に存在するバケットがラインプレッシャーから搬出される被包装物45を受け取るように設定し、そのバケット上に移し替えられた被包装物は、そのバケットの公転移動に従って斜めに上昇移動するとともに、そのバケットが水平移動領域に至ると水平移動するようにする。上部コンベアは、水平移動領域の上方を含む位置に設定され、水平移動領域を移動中のバケット上の物品を、上部コンベアの押送フィンガー23cにて押送し、下流側の自動包装機40へ供給するようにした。
(もっと読む)
包装方法及び装置
【課題】 バケットコンベヤを用いて包装位置への製品の供給を行う際に、バケットと製品押し出し装置の送り込み金具との干渉期間を可及的に短くして、包装サイクルの短縮化を図ることができる包装方法及び装置を提供する。
【解決手段】 バケットコンベヤ20によって間欠搬送された製品Aがバケット22と共に待機位置に到達後、バケット22の昇降により、製品Aは上昇位置に持ち上げられる。バケット22内の製品は、製品押し出し手段15によりバケット22から押し出される。バケット22は、その時点で上昇位置から下降させることができるので、製品押し出し手段15が戻り切るのを待つことなく、バケットコンベヤ20の間欠搬送を再開することができる。更に、製品押し出し手段15の作動している間に、バケットコンベヤ20を可能な限り移動させておくことができるので、包装サイクル時間を短縮化することもできる。
(もっと読む)
1 - 8 / 8
[ Back to top ]